

Зернистость наждачной бумаги
Таблица стандартов «наждачки»: маркировка и зернистость
| ГОСТ Р 52381-2005 (Россия) | Размер зерна (мкм) | Назначение |
| Крупнозернистые | ||
| P22 | 800-1000 | Черновая обработка |
| P24 | 630-800 | |
| P36 | 500-630 | |
| P40 | 400-500 | Грубые работы по дереву |
| P46 | 315-400 | |
| P60 | 250-315 | |
| P80 | 200-250 | Первичная шлифовка Сглаживание поверхности Удаление небольших неровностей |
| P90 | 160-200 | |
| P100 | 125-160 | |
| P120 | 100-125 | |
| P150 | 80-100 | Подготовка твердых сортов дерева к шлифовке Окончательная шлифовка мягких пород дерева Шлифовка старой краски под покраску |
| P180 | 63-80 | |
| Мелкозернистые | ||
| P240 | 50-63 | Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями |
| P280 | 40-50 | |
| P400 | 28-40 | Полировка финальных покрытий Шлифовка перед покраской Мокрая шлифовка |
| P600 | 20-28 | |
| P1000 | 14-20 | Шлифовка металла, пластиков, керамики Мокрая шлифовка |
| P1200 | 10-14 | Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин |
| P1500 | 7-10 | |
| P2000 | 5-7 | |
| P2500 | 3-5 |
Очистка плиты
Горелки газовой плиты это особый разговор. Горелки и решетка требуют отдельного ухода. Что можно с ними сделать? Как привести в должный вид? На самом деле это просто. Очистите с аммиаком. Возьмите ¼ чашки аммиака и запечатать его с одной из горелок в полиэтиленовом пакете. Оставьте так на ночь, а затем протрите губкой.
Можно сделать и свой собственный очиститель для кухонной раковины, используя следующие ингредиенты: жидкое мыло, уксус, пищевая сода, соль, лимон или лайм и лед. Вам также понадобится старая тряпка, зубная щетка и мягкая губка. Смойте раковину и посыпьте ее поверхность содой. Сделайте пасту и смойте. Зубной щеткой, смоченной в пасте из пищевой соды или мыла пройдитесь по стоку раковины.
Затем протрите всю раковину бумажными полотенцами, смоченными в уксусе и оставьте на 20 минут. Намочите губку мыльной водой и протрите раковину. Заполните раковину 2 чашками льда и чашкой соли. Затем включите холодную воду пока лед не исчезнет. Затем разрежьте лимон пополам и протрите раковину на кухне.
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:
- Основа наждачки чаще всего – бумага, ткань.
- Абразив – зерно, которое наносят на основу с помощью клея или смолы.
Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…50 0 С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги — мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
Специальные средства для удаления пасты
Ручку с бумаги можно стереть, воспользовавшись канцелярскими средствами, купленными в магазине.
- Ластик для авторучек. Резинка, специально предназначенная для удаления чернил. Зачастую после использования такого «приспособления» на бумаге остаются грязные пятна, а если тереть особенно усердно — дыры.
- Корректирующая лента. Приспособление, позволяющее наклеить на неправильно написанную букву, целое слово или предложение белую узкую ленту.
- Корректор. Пастообразный белый состав, который замазывает ошибку. Продается в небольших емкостях с кисточкой, а также в форме ручек.
После применения магазинных продуктов остаются следы на бумаге. В некоторых случаях это приемлемо, например, если администратор салона красоты хочет исправить время в журнале посещений. Однако иногда удалить чернила с документов нужно бесследно. Помогут в этом народные средства.
Таблица стандартов «наждачки»: маркировка и зернистость.
Образец бумаги № Р 120.
При беседе с людьми старой закалки о назначении наждачной бумаги, периодически возникает недопонимание. Старшее поколение привыкло к ГОСТу из 80-х годов.
Сегодня маркировка ориентирована на европейские стандарты в соответствии с ISO. Путаница возникает в значениях чисел. В ГОСТе 3647-80 (СССР) менее число – идёт уменьшение размера зерна, в нынешнем ISO-6344 (ГОСТ Р 52381-2005 Россия) – в обратном порядке.
Сегодня в магазинах вся бумага размечена в соответствии с ISO-6344. Номер наждачки указывает количество абразивных частиц, умещающихся на одном квадратном дюйме. Ясно, чем выше значение – тем мельче частицы. Такой показатель зернистости разбивают на три основные группы:
- для черновой обработки дерева и металла, снятие лака, краски и ржавчины, применяется шкурка с цифрами от 12 до 80;
- доводка после черновой обработки и для работы по дереву, применима бумага со значением от 80 до 160;
- финишная обработка поверхностей производится наждачкой от 160 до 1400.
Пример наждачки в 4000 и 5000 ед.
Существуют и более высокие значения. Доходят они до 4000-5000 единиц абразивов на квадратный дюйм.
Их применяют при покраске автомобилей и других поверхностей, требующих особой точности.
Немало зависит и от материала, наносимого в виде абразива, природного и синтетического происхождения:
- высокотвёрдое вещество – керамический абразив, используется при формировке изделий;
- сырьё природного происхождения – гранат. Используется для работ по дереву. Основная характеристика – эластичность шкурки, ею удобно обрабатывать детали со сложной геометрической формой;
- самое широкое применение у – карбида кремния. Применяется в работах с лакокрасочными покрытиями, металлом и пластиком;
- длительность эксплуатации и стойкость материала у – окиси алюминия. Кристаллы частиц при истирании образуют новые режущие грани, применяется в работе с металлами и стекловолокном.
Как продлить жизнь абразива?
По мере забивания стружкой и древесной смолой, а также износа абразивных зерен, наждачная бумага утрачивает свои рабочие свойства. Забитый абразив, особенно при машинной шлифовке, оставляет темные следы, спрессовывает волокна и лощит поверхность, из-за чего древесина плохо впитывает отделочный состав.
Чтобы абразивы работали дольше, начинайте работу с использованием более грубой шкурки, постепенно переходя на бумагу с более мелким зерном. Для мягких и смолистых пород дерева используйте шлифовальную шкурку с разреженной насыпкой и специальным стеаратным покрытием (сухой смазкой, предотвращающей быстрое засорение абразива).
При работе шлифовальной машинкой – не торопитесь. Перегрев поверхности приводит к размягчению связующего вещества и ускоряет износ абразивных зерен. Немаловажным фактором выступают и условия хранения шлифовального материала. Холод и критическая влажность могут привести его в негодность. Оптимальная температура хранения 15-25°С при относительной влажности воздуха 35-50%.
Все вышеуказанные методы очистки в большей степени актуальны для шлифмашинных абразивов. Для чистки же обычной шкурки можно использовать щетку с жесткой пластиковой щетиной.
Покупая шлифовального круга, каждый из нас знает, что абразивный инструмент будет работать долгое время, поэтому информация о том, как чистить абразивы, очень важна для тех, кто шлифовальными дисками шлифует заготовки. Любые шлифовальные круги или диски (даже плотные) изнашиваются в процессе работы с поверхностью или материалом. Чем больше работает инструмент, тем больше он и его абразив изнашиваются.
Открыть банку при помощи наждачки
Anthony Berenyi (Shutterstock)
Мы живем в век технического прогресса, но у многих консервов до сих пор нет язычка-открывашки. Если вы попали в ситуацию, когда смотрите на банку с едой, не зная, как ее открыть, возьмите наждачную бумагу средней зернистости (150-200 грит) и прикрепите ее к плоской поверхности (например, при помощи скотча). Возьмите банку, положите ее сверху вниз на наждачную бумагу и начните тереть банку о бумагу. Используйте умеренную силу и скручивающие движения.
Шлифуйте банку, пока не обнаружите, что слои металла, спаянные друг с другом внахлест (там, где банка была запечатана) стали достаточно тонкими. После этого можно сжать банку, и консерва откроется. Но будьте осторожны, не выплесните содержимое на пол. Вскрывайте консервы над емкостью.
Причины износа и засаливания абразивных кругов
Повреждения шлифовального круга определяются тем материалом, из которого сделана заготовка. Можно найти диски, которые могут самозатачиваться. Такой шлифовальный круг пойдет в работу там, где износ определяется простым выкашиванием зерен.
Все мы знаем, что зернистость, то есть абразив шлифовального круга, имеет форму кристаллов. В процессе работы такого диска эти частицы абразива теряют свою форму, со временем абразив сглаживается, в этом случае самозатачивание шлифовального круга — простой и эффективный вариант. Это очень хорошо подходит для тех, кто в работе использует специальный шлифовальный станок.
Если будет использован другой станок, такие круги или диски не следует брать в работу. Если шлифовальный станок имеет высокую твердость, то в процессе шлифования возможно затупление шлифовального круга.
Так, во время шлифования диски могут вырваться из связки. При засорении и засаливании поверхность шлифовального круга вырабатывается неравномерно. В результате такой шлифовки заготовка испортится.
Любой шлифовальный круг следует использовать по правилам. Эффективная работа станка и шлифовальных кругов возможна в том случае, если учтены их эксплуатационные характеристики. Следует вопрос, как очистить шлифовальный круг?
Еще одной проблемой дисков и кругов для шлифования является засаливание абразивного круга в результате его использования. Засаливанием называют процесс, в результате в поры диска попадает стружка, которая снимается с заготовки.









В таком случае рабочая способность шлифовального круга сильно снижается. Получается, что такая стружка забивает поры круга вместе с истертым абразивом. Засаливание абразива шлифовального диска влияет на качество шлифовки, а также увеличивает возможность прожига. Если очистить шлифовальный круг, можно снова запустить его в работу и использовать его, как новый.
Каждому следует запомнить, что после шлифовки абразивный шлифовальный круг забивается. Особенно это дело касается тех кругов, на которых есть мелкое зерно. Поэтому следует чистить диски. Сразу после обработки шлифовальный круг станет гладким. Когда абразив изнашивается, о шлифовке таким диском не может идти речь.
Некоторые нашли для себя алмазный диск, которым решают проблему засаливания шлифовального круга. С торца диска есть абразив. Очистку можно сделать с боков или с торца шлифовального круга.
Чистящий брусок — это более эффективный способ очистки. Достаточно нескольких движений бруском — и диск станет будто новым. После этого будет видно зерно.
Уборка на кухне
Если дома есть чугунная кастрюля, которая начинает ржаветь, этот лайфхак может стать очень полезным. Используя немного наждачной бумаги, чтобы отшлифовать ржавчину, можно вернуть посуде первозданный вид. Этот метод также поможет без особого труда устранить некоторые неровности на поверхности кастрюли или сковороды. Работать рекомендуется в перчатках.
Совет от Novate.ru: Наждачная бумага отлично убирает ржавчину и загрязнения с чугунной посуды. Однако использовать такой агрессивный метод для чистки новой посуды не стоит. Лучше начать с менее радикальных средств: например, с помощью соли и уксуса. Два эти ингредиента нужно смешать до получения слегка жидкой кашицы, а потом нанести на загрязненные участки. Дать немного постоять, а потом удалять налет более грубой частью губки или неметаллической щеткой.
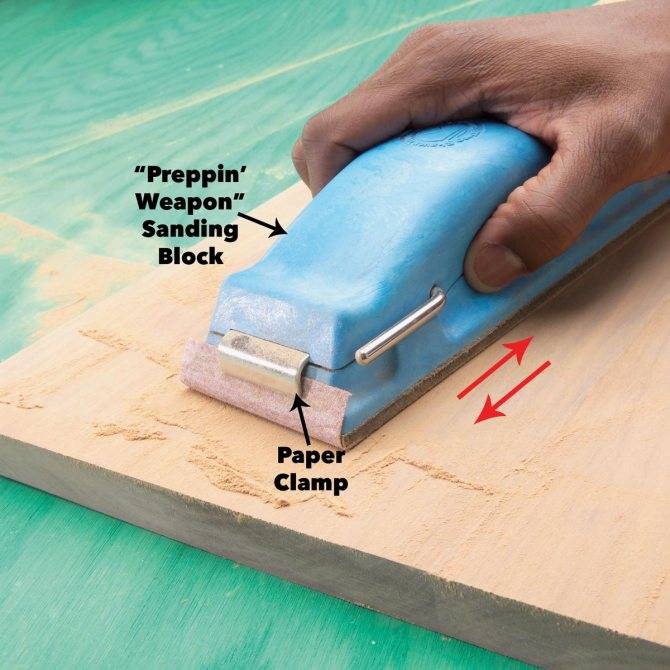
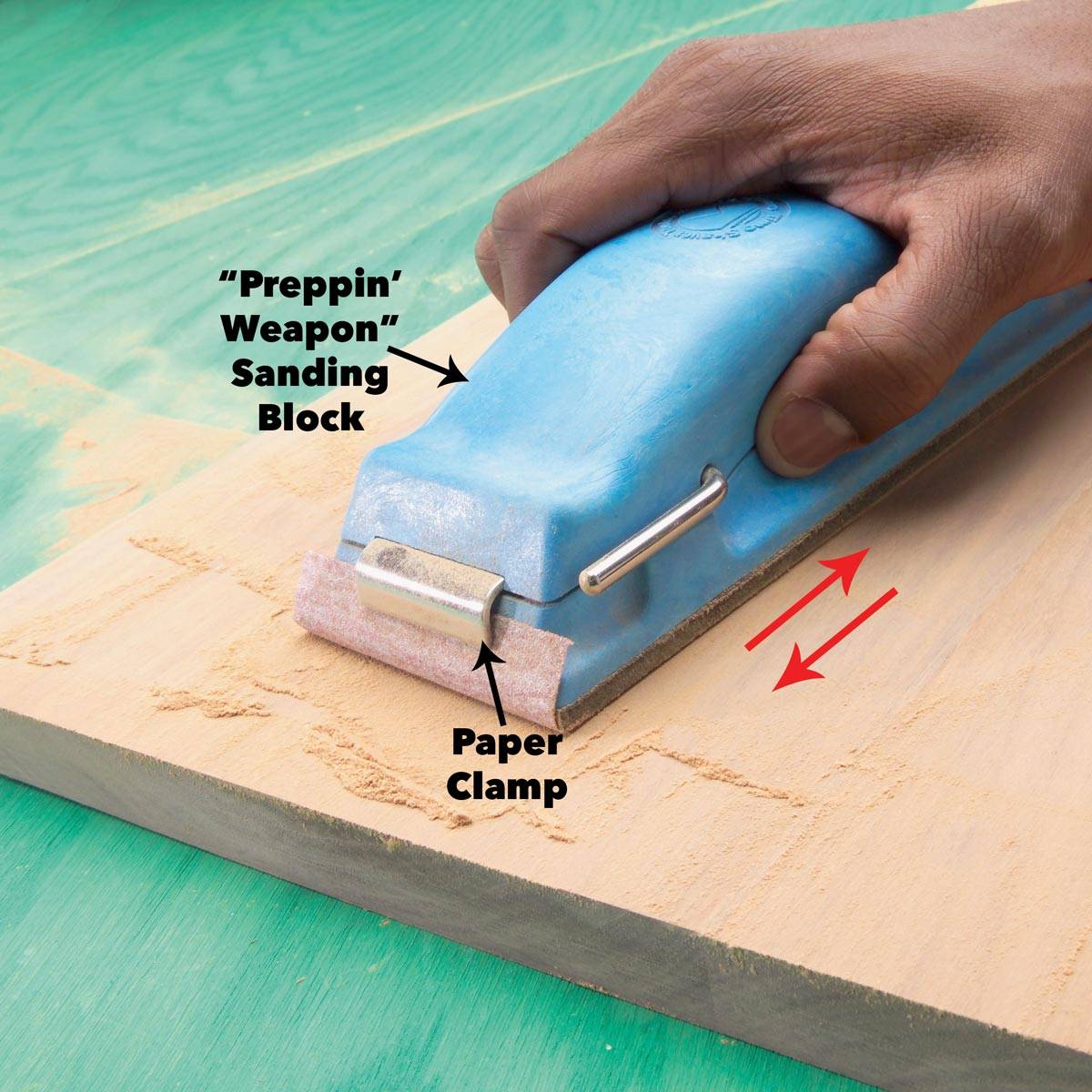
Чтобы шкурить вручную плоские поверхности, используйте шлифок
Конечно, можно просто сложить пополам кусочек наждачной бумаги и приступить к работе. Однако вы добьётесь лучших результатов и потратите меньше усилий, если воспользуетесь шлифком. Он распределяет давление при шлифовании более равномерно, а потому позволяет добиться более ровной поверхности. Кроме того, он заставляет вас давить сильнее. Вы можете и сами сделать шлифок. Вырежьте небольшой кусок квадратной формы из пенополистирола или приклейте слой пробки к деревянному блоку. Или вы можете купить простой резиновый шлифовальный блок практически в любом строительном магазине
Обратите особое внимание на эргономичные шлифки. Они повторяют форму вашей руки
Благодаря этому свойству, рука будет меньше уставать.
Одна из основных ошибок людей, использующих шлифовальный блок, заключается в том, что они редко меняют наждачную бумагу. Чтобы это не стало для вас проблемой, сразу нарежьте целую стопку заготовок наждачной бумаги нужного размера. Так вам будет гораздо проще заменять расходный материал по мере износа.
В целом, шкурить лучше вдоль волокон, особенно на финальных этапах, когда используется мелкозернистая бумага. Но если необходимо удалить глубокие царапины и пятна, то совершенно нормально шкурить под углом до 45 градусов относительно направления волокон. Мы привыкли думать иначе, но самом деле это отличный способ достаточно быстро устранить дефекты. Но прежде, чем переходить к бумаге с более мелкой зернистостью, отшлифуйте материал вдоль волокон, чтобы убрать все поперечные царапины.
Маркировка шлифшкурки[ | ]
Например, шлифшкурки на бумажной основе
| Л 1 Э 620×50 П2 15А 25-Н М А ГОСТ 6456—82 622 |
где:
Л — листовая для рулонной букву не ставят
1 — тип бумаги. Варианты:
1 — для шлифования материалов низкой твёрдости
2 — для шлифования металлов Э — абразив нанесён электростатическим способом 620×50 — размер, ширина, х длина, мм. Варианты:
размер, ширина, мм х длина, мм для листов
размер, ширина, мм х длина, м для рулонов П2 — основание — бумага 0-200. Варианты:
Л1, Л2, М — влагопрочная бумага
П1,… П11 — невлагопрочная бумага С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа П — ткань полудвунитка 15А — марка нормального электрокорунда. Варианты:
15А — нормальный электрокорунд
24А, 25А — белый электрокорунд 43А, 45А — монокорунд 53С, 54С, 55С — карбид кремния чёрный 62С, 63С — карбид кремния зелёный 71Ст — стекло 81Кр — кремень 25 — размер основной фракции абразива, мкм. Вариант:
М63 … М3 — микрошлифпорошки, размер в мкм
Н — содержание основной фракции абразива. Варианты: П — ≥ 55 % Н — ≥ 45 % Д — ≥ 41 % М — абразив приклеен мездровым клеем. Варианты: С — синтетический клей К — комбинированная связка (М С) СФК — фенолформальдегидная смола ЯН-15 — янтарный лак А — показатель износостойкости по классу (наличие дефектов). Варианты: Б — ≤ 2 % В — ≤ 3 % ГОСТ 6456—82 — стандарт. Варианты:
ГОСТ 13344—79 — водостойкая тканевая
ГОСТ 6456—82 — неводостойкая 622 — заводской номер партии (иногда отсутствует)
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной
Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего. Преимущества бумажной основы:
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.










Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы
(ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа
— специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путём обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной шкурки по типу нанесения абразива (насыпке)
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая насыпка подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Разновидности шлифовальной бумаги
На разных стадиях ремонта автомастерам требуются определенные типы наждачной бумаги. Правильно подобрать образец для конкретного этапа работ помогает знание классификации наждачной бумаги по зернистости, материалу подложки, типу абразива и характеру его насыпки. Маркировка наждачной бумаги производится с обратной стороны, но используемые буквенно-цифровые обозначения могут отличатся, так как иногда принадлежат системам стандартов разных стран.
По форме выпускаемая абразивная продукция может быть листовой (буквенное обозначение Л) или рулонной (без букв).
Цифра «1» в маркировке обозначает, что шкурка пригодна материалов – дерева, пластика, а «2» предполагает возможность использования бумаги для обработки твердых веществ – стекла, металлов.
Зернистость шлифовальной бумаги в современном российском ГОСТе обозначается числовыми значениями с буквой «Р»: чем крупнее размер частиц, тем меньше их помещается на единице площади, соответственно меньше номер шлифматериала. В зависимости от размера абразивных частиц различают следующие виды зернистости наждачной бумаги:
- крупнозернистая (macrogrid): номера Р22–Р220;
- мелкозернистая (microgrid): Р240–Р2500.
Шкурка на тканевой основе в сочетании с бумагой или картоном
Материалы с более мелким абразивом (до 4000) используются не для шлифовки, а для полировки лакокрасочного покрытия. На практике удобнее делить шлифовальный материал на три вида: крупно- , средне- и мелкозернистый. Крупнозернистая наждачная бумага (Р22 – Р80) применяется для грубой зачистки на начальных этапах работ, оставляет после себя грубые риски, которые нужно затирать более мелким абразивом. Среднезернистая (Р90–Р220) используется для промежуточной обработки, она также оставляет после себя риски. Мелкозернистая (Р240–Р2500) зачищает поверхность до состояния матовости без рисок, используется для финишной обработки и полировки.
Не менее важный параметр для выбора абразива в автоделе – материал подложки. Технология шлифовки поверхности автомобиля предусматривает два вида обработки деталей – «по мокрому» и «по сухому». Если основа шлифовальной ленты сделана из непрочного материала, то она просто не выдержит испытания водой. Разновидности наждачной бумаги по материалу подложки для зерна выглядят следующим образом:
- наждачка на бумажной основе;
- наждачная бумага на тканевой основе;
- двухслойная шлифовальная шкурка (ткань плюс бумага).
Разноцветная наждачная бумага в листах
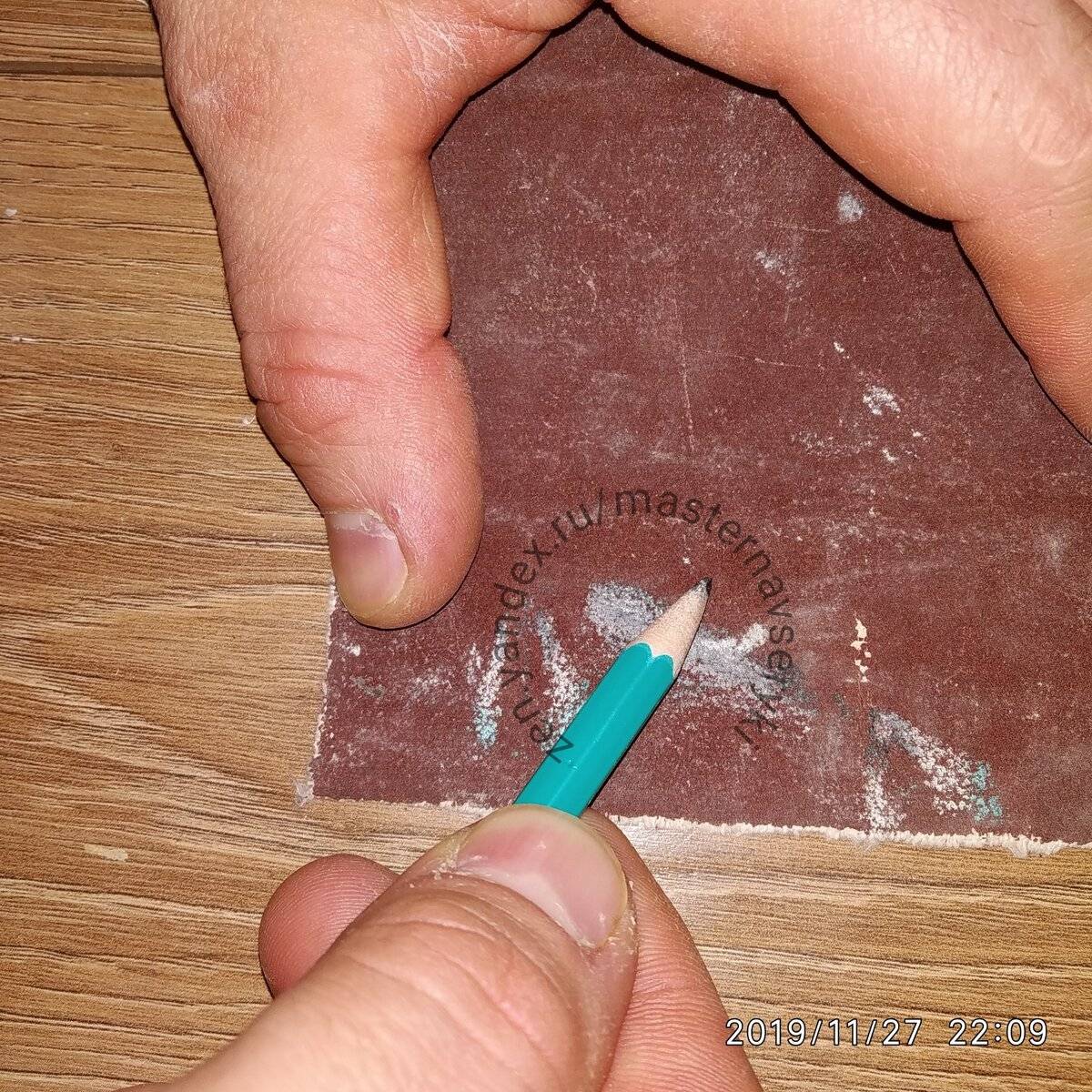
Наждачка на бумажной основе – самый дешевый и доступный вариант. Для работы по сухой поверхности она вполне пригодна, причем если для производства использовался качественный картон, то продукт обладает механической прочностью. Если согнуть наждачку пополам, она не должна разрываться на сгибе – этот простейший тест помогает определить качество продукта при покупке. Иногда бумажная основа может пропитываться водостойкими составами.
Влагостойкая наждачная бумага выпускается на тканевой (полиэстер или хлопок) основе. Она пропитана водоотталкивающими смолами, ее можно смачивать водой, подложка эластична, прочна и износостойка.
Комбинированная основа представляет собой наклеенную на ткань бумагу или картон. Возможность плотного нанесения мелких частиц на картон сочетается с высокой прочностью и эластичностью тканевого основания. Это самый дорогой вид абразива, так как плотность шлифовальной шкурки высокая.
Как определить необходимую зернистость наждачной бумаги, если вы решили шкурить вручную?
В процессе шлифования вы снимаете часть материала с поверхности изделия, удаляя при этом неровности или придавая необходимые очертания. Поэтому начать необходимо с крупнозернистой бумаги, которая сможет легко справиться с грубыми дефектами. Если зерно будет слишком крупным, то на последующих этапах, при работе с более мелким зерном, вам придётся потратить больше времени, убирая царапины от крупнозернистой бумаги. С другой стороны, если зерно будет слишком мелким, то на шлифовку грубых дефектов уйдёт целая вечность. В большинстве случаев лучше начинать с наждачной бумаги зернистостью 80 для работы с плоскими и фигурными поверхностями. Если изделие, с которым вы работаете, уже обладает относительно гладкой поверхностью без глубоких царапин и других грубых дефектов, можете начинать с бумаги зернистостью 100.
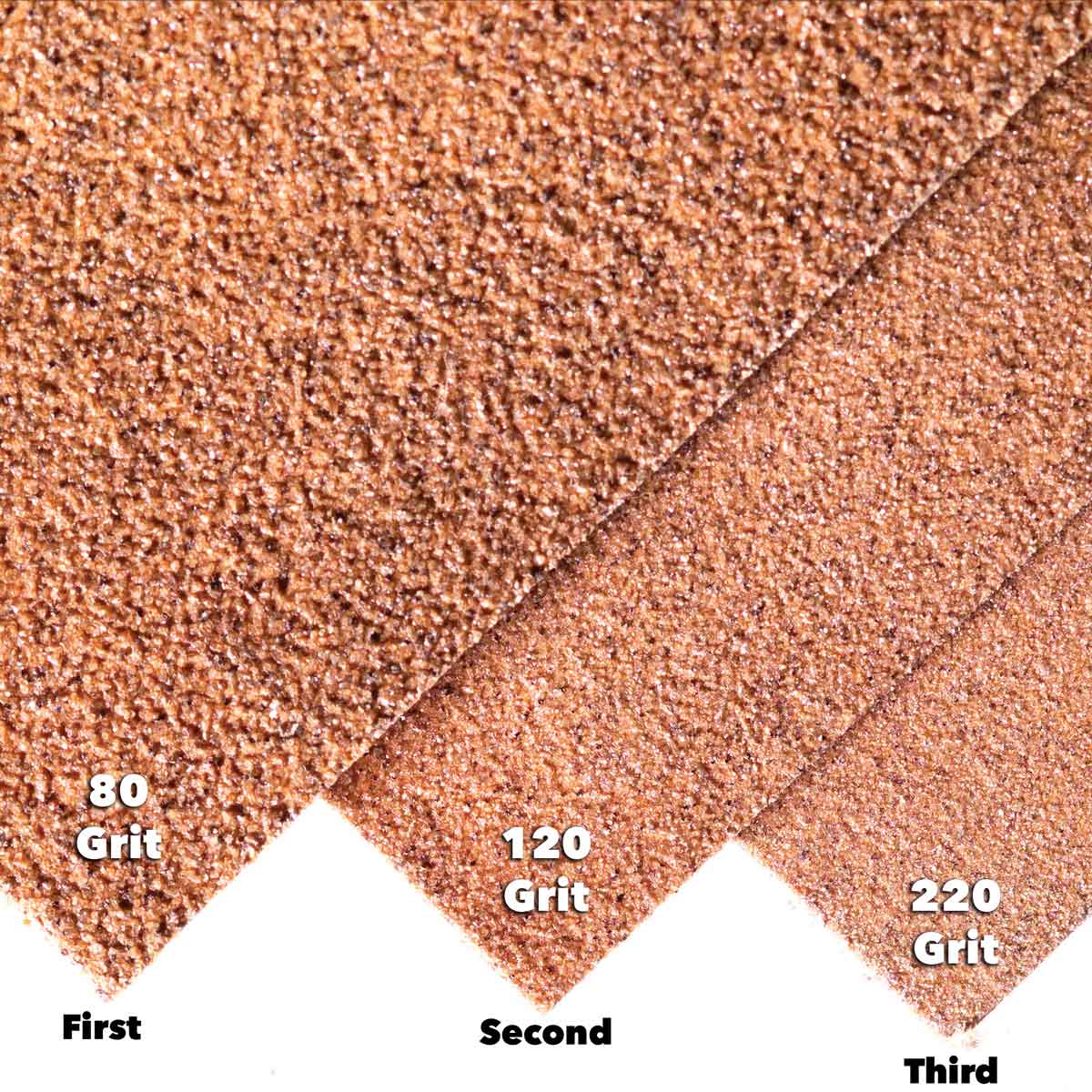
Как зернистость 80, так и зернистость 100 оставляют после себя тонкие неглубокие царапины. Поэтому далее необходимо перейти на более мелкое зерно. Тогда царапины становятся еще более мелкими и менее видимыми. Если на первом этапе вы работали с зернистостью 80, то переходите на 120. Если вы начинали со 100, то переходите на 150. Наконец, отшлифуйте поверхность наждачной бумагой зернистостью 220. Для большинства пород древесины этот этап будет завершающим. Для древесины с более плотным волокном, такой, как эбен, может потребоваться дополнительный этап. Здесь понадобится бумага зернистостью 320 или 400, чтобы окончательно устранить все видимые царапины. Итак, вот две основные комбинации, которые мы предлагаем при шлифовке: 80/120/220 и 100/150/220.
Предварительная разметка
Вместо данного инструмента сделать ровные углы на планках можно, предварительно примерив ее на месте. Для этого потребуется: небольшой кусок галтели, маркер, рулетка или линейка, строительный нож, пила или ножовка.
Перед обрезкой планки ее прислоняют к углу и проводят линию по наружному краю на горизонтальной поверхности, куда эта планка будет устанавливаться. После этого ее прикладывают к противоположной стене и аналогично проводят линию.
Далее вам потребуется взять линейку и соединить оба края планки с нанесенной ранее разметкой. Затем, изделие кладут на горизонтальную поверхность и режут строго по линии.
Удаление «клякс» на глянце
С гладкой глянцевой бумаги свести чернила очень просто, особенно если лист белый.
Спиртосодержащая жидкость
Особенности. Для удаления чернил сгодится как медицинский спирт, так и любая спиртосодержащая жидкость без красителей.
Как действовать
- Увлажнить ватный диск спиртом.
- Аккуратно стереть сделанную ручкой надпись с глянцевой бумаги.
- Протереть сухим ватным диском или салфеткой.
Еще проще при удалении пятен воспользоваться спиртовой салфеткой, которую медики применяют для дезинфекции.
Ластик
Особенности. Для удаления чернил с глянцевой бумаги подойдет и ластик для авторучек, и обычная «стирашка» для карандашей.
Как действовать
- Аккуратно стереть ластиком чернила.
- Сухой салфеткой смахнуть «катышки».
Глицерин
Особенности. Удалить пятно от ручки с цветной бумаги сложнее. Добавляется еще одна задача — избежать появления осветленного участка на окрашенном листе.
Как действовать
- Смешать в одинаковых объемах этиловый спирт и глицерин.
- Нанести состав только на чернила, которые требуется удалить.
- После исчезновения пятна промокнуть очищенный участок влажным ватным диском.
- Высушить лист, при необходимости прогладить.
Несколько слов о том, как эффективно шкурить вручную
Вы наверняка скажете: «Терпеть не могу шкурить!». Однако на деле вы убедитесь, что с качественной наждачной бумагой и несколькими специальными инструментами, о которых речь пойдёт ниже, шкурить вручную может вам даже понравиться. Разумеется, шкурить вручную медленнее, чем с помощью электроинструмента. Зато этот процесс не производит так много шума и пыли. Кроме того, некоторые участки вы просто не сможете обработать электроинструментом. Мы расскажем, как правильно выбрать наждачную бумагу, и какими хитростями можно воспользоваться, чтобы добиться наилучших результатов.
Способы использования «шкурки», о которых мы не знали
Наждачная бумага, она же в обиходе шлифовальная шкурка, наждачка. Материал, знакомый всему мужскому населению с детства, один из самых доступных типов абразивов, который, словно бинт или лейкопластырь в аптечке, обязательно найдется в ящике с инструментами дома или в автомобиле.
На самом деле вещь крайне универсальная и подходящая благодаря своим свойствам не только по прямому назначению — шлифовке или удалению ржавчины, но и в качестве палочки-выручалочки под разные домашние нужды.
Редакция 1GAI.ru предлагает 12 умных способов использования наждачной бумаги, которые расширят горизонты применения этого абразива и упростят жизнь дома.








Столярные лайфхаки при полировке: необычное применение почтовой бумаги
Можно хорошо отполировать поверхность с помощью наждачной бумаги и полировальной пасты, но это требует времени. К тому же к поверхности всегда прилипает некоторое количество пыли прежде, чем высохнет покрытие, даже если использовать быстросохнущие составы. Что уж говорить про те покрытия, которые сохнут достаточно долго!

В таком случае вам отлично подойдёт почтовая или крафт-бумага, сложенная в несколько раз. Она, конечно, не даст идеально гладкой поверхности. Однако она обладает достаточными абразивными свойствами, чтобы сровнять пыль, прилипшую к покрытию, и при этом недостаточно грубая, чтобы повредить его (при условии, что оно высохло). Если пыли не слишком много и частички не слишком крупные, этот лайфхак с крафтовой бумагой поможет сделать поверхность вашего изделия гладкой. Результат вас непременно впечатлит!
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
По старому стандарту
Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Для работы это может быть важно





