

Нюансы, на которые следует обращать внимание при сварке труб
Основным оборудованием для пайки труб выступает электрический паяльник с возможностью регулировки «подошвы», на которую установлены насадки для труб. Так вот, умные мастера всегда регулируют температуру паяльника в зависимости от температуры окружающей среды. Выставлять на максимум температуру не следует, поскольку, таким образом, пластик будет слишком быстро плавиться.
Итак, рекомендуемая температура пайки полипропиленовых труб, это температура 270-300 градусов. Данная температура на паяльнике выставляется в том случае, если в помещении нет минусовой температуры. В таком случае можно будет воспользоваться приведённой таблицей ниже, в которой указано точное время сварки труб.
Сам же процесс пайки выглядит следующим образом:
- Паяльник подготавливается к работе и на него устанавливаются насадки соответствующего диаметра. После включения паяльника в сеть, обязательно нужно дождаться пока он пару раз не выключится. Таким образом, подошва с насадками хорошо нагреется и будет готова для спаивания пластиковых труб.
- Далее берётся труба и фитинг, после чего они одновременно заводятся в насадки. Сильно давить на них не нужно, поскольку так можно заплавить отверстие пластиком. Также нужно учитывать время и глубину пайки труб. Найти соответствующую информацию, как уже говорилось можно в таблице выше.
- После нагревания фитинг и труба соединяются друг с другом. Лучше не проворачивать в этот момент соединение, так как оно в результате может потечь. Кроме того, нужно обязательно дать соединению некоторые время на то, чтобы пластик остыл и достаточно схватился.
Ничего сложного в пайке полипропиленовых труб нет. Ну а ниже, как и указывалось в названии статьи, речь пойдет о хитростях.
Инструменты для пайки
Чтобы соединить между собой отдельные части водопровода, необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб позволяет обеспечить диффузию молекул пластмассы, как результат получается прочное и герметичное соединение.

Фото — аппарат для пайки пластиковых коммуникаций
Эти работы проводятся при помощи специальных устройств – сварочного инвертора для пластиковых труб или пистолета:
- Сварочник считается более профессиональным аппаратом и в основном используется опытными сантехниками. Его цена на порядок выше стандартного бытового пистолета;
- Пистолет представляет собой своеобразный паяльник, который может точечно воздействовать на отдельные части пластиковых или металлопластиковых коммуникаций.
Аппараты для сварки можно классифицировать по мощности. Сейчас наибольшей популярностью пользуются универсальные модели на 1500–1600 Вт. Они удобны для бытового использования, кроме того в комплекте идет также комплект насадок для работы с различными типами трубопроводов.
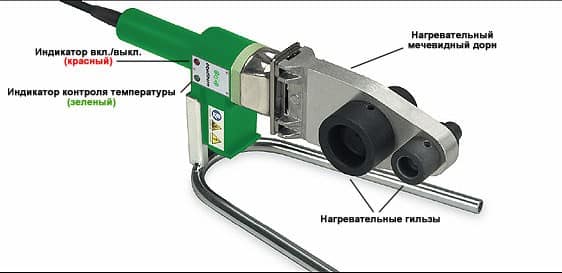
Фото — конструкция паяльника
Нужно отметить, что помимо специальных устройств также понадобятся дополнительные инструменты. В частности, это ножницы для резки водопроводных деталей. А также роликовый труборез, который позволяет обеспечить максимально ровный и гладкий срез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами понадобится инструмент для зачистки – шлифовщик. Он выровняет кромку среза, на которой часто после обрезки нужного участка остаются небольшие неровности. Если проигнорировать этот процесс, то соединение может получиться недостаточно прочным и герметичным, что повлияет на работу всей канализационной системы.
Если требуется пайка труб из пластика большого диаметра – от 110 мм, то применяется электрическая муфта. Она насаживается на соединение и нагревает место стыка. В процессе главную роль играет центрирование отдельных участков коммуникаций, т. к. проконтролировать процесс во время сварки практически невозможно. Для работы с таким устройством применяется специальным центрирующий станок, который позволяет выровнять поверхность среза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и пистолетов для пайки, в большинстве случаев требуется немного большие показатели – свыше 1500 Ватт.
Также часто в домашних условиях используется холодная пайка. Технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Главным достоинством способа является простота. Такая сварка легко производится даже без опыта, кроме того не требуется закупка дополнительных аппаратов. Но вместе с этим такая спайка считается недолговечной, т. е. это скорее, срочные меры, нежели вариант постоянного соединения труб.
Фото — пример холодной пайки пластиковых коммуникаций
Купить инструмент для пайки пластиковых труб можно практически в любом сантехническом магазине, в среднем он стоит от 800 рублей до нескольких десятков тысяч. К примеру, в Севастополе стоимость WESTER DWM 1000B варьируется в пределах от 1800 рублей до 2000.Цена зависит от заявленной мощности аппарата, марки и его назначения.
Видео: как правильно паять пластиковые трубы
Пайка полипропиленовых труб своими руками на примере
Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник – 2 шт.
- Муфта соединительная – 1 шт.
- Труба для холодной воды – 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней – 3/8”.
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.
Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
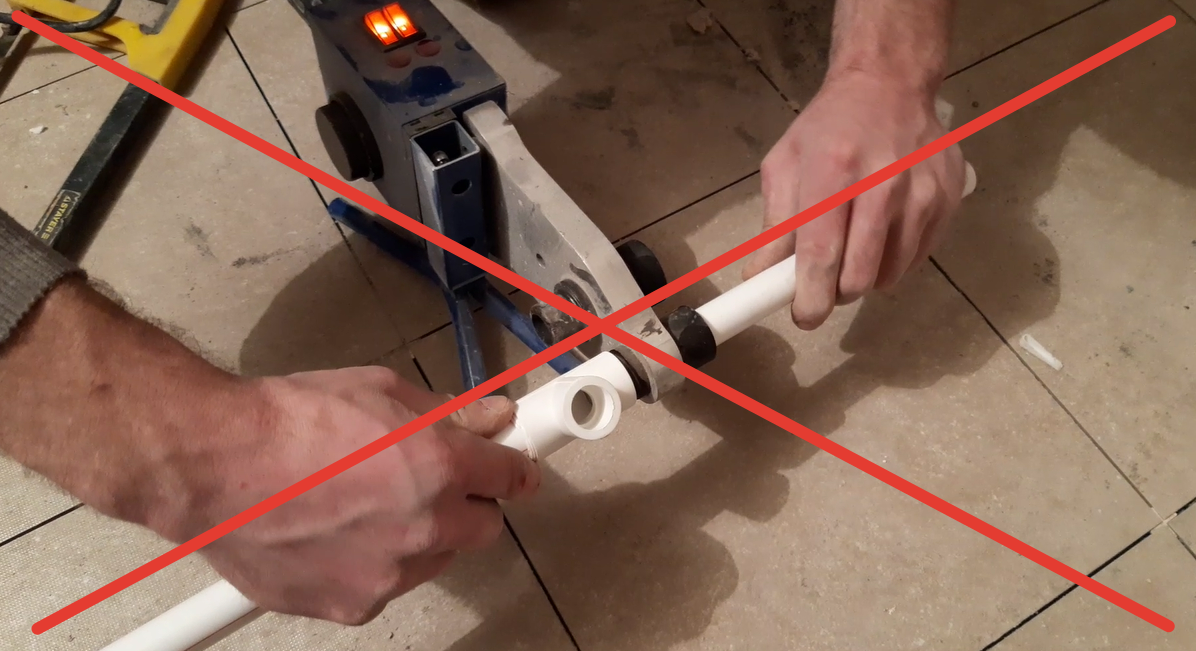
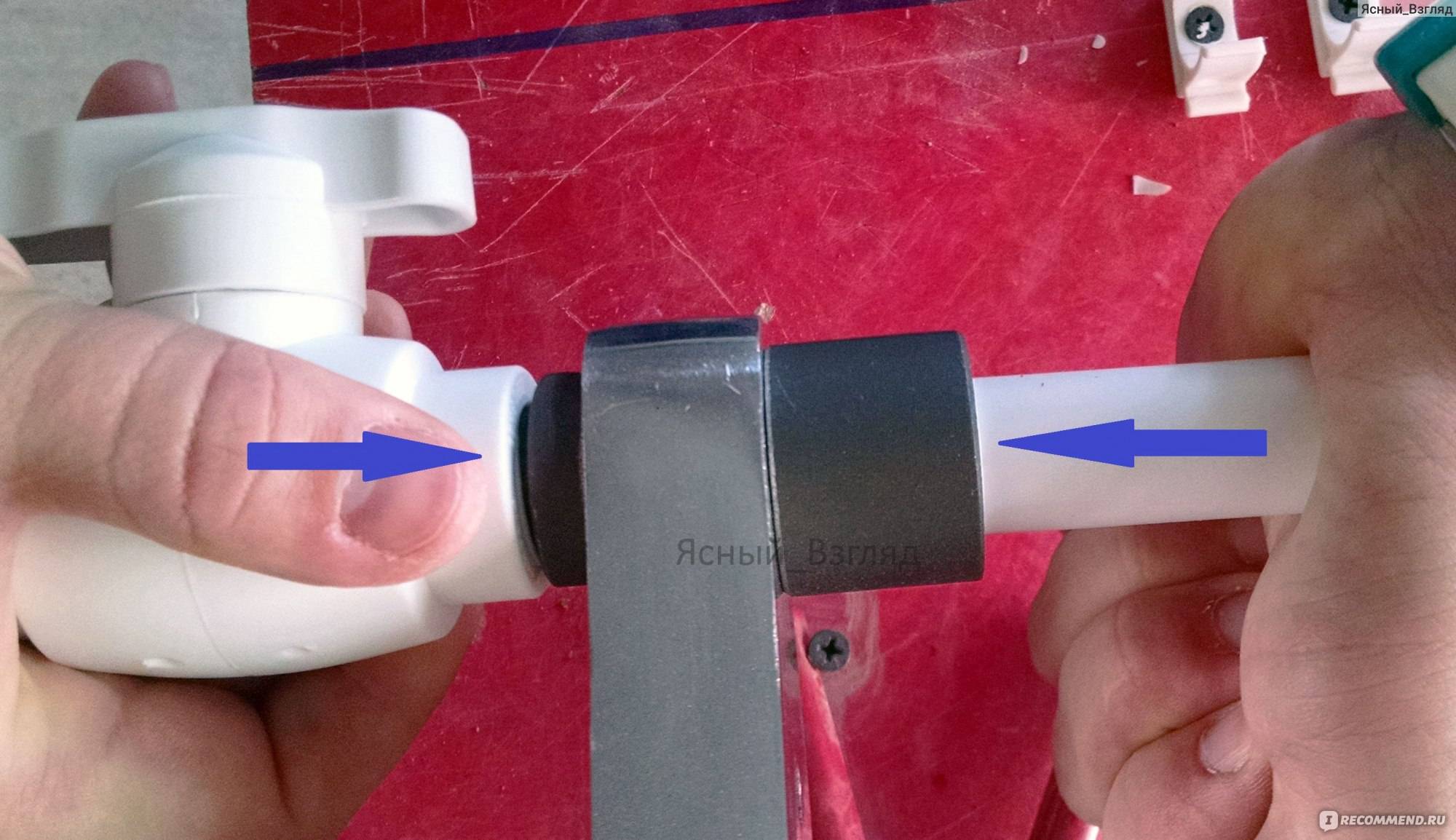
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.
Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.
Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.
Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
Другой конец проходного крана соедините с тройником, как показано на фото 9.
К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.
На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.
Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.
На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.




![[инструкция] пайка полипропиленовых труб | видео](https://world-wells.ru/wp-content/uploads/6/6/2/6624ae1d2d4fed1146f72536a3415260.jpeg)



Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.
Затем с расходомером.
В последнюю очередь с трубопроводом смесителя и подающей линией бака.
Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.
Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
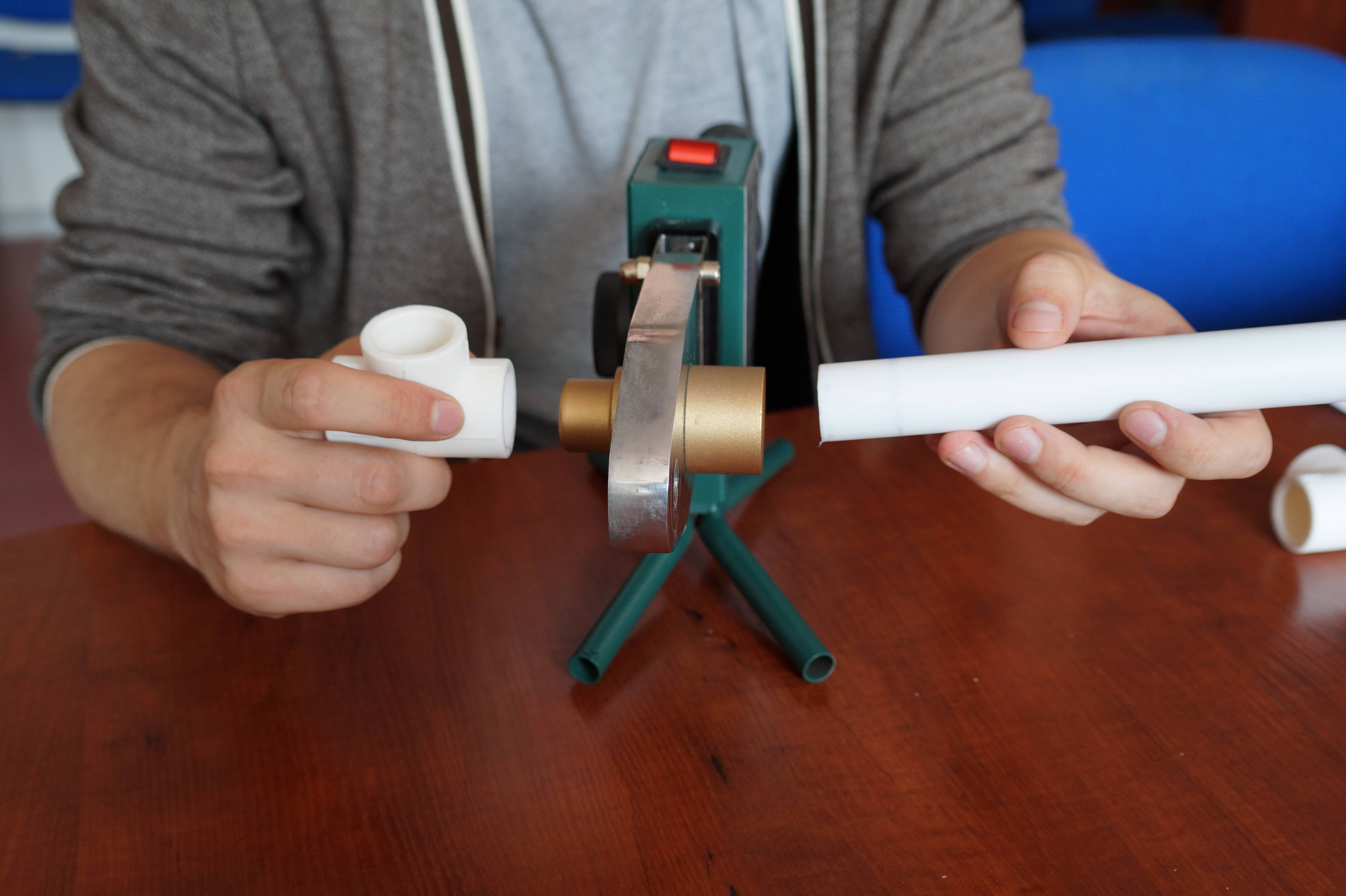
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине
Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру
Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки. Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:. Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной фаскосниматель (принципы работы с ним показаны в видео);
- для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
Как выполняется сварка и подготовка полипропиленовых труб:
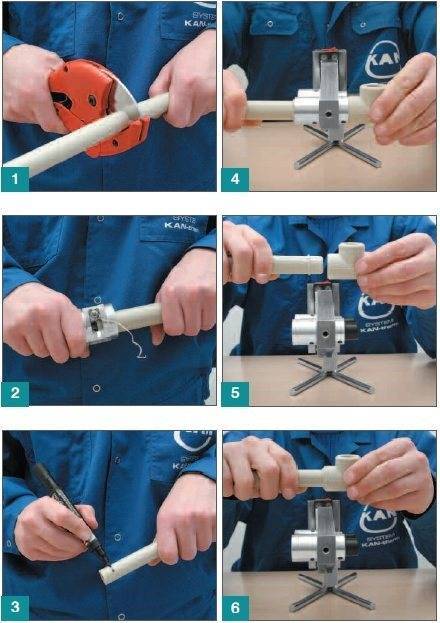
устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций; размечаются участки трубопровода для пайки, обрезаются до нужной длины; снимают фаску с трубы; обозначают ширину сварочного пояса – участка, который будет входить в фитинг
Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода. Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
для армированных труб удаляют верхний слой ровно на ширину сварочного пояса; включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут; устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки; нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков; выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).








Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно. На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют. На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.

https://youtube.com/watch?v=HQGRx3CWioY
Процесс пайки ППР элементов при помощи электромуфты
Электромуфта на сегодняшний день является самым распространенным прибором для пайки труб. «Утюг» достаточно прост в применении, если знать его особую технологию. Перед подключением аппарата к сети следует убедиться, что для маневрирования хватит свободного места: мастеру и его движениям ничего не должно мешать. Температура в помещении, где будут проводиться работы, не может быть меньше +10 градусов, поскольку в таком случае невозможно успеть надежно зафиксировать участки.
Паяльник располагается вдали от воспламеняющихся предметов на твердой и ровной поверхности. Сначала спаивают большие узлы или цепи элементов, которые можно вмонтировать в стенку, а все остальные стыки паяют на весу. Чтобы точнее представить себе план действий, рекомендуется предварительно составить чертеж.
Процесс пайки полипропиленовых труб
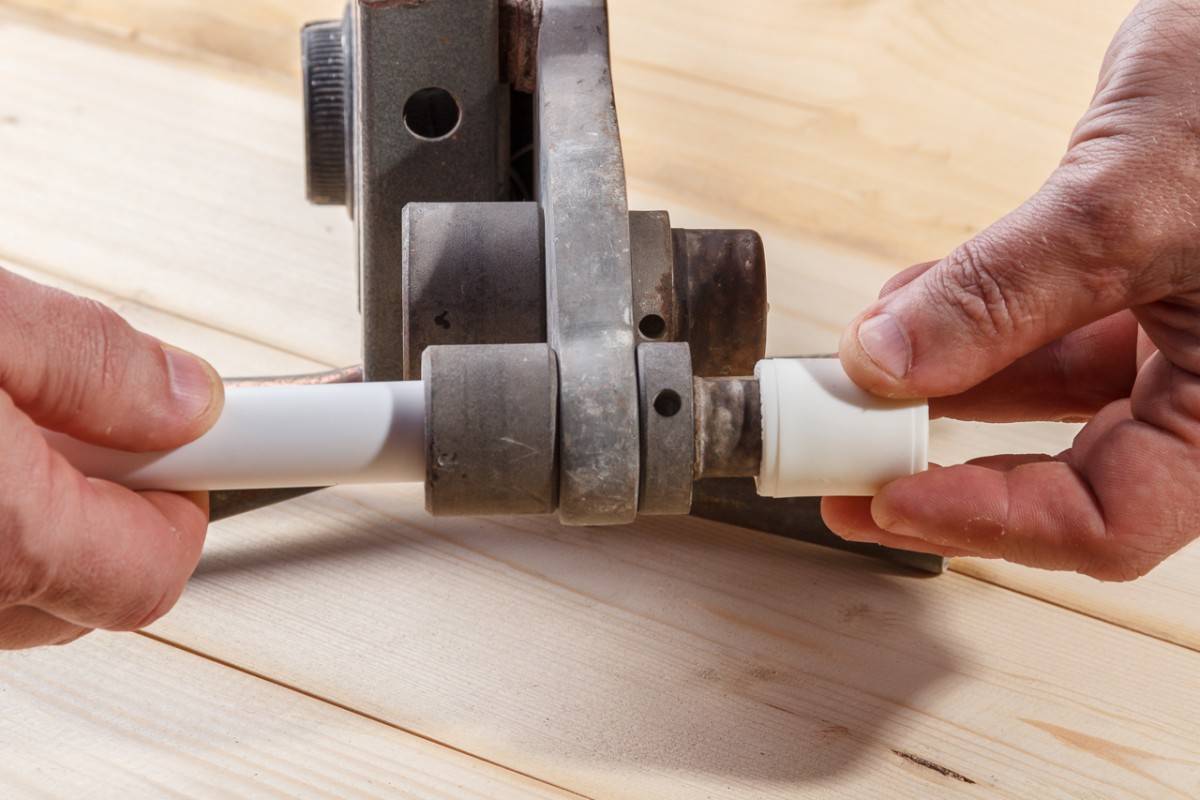
Перед нагревом следует проверить, стыкуется ли муфта с ППР элементом. В случае положительного результата, следует заменить выбранные элементы, поскольку достигнуть качественного соединения в таком случае не удастся: оно все равно начнет протекать. Для получения лучшего результата опытные мастера рекомендуют приобретать детали, выпущенные одним и тем же производителем.
Разрезать полипропиленовые трубы на участки нужной длины лучше всего труборезами, а армированные элементы лучше режутся болгаркой
Важно добиваться разреза точно под прямым углом. После этого поверхность элемента зачищают от неровностей и одевают на прибор насадку нужного размера
Регулятор температуры паяльника устанавливают на 260 градусов (на дорогих, профессиональных аппаратах температура устанавливается сама, но только после того, как указан диаметр полипропиленового элемента). Когда прибор разогреется до нужной температуры, загорится зеленая лампочка. Дешевые паяльники нагреваются около 15 минут, а дорогие — несколько быстрее.
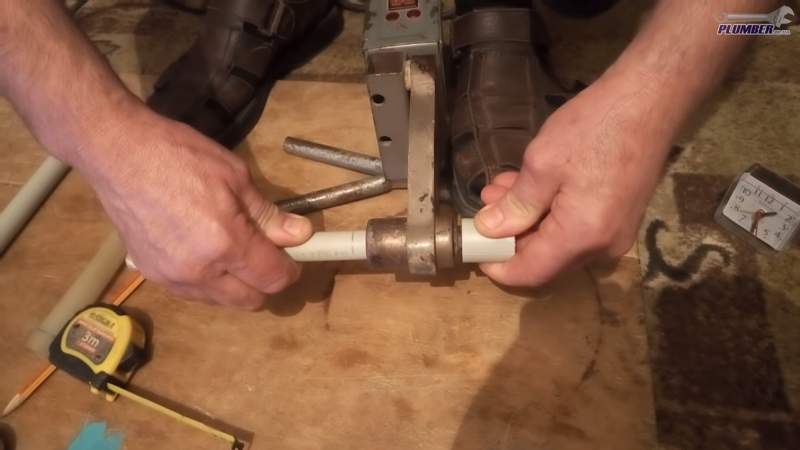
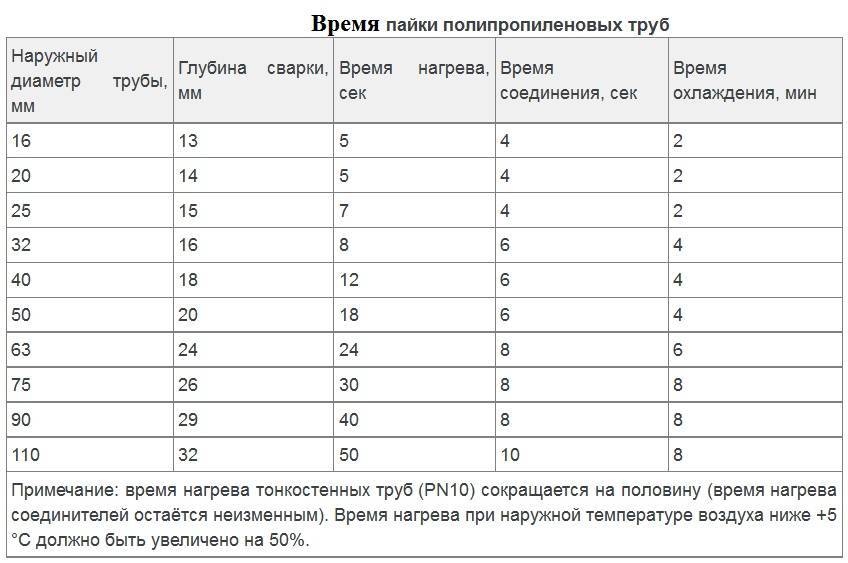
После этого на насадку надевают элемент и нужный фитинг. Теория гласит, что делать это следует поочередно, но это мало у кого выходит, поэтому лучше надевать сразу обе детали, встав для удобства на колени и зажав паяльник между ногами.
В зависимости от размера исходных деталей, прогревание фитинга и других элементов требует определенного количества времени:
- 16-20 — в течение 5 секунд;
- 25-34 — 8 секунд;
- 40 — 12 секунд.
Вставляют полипропиленовый элемент в насадку до самого конца. Чтобы быть уверенным, можно отметить нужное место карандашом. При разогреве допустимы только очень незначительные повороты элементов, иначе стык получится некачественным. После нагрева сначала снимают сам элемент, а затем фитинг, соединяют их и неподвижно фиксируют на 20 секунд
Важно, чтобы время от снятия элементов с прибора до их соединения не превышало 5 секунд, в противном случае стык быстро начнет протекать
Правильная пайка полипропиленовых труб
В случае, если необходимо спаять три или более элемента, которые закреплены в трубопроводе (например, вставить в уже вмонтированную трубу фитинг, предварительно разрезав ее), следует действовать по следующему алгоритму:
- разметить трубу и разрезать ее по разметке;
- позаботиться, чтобы кран фитинга хорошо открывался и закрывался;
- спаять с одной стороны фитинг с ППР элементом;
- перед началом спайки с другой стороны, разогреть кран, а затем основной элемент;
- состыковать участки.
Изначально полипропиленовые элементы горизонтально фиксируют клипсами, а вертикально — трубными хомутами.
По окончании сварки поверхности всех насадок следует протереть спиртом или другим обезжиривателем, чтобы удалить с них остатки материала.
Почему полипропиленовые трубы?
Такой материал, как полипропилен является синтетическим и имеет широкое применение, в том числе его используют для изготовления труб чаще, чем металлы. Тем более что полипропиленовые трубы имеют ряд преимуществ перед металлическими:
- они легкие и прочные;
- их можно применять достаточно длительное время;
- они устойчивы к температурным колебаниям;
- не подвержены коррозии;
- внутри полипропиленовых труб не скапливается известь;
- по коэффициенту расширения тепла они не отличаются от металлических труб;
- безопасность и экологичность;
- простота работы с данным материалом;
- прочное соединение;
- при пайке полипропиленовых труб своими руками не нужно применять дорогостоящее оборудование, как для металла;
- низкие затраты на перевозку и монтаж конструкций.
Кроме того, стоит отметить, что пайка полипропиленовых труб своими руками может пригодиться не только у себя дома, вы сможете предлагать эту услугу другим, тем более, что при низких затратах на оборудование для пайки вы окупите его стоимость очень быстро и сможете регулярно получать стабильно высокий доход от заказов по пайке. Пересмотрите обучающее видео, чтобы понять, что ничего сложного нет в этом процессе.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.








Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы





