

Процесс врезки
В зависимости от варианта изготовления седелки и дополнительных элементов могут быть различные способы врезки.
Простой метод
Как врезаться в водопроводную пластиковую трубу? Сейчас будет описана технология, которая используется как для пластика, так и для металла или других материалов трубопровода. Ей может воспользоваться каждый собственник частного дома. Она не требует покупки дорогих изделий.
К патрубку хомута крепится шаровой запорный кран, через который вводится сверло, закрепленное в дрели. Кран должен быть открыт. Иначе он ему грозит повреждение.
Выполняется отверстие в трубе. Предварительно в месте сверления производят кернение.
Внимательно работают при врезке в чугунную трубу водопровода. Она хрупкая. Поэтому сверлят ее на малых оборотах, не сильно надавливая на дрель.
Для защиты от напора воды применяют обрезанную пластиковую бутылку вместе с пробкой, куда вкручивается сверло.
Работа выполняется вдвоем. Помощник стоит около электрической розетки. Когда хлынет вода, он отсоединяет штепсельную вилку дрели от электричества. Сверлильщик в этот момент вытаскивает сверло из седелки и закрывает кран.
Схема седельного хомута для врезки водопровода под давлением.
Затем производят монтаж домашней водопроводной линии (автономная система водоснабжения частного дома ). Она может стыковаться с краном по-разному.
Основные способы соединения:
- Резьбовое.
- С использованием компрессионных фитингов.
- Клеевое.
- При помощи пайки.
Это зависит от материала трубы.
Применение встроенной фрезы и защитного клапана
Для врезки в водопровод под давлением продаются седелки, в патрубке которых находится встроенная фреза с шестигранным пазом под ключ. Для вращения фрезы в паз вставляется насадка, закрепленная в вороток или дрель.
На торце патрубка выполнено уплотнительное приспособление, через которое и заводится насадка.
Хитрость заключается в том, что патрубок закрыт подпружиненным клапаном. Но стоит на него надавить насадкой, как тот открывается, давая проход к фрезе.
Кроме того, по окружности патрубка располагается резиновое кольцо, охватывающее насадку. Часто такая конструкция применяется при врезке в полиэтиленовую трубу водопровода.
Когда сверление закончится (появится незначительное выбивание воды из-под насадки), фреза выкручивается до касания с клапаном. Сверху ставится заглушка. Она скорее антивандальная, чем уплотняющая.
Сбоку патрубка имеется отвод с запорным шаровым краном. К нему открывается доступ воды после выкручивания фрезы. Но он должен быть закрыт и открывается лишь после монтажа домашнего трубопровода.
Еще способы
Работники водоканала используют для врезки в металлическую трубу без сварки массивное уплотнительное устройство. Оно выглядит в виде трубы с прокладками, которая насаживается на патрубок седелки.
На хомуте или на трубе магистрали монтируется узел крепления и к нему притягивается устройство тремя–четырьмя длинными болтами.
Такая конструкция полностью герметична и не пропускает ни капли воды. Поэтому тут предусмотрен манометр. Когда отверстие будет сделано, то это покажет скачок давления на приборе.
К стальному трубопроводу можно подключиться также, приварив к нему патрубок. Тогда седелка не потребуется. Но здесь имеет значение врезка трубы в трубу в зависимости от диаметра. Такой способ логично использовать при большом сечении магистрального трубопровода водоснабжения .
После сварки дальнейший монтаж производится аналогично вышеописанным методам. Основные шаги – монтаж шарового крана на патрубок, сверление отверстия, подсоединение домашнего водопровода. При этом нужно подумать о варианте защиты электроинструмента от струи воды.
Возможно вам будет интересна информация изложенная в следующих статьях:
Видео о врезке в водопровод под давлением.
Какими электродами варить профильную трубу

Сварочные электроды ОЗС-6
Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
Электродуговая бывает трех видов:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.









При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.
Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.
Рутиловые электроды
Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия
Стыковка труб
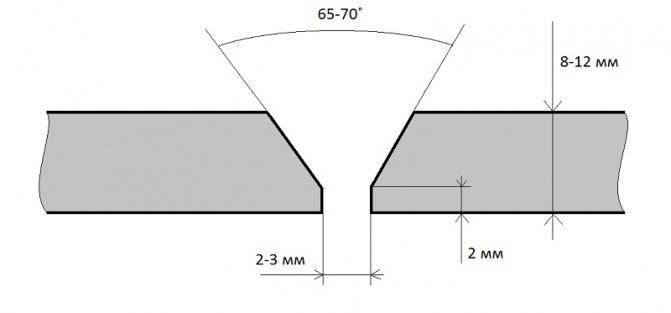
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Что необходимо для проведения электросварки?
Чтобы сварить трубы при помощи электросварки потребуется сварочный аппарат. Сегодня существует два вида таких приборов: устройства, изготовленные на базе понижающего трансформатора, и инверторы, которые работают на высоких частотах. Первый вид используется крайне редко, поскольку считается морально устаревшим. Инвертор – это более современный аппарат, который отличается простотой и транспортабельностью. Есть возможность регулировать режим сварки с высокой точностью. Правда, в использовании инверторы считаются менее надежными. Поэтому для работы с таким оборудованием необходимо иметь определенную квалификацию.
Кроме этого сварка отопления предполагает наличие и другого вспомогательного инвентаря:
- специальная маска со светофильтром. Она надежно защищает глаза и лицо от попадания искр и частичек расплавленного металла во время сварки;
- спецодежда для защиты тела;
- замшевые перчатки. С их помощью прибор в руке будет надежно держаться;
- электроды;
- щетка по металлу. Необходима для зачистки участка трубы перед сваркой, для удаления окалины;
- специальный молоток, который используется для сбивания окалины.
Способы сваривания
При прокладке стальных трубопроводов используется несколько видов сварки. Можно выделить такие:
- газосварка для соединения трубопроводов внутридомовых магистралей из стальных труб небольшого диаметра;
- (второй по популярности тип сварки стальных трубопроводов и конструкций из них);
- электрическая автоматическая или полуавтоматическая сварка;
- аргоновая сварка неплавящимся электродом для соединения стальных трубопроводов (применяется достаточно редко и только в заводских условиях).
Каждый из способов сварки имеет свои особенности. В некоторых случаях для стальных труб применяют резьбовое соединение. Однако оно менее надежно, особенно если речь идет о технологических магистралях.
Советы и рекомендации
Хорошее качество сварного шва получается не сразу. Только со временем приходит опыт и требуемая сноровка. Чтобы конечный результат был как можно лучше, стоит следовать советам специалистов со стажем:
- При стыковом или тавровом способах соединения деталей желательно использовать электроды толщиной 2-3 мм. Именно они показывают самый лучший результат.
- Силу тока рекомендуется выставлять в диапазоне 80-100 ампер. Если сварка выполняется внахлест, то этот показатель можно увеличить до 120 ампер.
- При заполнении сварочной ванны следует ориентироваться с высотой наплава: он должен выступать над металлической поверхностью на 2-3 мм.
- Если выполняются работы с профильными трубами (сечение не круглое, а квадратное или прямоугольное), то применяется точечный способ соединения.
Несколько слов о точечном методе соединения заготовок. Он еще называется «прихватом» и сводится к тому, что свариваются небольшие участки на диаметрально противоположных сторонах. И только после этого ложится цельный шов. Подход исключает вероятность того, что одну из частей «уведет» под воздействием температуры.
Аргонодуговая сварка
Дуговая сварка с аргоном (TIG) проходит в газовой среде. Её основа — электрод с покрытием из вольфрама и инертный газ. Такие электродные стержни не плавятся и не принимают участия в образовании соединения между элементами.
Они только ускоряют плавление металла заготовок. Расплавленные края соединяются между собой — это и есть шов. Аргон защищает зону сварки от влияния атмосферных газов (например, кислорода) и предотвращает ранее окисление.
TIG-сварка хороша для сваривания труб с тонкими стенками. А, чтобы соединить газовые трубы из стали, используйте постоянный ток. Диаметр стержней, которые вам понадобятся, должен соответствовать сечению свариваемой трубы.
Сгоны для труб — размеры согласно ГОСТ
Сгон представляет собой отрезок трубы с двухсторонней резьбой разной длины, ее средний размер с короткой стороны — 5 ниток, длинная имеет протяженность не менее 20 витков. Металлические или оцинкованные сгоны концом с короткой резьбой подключают к оборудованию (газовые плиты, радиаторы отопления, котлы), а по длинной резьбе перемещается соединительная муфта соответствующей длины и контргайка. При стыковке на другую трубу накручивается длинная муфта с герметизирующим уплотнителем (льняная пакля, сантехническая нить, ФУМ-лента), с другой стороны муфты намотанный уплотнитель прижимают контргайкой.
Параметры сгонов регламентированы ГОСТ 8969-75, где указаны их размер, длина резьбовых участков, диаметр резьбы в дюймах.

Рис. 2 Сгон — внешний вид и материалы изготовления
Как варить профильные трубы
 Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:










- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.

Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
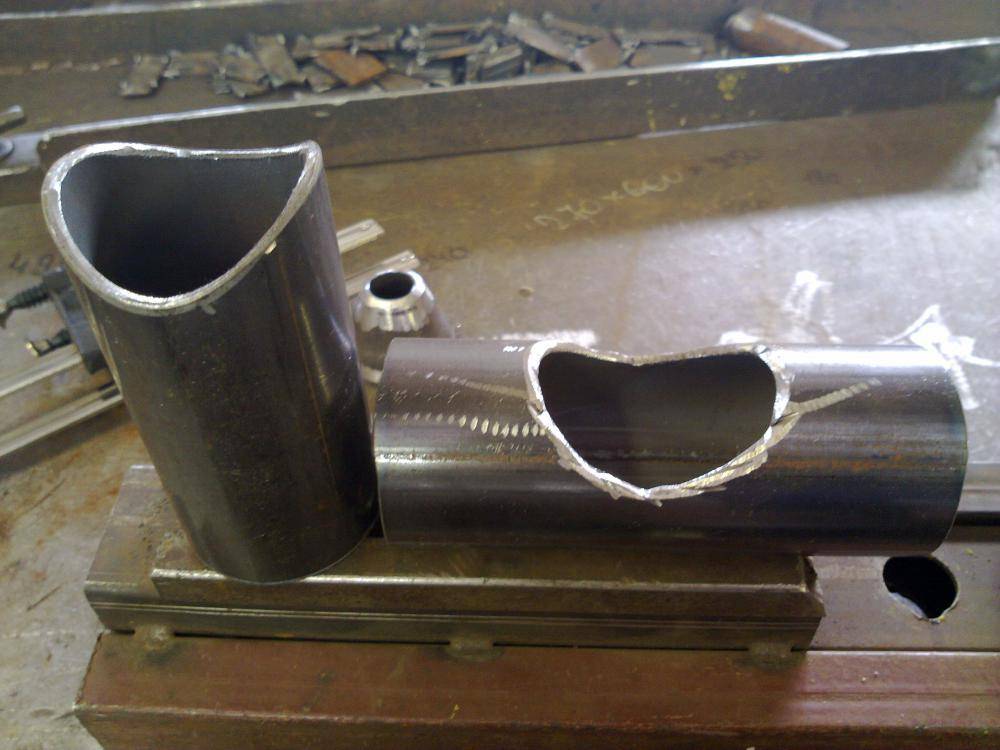
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
На видео о том, как варить водопроводные трубы, рассказано более подробно.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.
Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.
Совет. Можно также “смухлевать” и использовать метод “вкладыша”, который показан в ролике выше, там, где сварка встык.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.

Сварочные электроды – основной расходный элемент при выполнении сваривания.
Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.
Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.

Электроды с расплавляемой серединой.
По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной. Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной. Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.

Электроды с вольфрамовой серединой используются для выполнения специальных сварочных работ.
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.










| Оболочка | Марка | Описание |
| Целлюлозная | С | С их помощью выполняется электросварка труб большого диаметра. В большинстве случаев используются для прокладки магистральных трубо- и газопроводов. |
| Рутилово-кислотная | RA | Хорошо подходят для сварки труб отопления и водоснабжения. Благодаря особой структуре оболочки на сварочном шве образуется лишь небольшой слой шлаков, которые легко удаляются легким постукиванием по детали. |
| Рутиловая | RR | Эти электроды легко поджигаются при работе, образуют хорошо удаляемый шлак и позволяют создавать привлекательно выглядящие, аккуратные швы. Чаще их используют для создания угловых соединений и наваривания второго и третьего слоя. |
| Рутилово-целлюлозная | RC | Подходят для сваривания деталей в любых плоскостях. Они чаще всего используются для образования вертикального шва при сваривании сверху вниз. |
| Основная | B | Универсальные электроды для сваривания труб, позволяющие создавать соединения с отличной вязкостью и минимальной возможностью растрескивания. Ими можно сваривать трубы с толстыми стенками, а также сваривать детали, которые предполагается использовать при отрицательной температуре воздуха. |

Электроды с основным покрытием идеально подходят для ручной сварки водопроводных стальных труб.
Перед тем как варить трубу электросваркой, не поленитесь поспрашивать у знакомых-сварщиков или сантехников, электродами какой марки они предпочитают выполнять сваривание металлических труб. Мне здесь конкретный советь дать трудно, поскольку в каждом городе существуют свои производители электродов для сваривания.
Перед покупкой электродов уточните у специалистов, какую марку и в каком магазине лучше приобретать.
Кроме того, узнайте, где именно они покупают электроды, чтобы избежать подделок и не приобрести некачественную продукцию. Потому что от качества именно этих расходных материалов во многом зависит качество и герметичность будущих швов.
Но сразу хочу предупредить. Мне еще никогда не встречались хорошие и, одновременно, дешевые электроды. Цена на качественны расходники будет достаточно высокой. Но оно того стоит.





