

Виды электродов и как их выбрать для сварки на первых порах?
Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
- ОК-46
- МР-3
- УОНИ 13/55
- ЦЛ-11
Рассмотрим каждый из видов подробно.
ЦЛ-11
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить
Следует обратить внимание, что покрытие у них основное
Рутиловые МР-3 и OK -46
Данные марки электродов – рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями. Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное. Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги. Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.

Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
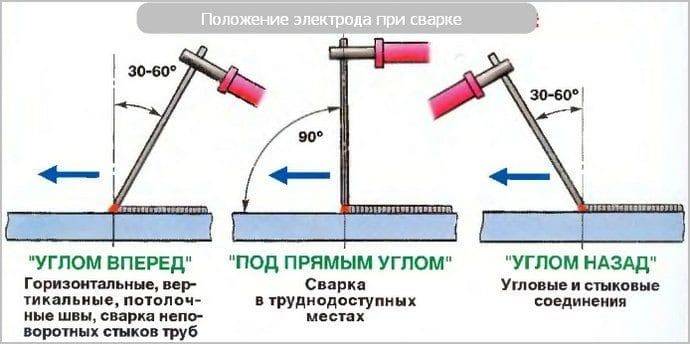
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Маркировка электродных расходников
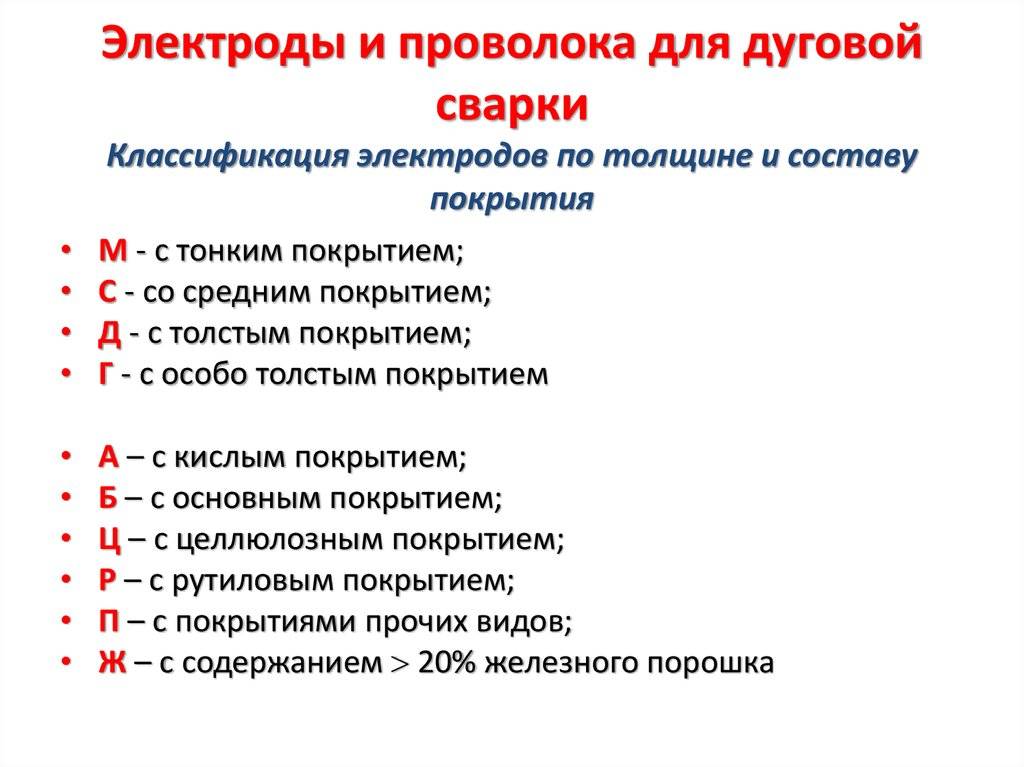
Каждая классификация предусматривает свое обозначение вида электрода. Так, способ направления подачи маркируется цифрами от 1 до 4: соответственно, от универсальных расходников до изделий, применяемых по методу направления «в лодочку». Буквенные обозначения используются для указания толщины сварочной проволоки и вид покрытия. Например, кислотные напыления имеют обозначение А, основные – Б, а рутиловые – Р. Маркировку видов электродов по толщине покрытия можно представить так:
- Тонкий слой – М.
- Средняя толщина – С.
- Толстые покрытия – Д.
- Сверхтолстые модели – Г.
На рынке каждый электрод представлен с полной маркировкой характеристик, а также указанием типоразмера и целевого назначения.
Ключевые характеристики электродов
Электроды, использующиеся для получения надежных сварных швов, производятся в виде стержней, сделанных из калиброванной сварочной проволоки. В данном случае используется холоднотянутая технология, подразумевающая, что в дальнейшем в процессе опрессовки будет наносится специальный защитный слой.

Это покрытие электродов для сварки предназначается для того, чтобы в процессе проведения работ осуществлялась металлургическая обработка сварочной ванны, на нее не оказывалось воздействия со стороны окружающей среды.
Еще данное покрытие позволяет добиться наиболее устойчивого горения дуги, что при дуговой сварке плавящимся электродом тоже очень важно. При неравномерной дуге будет весьма проблематично получить одинаковый шов по всей его протяженности
Защитное покрытие имеет в своем составе следующие вещества:
- Стабилизирующие вещества, благодаря которым горение дуги становится наиболее равномерным. К ним относятся разного рода щелочные и щелочноземельные металлы, характеризующиеся невысоким потенциалом ионизации. К данным элементам принадлежат калий, магний, натрий, кальций и ряд других веществ;
- Соединения, которые в швах формируют шлак, производятся из титановых и марганцевых руд или разного рода минералов. За счет этих веществ в районе сварочной ванны начинает формироваться защитная пленка из шлака, которая не допускает возникновения разного рода окислительных процессов;
- Вещества, позволяющие обеспечить газообразование. К ним относят неорганические соединения типа мрамора, магнезита и других, но могут использоваться и органические вещества – крахмал, древесина, перемолотая в муку и так далее. Главным предназначением данных соединений является выделение в район проведения электрода по металлу определенных газов, которые будут формировать еще одну защитную оболочку;
- Раскислители или легирующие вещества, к которым принадлежат марганец, титан, кремний и некоторые другие элементы. В качестве легирующих элементов могут выступать сплавы указанных веществ с металлом. Благодаря им металл приобретает необходимый состав;
- Специальные связующие компоненты, позволяющие сделать защитное покрытие монолитным;
- Разного рода формовочные добавки способствуют приданию покрытию защитного свойства хороших пластических характеристик.
Марки электродов для ручной дуговой сварки могут формироваться в зависимости от покрытия, его качества и ряда других показателей.
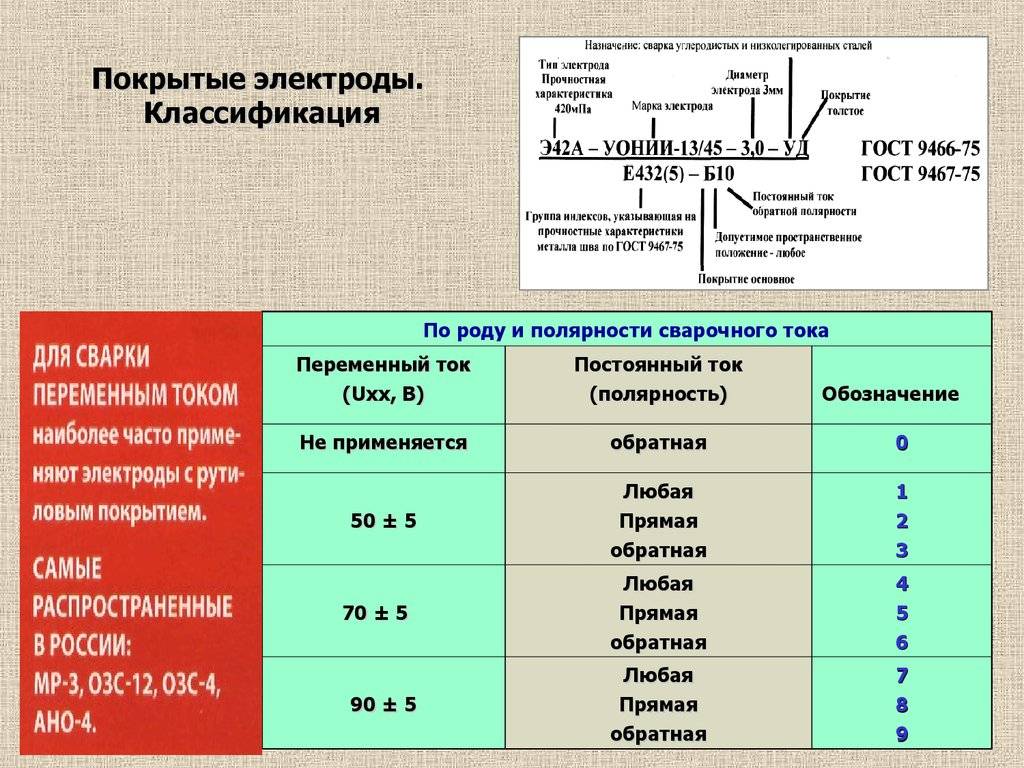
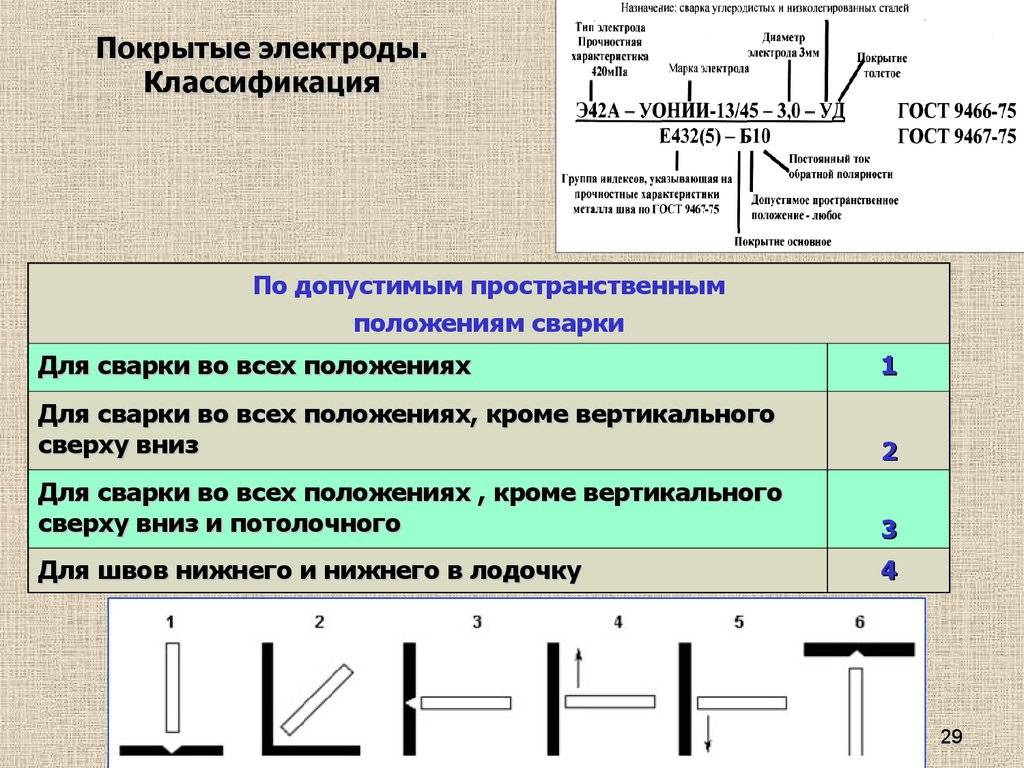
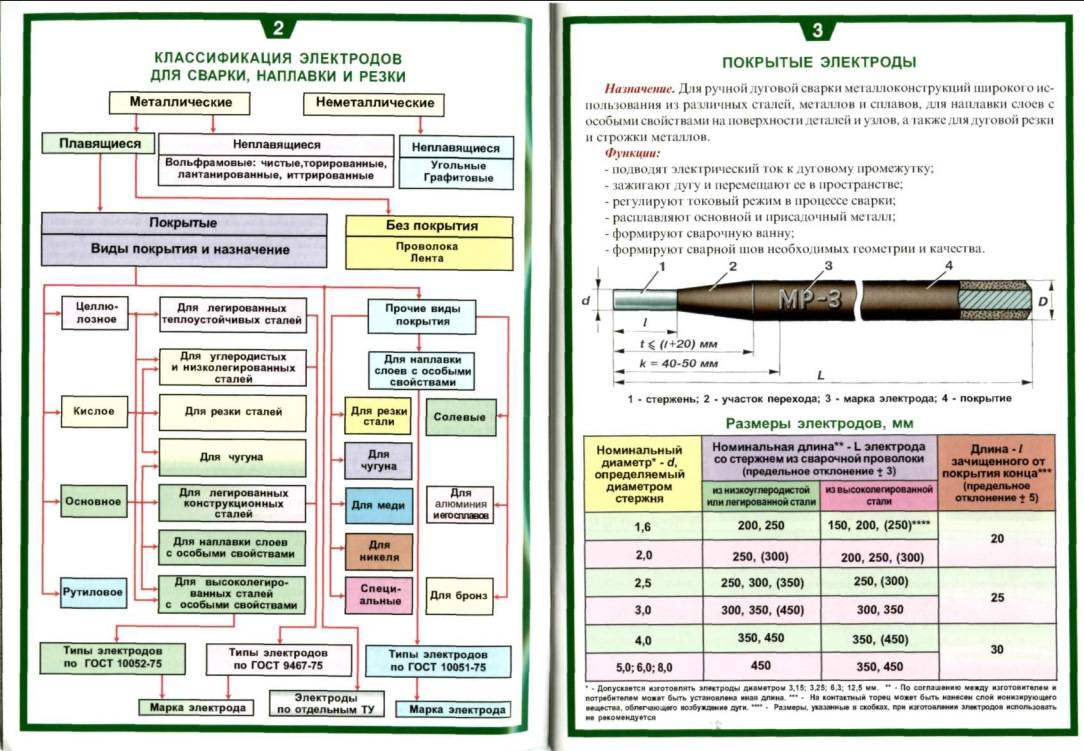
Условное обозначение покрытых электродов
Обозначение электрода включает в себя обозначение его типа, марки электрода
и диаметра его стержня, а также, типа покрытия и ГОСТа.
Расшифруем по ГОСТ9467 обозначение электрода:

Э46А – тип электрода (Э – электрод для дуговой сварки; 46 – гарантируемый предел
прочности сварного шва (460МПа); А – сварные швы обладают повышенной пластичностью);
УОНИ-13/45 – марка электродного стержня;
3 – диаметр стержня;
У – электроды для сварки низколегированных стаей, а также для сварки углеродистых
сталей;
Д2 – с толстым покрытием второй группы;
Е – электрод
43 2 (5) – значение механических свойств сварного шва (43 – временное сопротивление
на разрыв не менее 430МПа; 2 – относительное удлинение при растяжении не менее
22%; 5 – ударная вязкость не менее 34,5 Дж/см2 при температуре -40°C);
Б – электрод с основным покрытием;
1 – электрод допускается использовать для сварки в любом пространственном положении;
0 – постоянный сварочный ток обратной полярности.
В технических документах электроды обозначают с сокращённым названием, например,
УОНИ-13/45-3,0-2 ГОСТ9466-75.
Дополнительные материалы по теме:
Сварочный | Сущность ручной дуговой сваркиВыбор режимов ручной дуговой сваркиТехника ручной дуговой сваркиВысокопроизводительные виды ручной дуговой сварки |
Руководство по выбору электродов
Для новичков сварочного дела, выбор электрода может стать большой проблемой. Появятся вопросы, как выбрать диаметр, какой ток нужно использовать и какому покрытию отдать предпочтение. Давайте разберемся, как правильно выбрать сварочные электроды.
Начнем с простого. Электрод представляет собой сердечник, имеющий специальную обмазку, защищающую его от проникновения кислорода и ненужных примесей. Во время работы, сердечник плавится, а покрытие защищает шов от внешнего воздействия. При сварке образуется шлаковый слой, защищающий соединение.
При выборе расходников, обращайте внимание на состав сердечника. Он должен быть похож на материал, с которым вы собираетесь работать
Разновидностей металлов и сплавов существует очень много. Говорить о каждом мы не будем, остановимся на том, который часто встречается в быту.
В домашнем хозяйстве чаще всего можно встретить конструкционную сталь небольшой толщины. Для нее отлично подойдут электроды МР-3. Их можно использовать как от постоянного, так и от переменного тока. Имея рутиловое покрытие, они обеспечивают небольшое разбрызгивание металла, что экономит материал и защищает сварщика от ожогов, а также легко зажигаются, что облегчает работу.

Следующий момент — подключение электродов. Большинство аппаратов работает с постоянным током. Здесь есть два способа подключения — обратная и прямая полярность.
Прямая полярность — к “+” подключается масса, а к “-” держак. Обратная полярность — к “-” подключается масса, а к “+” держатель.
При сварке на “+” выделяется много тепла. Это значит, что массивные детали лучше варить на обратной полярности, а тонкие на прямой.
При подборе тока сварки, нужно знать, что на 1 мм диаметра электрода, требуется порядка 20 — 30 А. Таким образом, если электрод имеет диаметр 3 мм, понадобится примерная сила тока в 80 — 110 А.
Точных значений силы тока не бывает. Каждый сварщик подбирает их самостоятельно. Производители электродов, указывают приблизительный ток — вилку, в которой можно подобрать наиболее комфортное значение.
В зависимости от типов свариваемых материалов, нужно подбирать подходящие по составу и диаметру электроды. В противном случае добиться качественного соединения не получится.
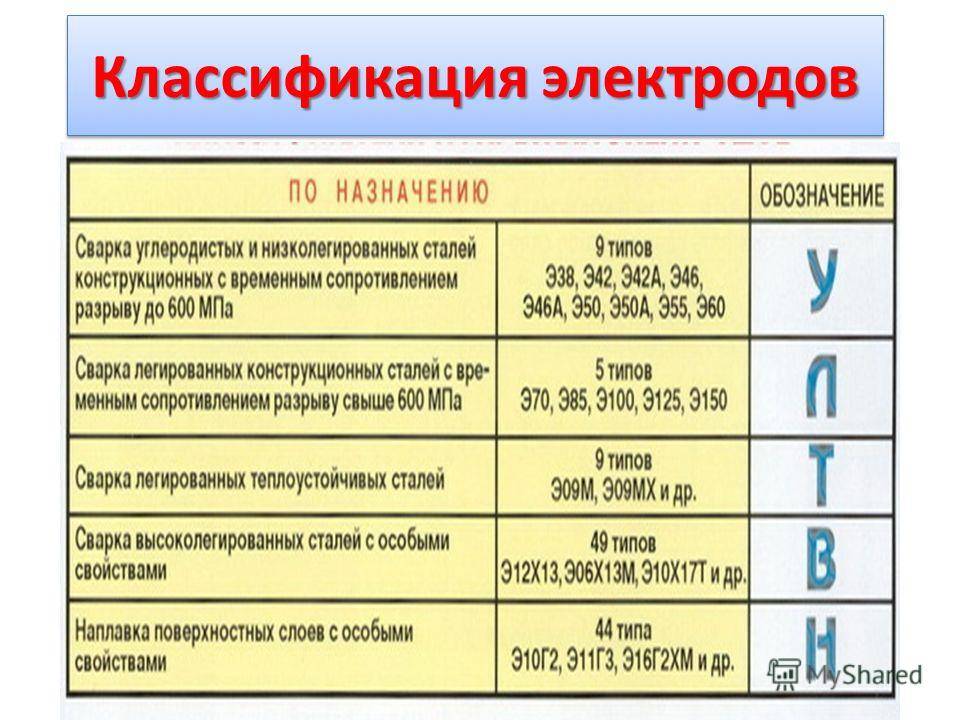
Классификация по назначению
Важнейшим моментом применения электрода той или другой марки является его совместимость с материалом изделий, подлежащих свариванию или наплавлению.
Для каждого способа обработки следует подбирать определенный тип проводника, использующийся лишь по своему непосредственному предназначению.
К примеру, если электрод производится для сварки, сделать наплавку им точно не выйдет.Так же, как выпускающийся для цветных металлов проводник не сможет выполнить соединение черных металлов.
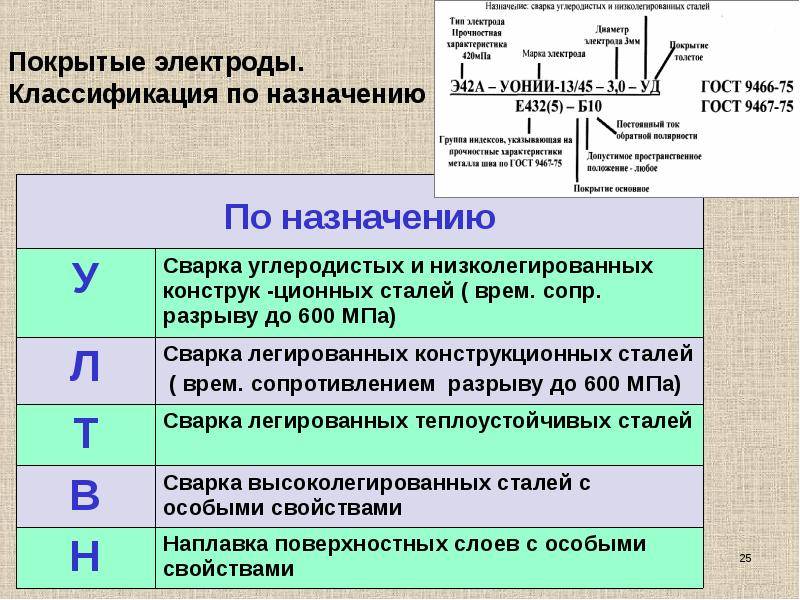
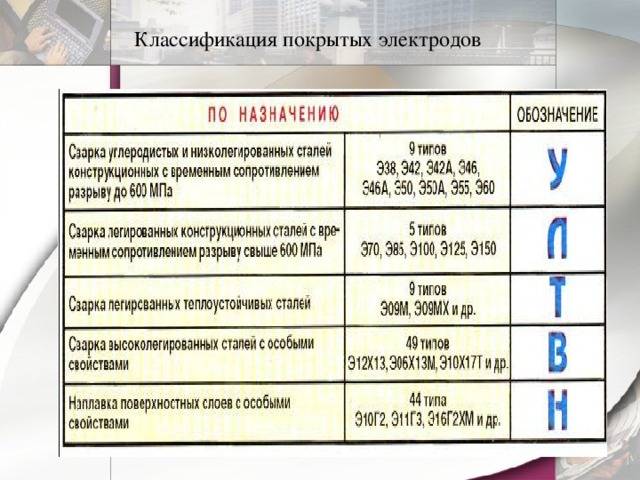
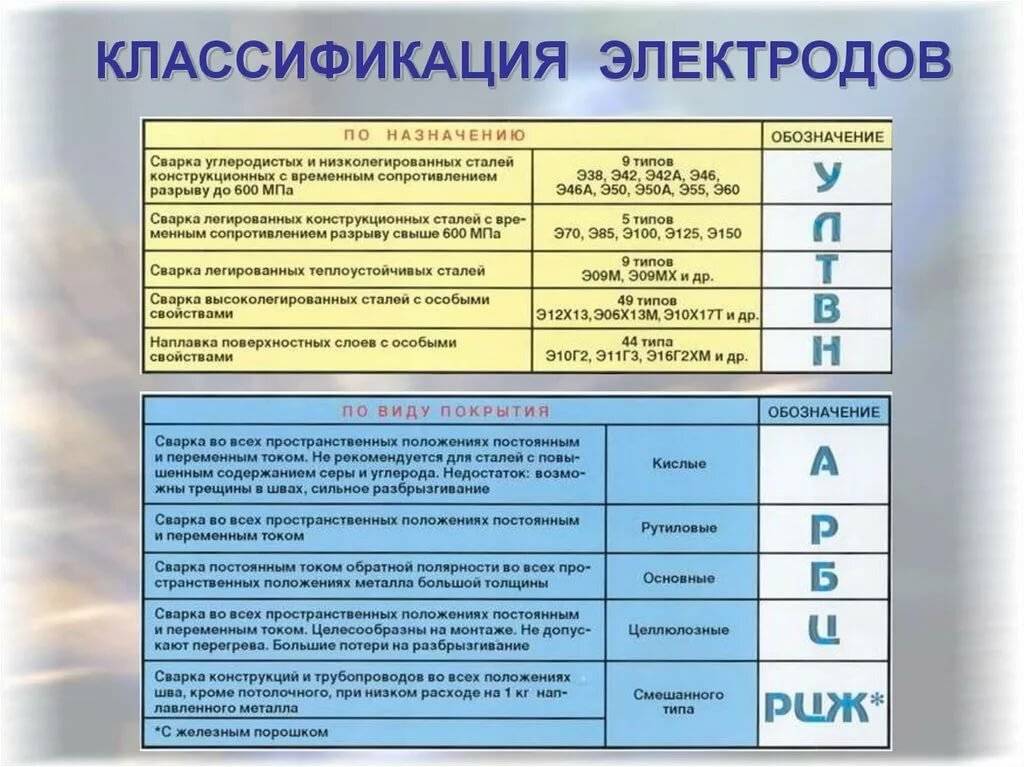
По назначению электроды разделяются на виды, каждый из них имеет свое буквенное обозначение:
- У – проводники для работы с деталями из углеродистых и низколегированных марок стали. Отличаются высоким временным сопротивлением на разрыв, величина которого достигает 600 МПа.
- М – для сварки изделий из легированных сталей, имеющие сопротивление до 600 МПа. В данную группу также входят стержни для наплавления изношенных поверхностей рельс, а также сталинит-электроды.
- Т – для соединения деталей из теплостойких марок сталей, часто применяющихся в электродинамике.
- В – для работы с элементами из высоколегированных сталей, отличающихся особыми характеристиками.
- Н – для сварки поверхностных слоев металлических элементов
Разделение электродов осуществляется в соответствии с нормами ГОСТ, в котором приведены их подробные описания и область применения.
Виталий Темочкин, сварщик, стаж работы 12 лет: Возможность использования того или иного типа сварочного электрода обусловлена характеристиками и свойствами соединяемых металлов, условиями последующей эксплуатации изделий и конструкций. Потому к подбору требуемой марки следует относиться со всей ответственностью и тщательностью. Ошибку в выборе допускать нельзя, так как она может сказаться на качестве и надежности неразъемного соединения».
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.



Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
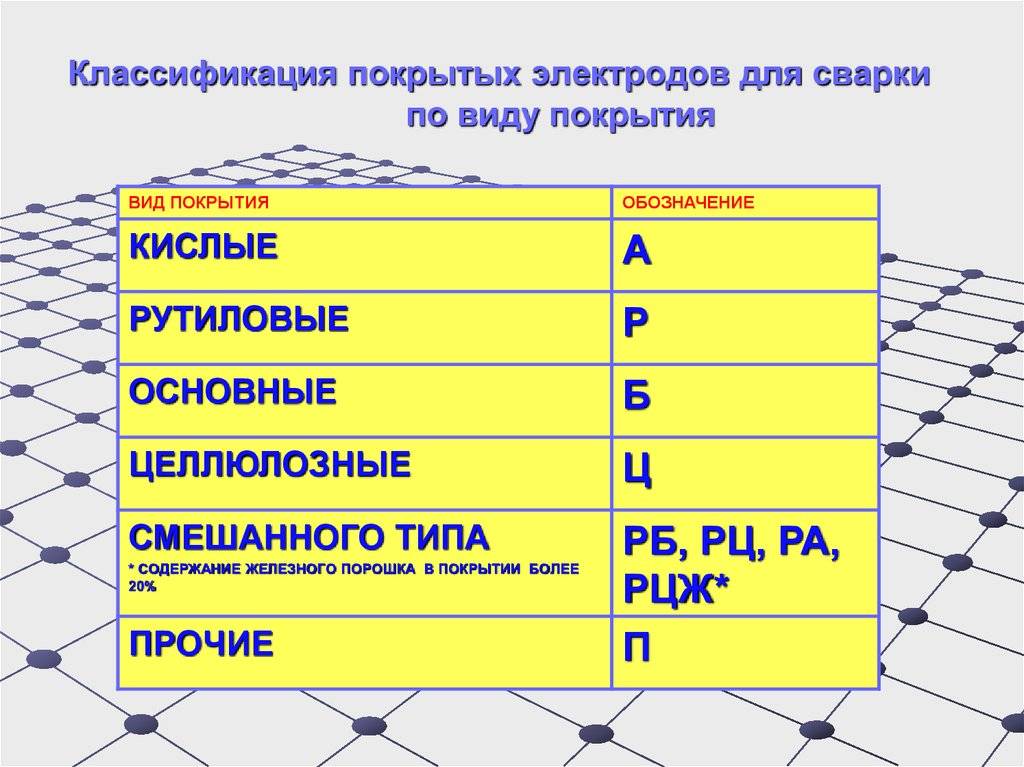
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
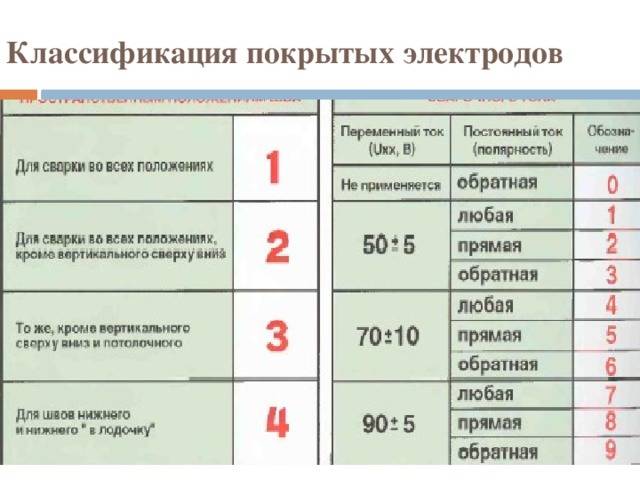
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Марки
Марки электродов для ручной дуговой сварки зависят от их назначения. Их имеется их немалое количество, однако, можно выбрать среди них те, которые подходят для конкретных работ
Необходимо, чтобы привлекшие внимание марки электродов для дуговой ручной сварки обладали высоким качеством и давали хорошее соединение
Существуют марки электродов, которые подходят для сварки низколегированных сталей с небольшим содержанием углерода. К ним относятся АНО, УОНИ, ОЗС, ВЦС. Такие электроды относятся к самым популярным видам расходных элементов.

Для сварки изделий из легированных сталей, в том числе обладающих повышенной прочностью, подойдут такие марки, как АНП, УОНИ, ОЗШ-1. Для наплавки целесообразно выбрать модификации электродов ОЗН, ОЗШ.
Если предстоит соединение чугунных изделий, то следует обратить внимание на марку ОЗЧ. Для деталей из алюминия подойдут ОЗА и ОЗАНА
Для медных деталей и сплавов на ее основе рекомендуется выбирать АНЦ/ОЗМ и ОЗБ. Для никеля и его сплавов подойдет электрод марки ОЗЛ-32.
При желании работать с электродами зарубежных производителей, следует обратить внимание на японские расходные элементы KOBELCO LB-52U. При их использовании в результате получается высококачественный шов
Также заслуженным признанием пользуются электроды шведского производства ESAB УОНИИ
При покупке электродов необходимо обращать внимание на целостность упаковки
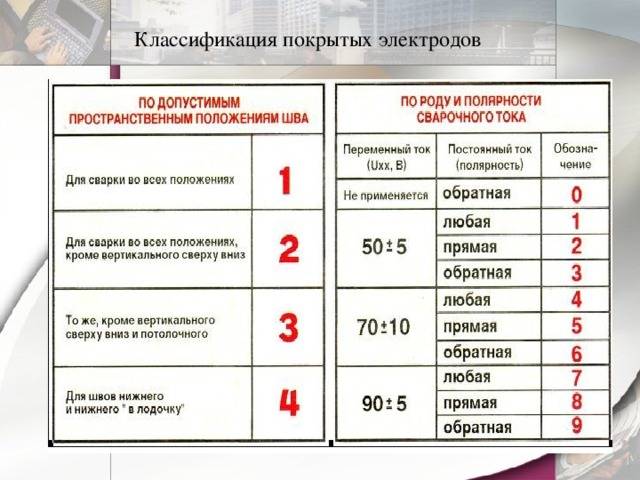
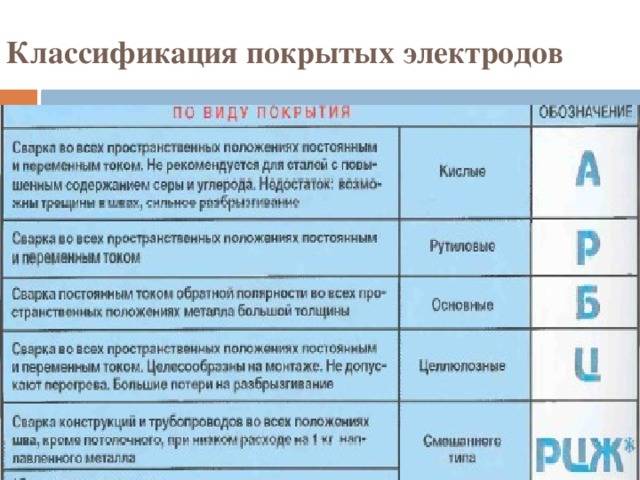
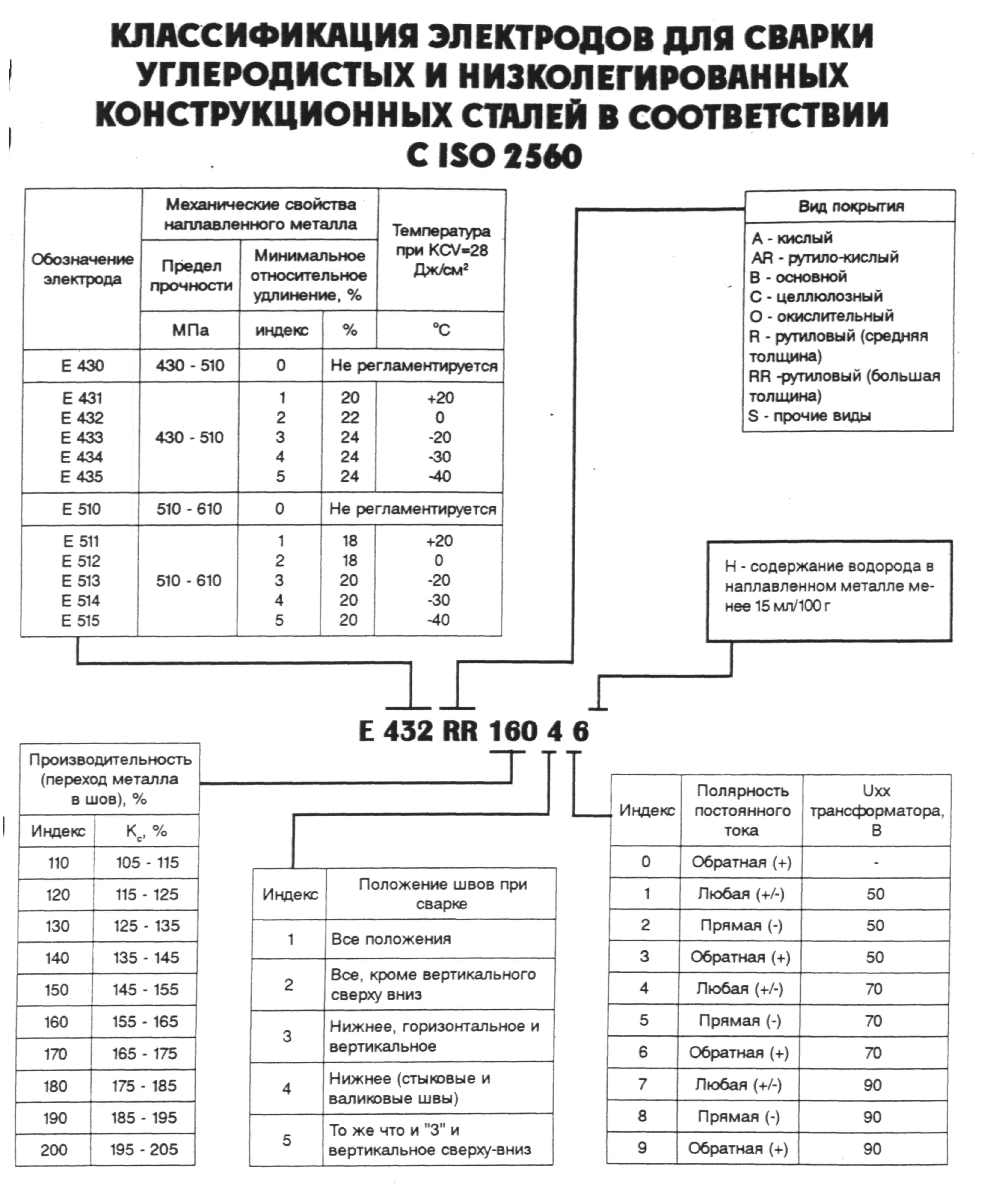
Классификация стальных покрытых электродов для ручной дуговой сварки
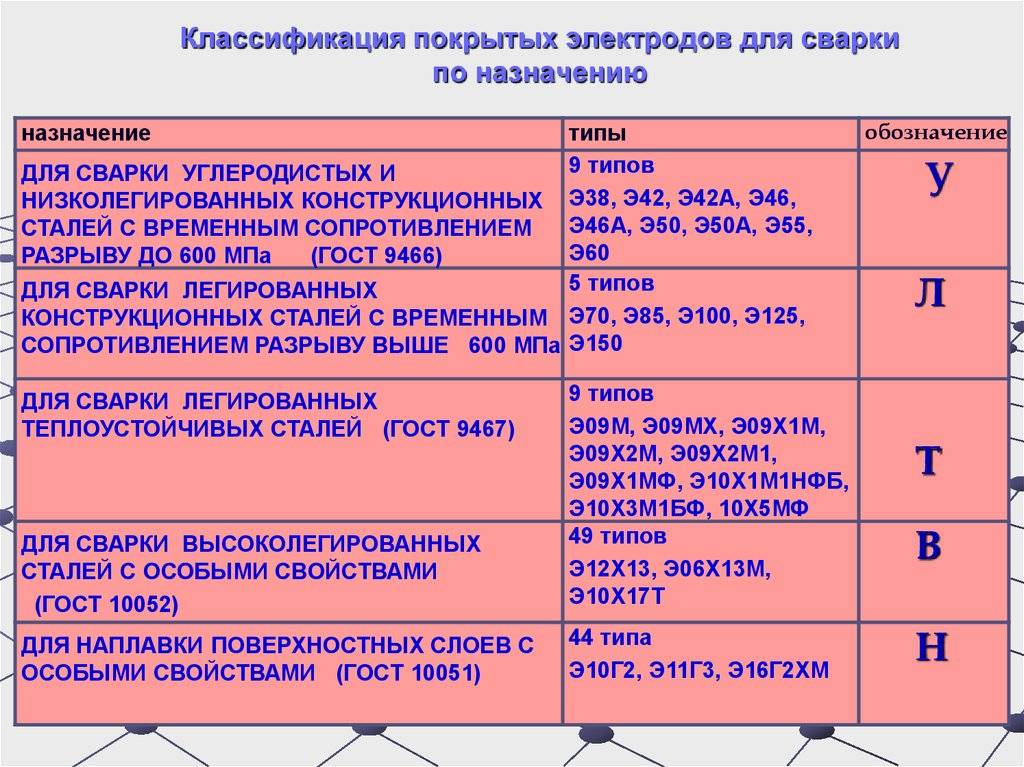
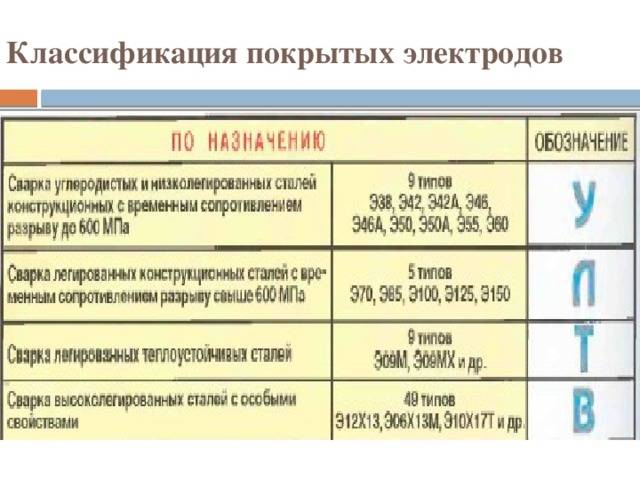
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
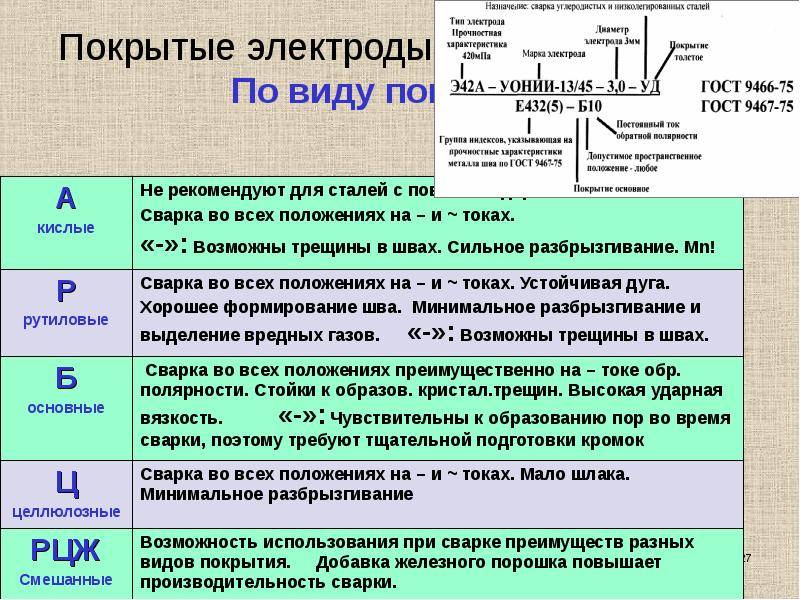
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
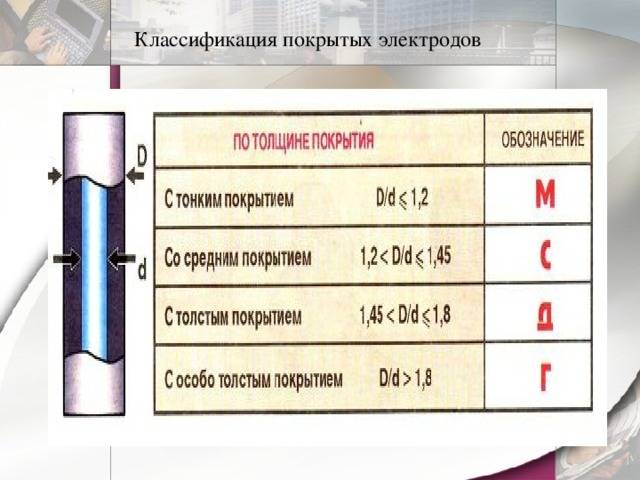
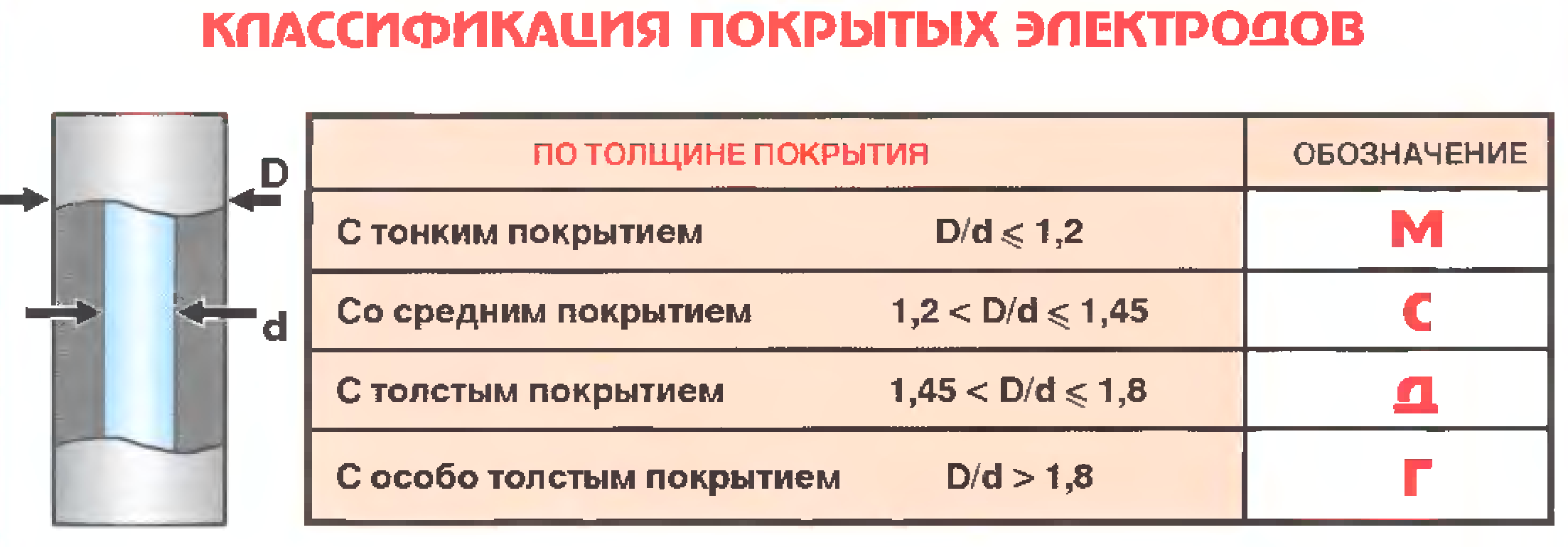
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
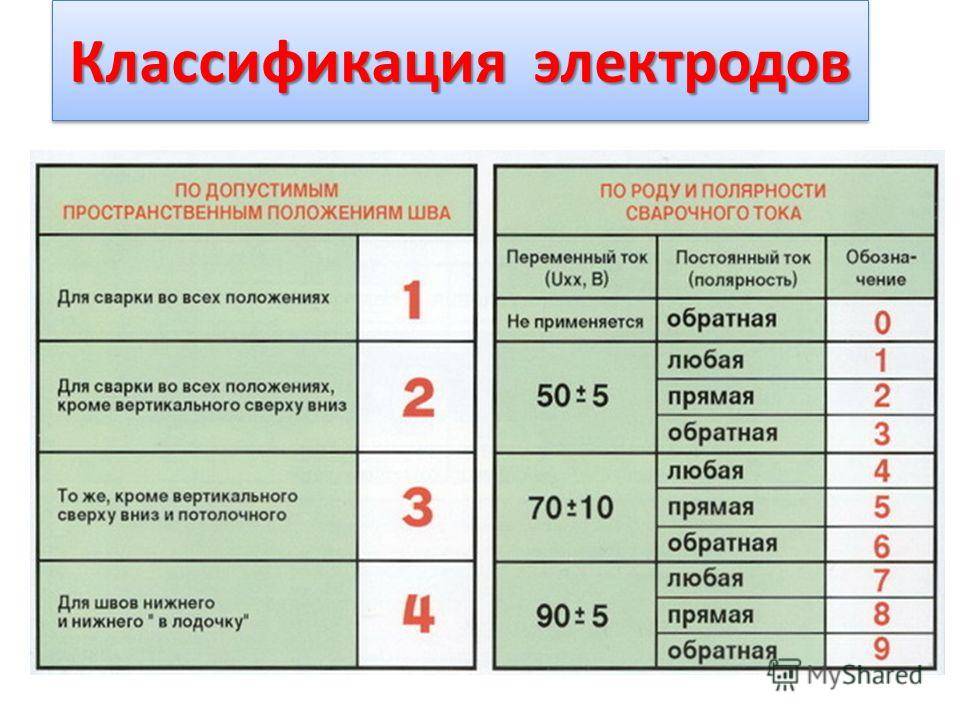
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Назначение
Электроды применяют в электродуговой сварке. Благодаря им образуется электрическая разрядная дуга, расплавляющая металл. От качества электродов во многом зависит стабильность дуги, а их состав влияет на прочность и другие важные характеристики шва.

Как обычные, так и универсальные электроды, относящиеся к категории самых лучших образцов, должны быть способны:
- поддерживать стабильную дугу при сварке;
- обеспечивать получение сварочного шва требуемого химического состава;
- равномерно расплавляться (это относится к стержню и покрытию);
- создавать условия для снижения уровня разбрызгивания металла и повышения эффективности сварочных работ;
- обеспечивать лёгкость отделения шлака и гарантированную прочность соединений;
- сохранять в процессе сварки степень токсичности на допустимом уровне.
Для того чтобы правильно выбрать подходящий для каждого конкретного случая электрод, сварщик должен быть знаком с их классификацией, производимой в соответствии с назначением, химическим составом покрытия и способом изготовления.
Суть ручной дуговой сварки
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка. Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.


Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
Прокалка, сушка и хранение
При хранении электродов в холодном и влажном месте происходит отсыревание. Наличие влаги затрудняет поджиг, приводит к залипанию и разрушению покрытия. Перечисленные факторы негативно сказываются на качестве работы, поэтому проводится предварительная подготовка.
Прокалка и сушка отличаются температурой и способом нагрева. Прокалка электродов – это термическое воздействие, направленное на снижение содержания влаги в покрытии. Сушка проходит при меньших температурах с постепенным нагревом.
Прокаливать необходимо:
- после попадания влаги;
- после длительного хранения;
- когда электроды лежали во влажном месте;
- при сложностях в работе, вызванных содержанием влаги.
Больше двух раз электроды прокаливать нельзя, иначе покрытие может отделиться от стержня.
Рисунок 14 — Термопенал
Сушка помогает повысить температуру расходников перед работой, чтобы перепад температур не испортил сварочную ванну и шов был качественным. Операция помогает создать герметичное соединение в изделиях под давлением. Именно постепенный нагрев помогает выпарить влагу и избежать образования известкового налета. Режим и продолжительность сушки зависят от марки электродов и указываются производителем на упаковке. Остывание должно быть вместе с печью, чтобы избежать резкого изменения температуры.
Рутиловый и целлюлозный типы покрытия менее чувствительны к влаге. Прокалка перед работой необязательна. В случае насыщения влагой целлюлозные электроды просушивают при t=70 °C и не выше, чтобы избежать трещин. Рутиловые сушат при 100–150 °C на протяжении 1–2 часов. Распакованные основные электроды прокаливают 1–2 часа при t=250–350 °C.
Для нагрева используются электропечи, термопеналы и пеналы-термосы. Оборудование позволяет регулировать температуру и обеспечивать нагрев до 100–400 °C. Для сушки в домашних условиях подойдет электродуховка. «Самобытный» способ сушки – это промышленный фен. Электроды помещают в трубку и направляют в нее поток горячего воздуха.
Хранение
Правильное хранение электродов поможет не потерять свойства и избежать сушки. В месте хранения должно быть тепло и сухо, без резких колебаний. Даже суточные изменения сопровождаются выпадением росы, которая быстро поглощается обмазкой. Температура не должна опускаться ниже 14 °C, а влажность держаться в пределах 50%. Срок годности электродов при соблюдении условий хранения ограничивается только их состоянием.
 Рисунок 15 — Самодельный пенал для хранения
Рисунок 15 — Самодельный пенал для хранения
ПОСМОТРЕТЬ Пенал для хранения электродов на AliExpress →
Заводская упаковка имеет герметичную запайку в пленку, которая защищает от воздействия влаги. Хранить пачки следует на полках и стеллажах, но не на полу и не возле стен. Для длительного хранения рекомендуется держать распакованные стержни в термопеналах подходящего размера. Такую тару можно приобрести в специализированном магазине или изготовить самостоятельно.
Назначение и классификация
Такая продукция популярна как на крупных предприятиях, так и среди частников. Кроме того, популярные разновидности и существующие марки электродов используются для одинаковых целей.
Поэтому до того, как приступить к cварке, надо знать, какие расходники потребуются в том или ином виде деятельности:
- при ремонте;
- соединении деталей;
- устранении трещин;
- наплавлении металла;
- для резки.
В каждом отдельном случае потребуется особое вещество, которое вводится в состав электрода или его покрытия. Поэтому назначение и цена каждой разновидности отличаются. Разнообразие продукции привело к тому, что появилось много нестандартизированных названий, круг применения которых узок.
Поэтому основным классификатором стал материал стержня, из которого продукция сделана.
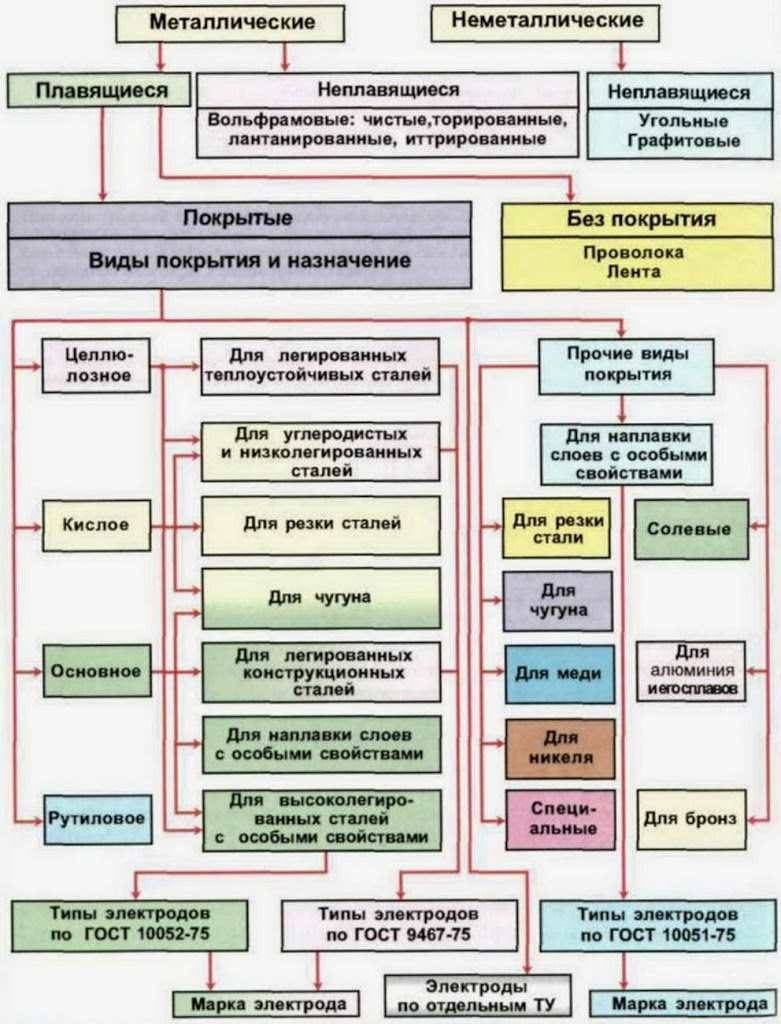
Из неметаллических вариантов можно выбрать:
- графитовые для пайки меди;
- угольные для резки плавления отверстий в различных марках стали;
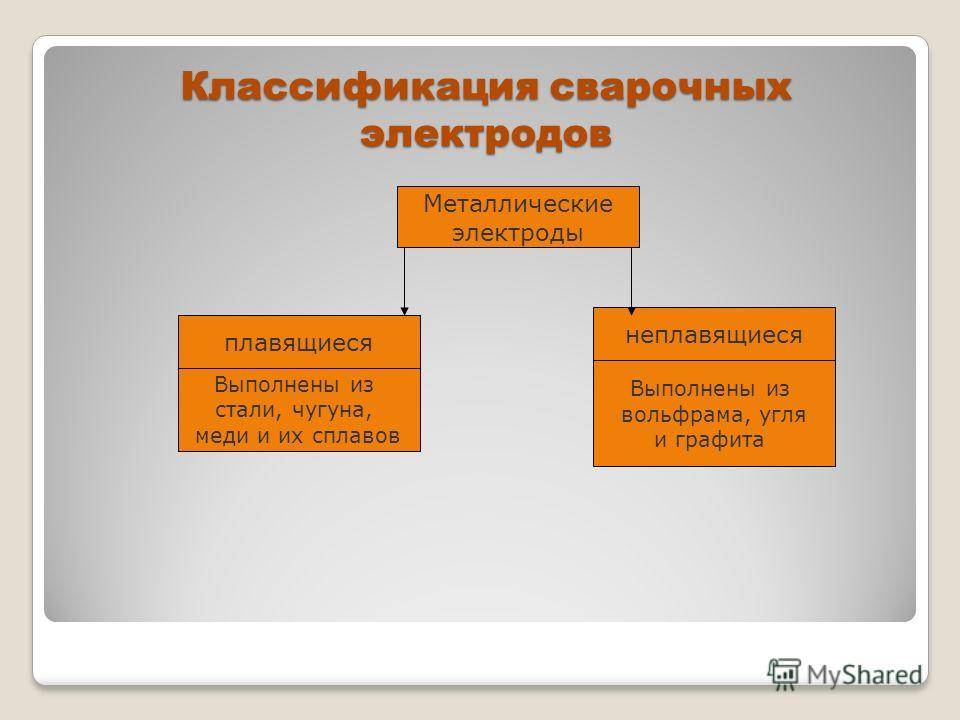
Металлические бывают неплавящимися и плавящимися. К первым относят группу товаров, которые сами непосредственно не участвуют в создании сварочного шва:
- вольфрамовые для работы в аргоновой среде;
- лантанированные с высокостабильной дугой и низкой температурой расплавления;
- торированные с повышенной стоимостью к коррозии;
- иттрированные с повышенной стойкостью.
Среди них:
- 5 марок углеродистых, 23 легированных и 28 высоколегированны стальных;
- чугунные;
- из цветных металлов – меди, бронзы, алюминия.
Одним из главных классификаторов стала химическая составляющая.
Исходя из этого можно выделить такие разновидности:
- Руднокислые с повышенной скоростью плавления. Используются для инверторных и трансформаторных аппаратов, что делает их самыми распространенными среди прочих марок. При сварке выделяют много едкого дыма, что разрушает здоровье операторов и требует принятия повышенных мер по охране труда.
- Рутиловые с добавкой двуокиси титана. Более безопасные, чем предыдущие. Характеризуются низким разбросом окалины и формируют аккуратный шов.
- Смешанные рутил-целлюлозные.
- Фтористо-кальциевые для работы с постоянным обратным током.
- Органические с целлюлозным покрытием. С ними сварщику удобно работать в любой позе, с постоянным и переменным током.
- Ильменитовые с плавной и стабильной дугой.





