

В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Ошибки при пайке полипропиленовых труб
Ниже представлены самые распространенные ошибки при пайке пластиковых труб, которые чаще всего допускаются неопытными мастерами:
1. Неправильно выдержанное время пайки полипропиленовых труб, в результате чего внутри фитинга сильно сужается отверстие. Нет нужды, наверное, говорить о том, чем это грозит в работе системы отопления или водоснабжения, от банального «не греют батареи», до серьезной разницы давления воды в смесителе.
Дело в том, что нагревать паяльником трубы разного диаметра, нужно определенное время. Для трубы 20 мм – это 7 сек., для трубы 25 — 9 сек., а для трубы 32 диаметра, не менее 11 секунд. Контролировать нагрев трубы, можно простым проворачиванием, но только не слишком сильно.
2. Слишком большое вдавливание разогретой трубы в фитинг, из-за чего также критически уменьшается внутренний диаметр. Когда труба и фитинг разогреты, остается всего лишь несколько секунд для того, чтобы их соединить вместе (примерно 2-3 сек.). Если слишком долго передержать трубу до соединения, то она остынет, и протолкнуть её на достаточное расстояние в фитинг уже не получится, а это грозит протечками.
Также, чтобы быть уверенным, что труба зашла на нужную глубину в фитинг, на ней, ещё до процесса разогрева паяльником, лучше сделать пометку маркером, на какую длину она должна войти в фитинг.
3. Грязь и вода во время пайки полипропиленовых труб, самые страшные враги
Поэтому очень важно не допускать попадание воды или пыли на трубы и фитинги во время пайки, а также тщательно их протирать ещё до осуществления данного процесса. Если из трубы во время пайки идет вода, то можно пойти на хитрость, и заложить в отверстие небольшой кусок салфетки или туалетной бумаги, что поможет предотвратить на время течь, и даст возможность нормально спаять трубу с фитингом
4. Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам.
5. Использование неподходящего инструмента при пайке стабилизированных труб. Следует знать, что для пайки стабилизированных труб, кроме ножниц и паяльника, также потребуется специальная развёртка, определенного диаметра под трубу. В отличие от так называемых «ленивых труб», в стабилизированных трубах имеется тонкий слой металла снаружи, который перед пайкой, обязательно нужно полностью счистить.
Использовать для этих целей нож или ножницы для труб, категорически не рекомендуется, поскольку нормально счистить металл на трубе, особенно в труднодоступном месте, очень сложно.
Как паять пластиковые трубы
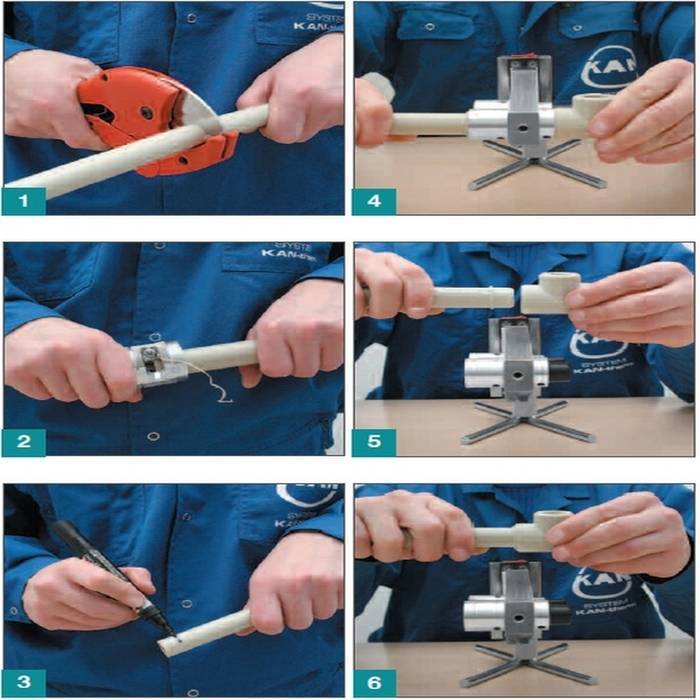
Процесс пайки пластиковых труб можно разделить на следующие этапы:
1. Рекомендуется перед началом сварки труб произвести все необходимые замеры, сделать пометки, на какую глубину должна зайти труба в фитинг, в какую сторону будет смотреть уголок или тройник. Делать пометки на трубах и фитингах лучше всего маркером, простым или строительным карандашом (однако маркер потом плохо стирается, что вызывает негодование у заказчиков, и это следует учитывать).
2. После того, как разметка произведена, лучше всего ещё раз убедиться в том, что на трубах и фитингах нет воды и загрязнений.
3. Прогрев паяльник до того момента, когда он выключится, следует нагреть трубу и фитинг, выдержав определенное время (зависит от диаметра полипропиленовой трубы).
4. Затем следует быстро соединить трубу с фитингом, одновременно следя за тем, как ровно она зашла, и не нужно ли её немного подкорректировать. На все про все, где-то 2-3 сек.
5. Когда труба соединена с фитингом, следует подождать некоторое время, пока она остынет, как правило, достаточно 30 сек., для труб 20-32 диаметра.
Советы и рекомендации
Итак, выше мы уже выяснили, как правильно с применением паяльника спаять пластиковые водопроводные трубы. Но помните, чтобы установленный водопровод мог работать длительное время и без проблем, рекомендуется соблюдать некоторые рекомендации.
В первую очередь во время работы обязательно учтите то, что насадки на устройстве имеют тефлоновое покрытие, которое не допускает появление нагара. После каждого использования прибора (после сварки) обязательно удаляйте деревянной лопаткой остатки оплавления. Удалять их после остывания насадок запрещено, поскольку это может деформировать покрытие, а также вызывать поломку прибора.
Проводить первичное сваривание можно только через пять минут после того, как сварочный паяльник разогреется, а если речь идет о соединении армированных труб, то нужно с применением шейвера снять два внешних слоя конструкции:
- алюминиевый;
- полипропиленовый.
И только уже затем элементы можно соединять согласно методике.
Все виды сварочных работ нужно проводить исключительно при положительной температуре окружающей среды.
Следующая рекомендация — это не прокручивать или не производить смещения конструкций в период остывания после их стыкования.
И последнее — все работы нужно выполнять уверенно, все элементы нужно размещать на одной оси. Если соединение будет выполнено некачественно, то потребуется отрезать узел и сварить его заново.
Особое внимание нужно уделить работе по установке таких фиксированных элементов, как:
- отводы;
- фитинги;
- вентили;
- тройники;
- переходники.
Качество сварных соединений может быть плохим, если при работе со сварочным оборудованием не соблюдать правила элементарной безопасности
Примите во внимание все перечисленные выше правила и рекомендации, чтобы ваш водопровод был установлен качественно и быстро, а затем мог прослужить многие годы








Как соединить полипропиленовые трубы без паяльника
Иногда под рукой паяльника нет и взять его в аренду не получается. Для этого есть несколько альтернативных способов.
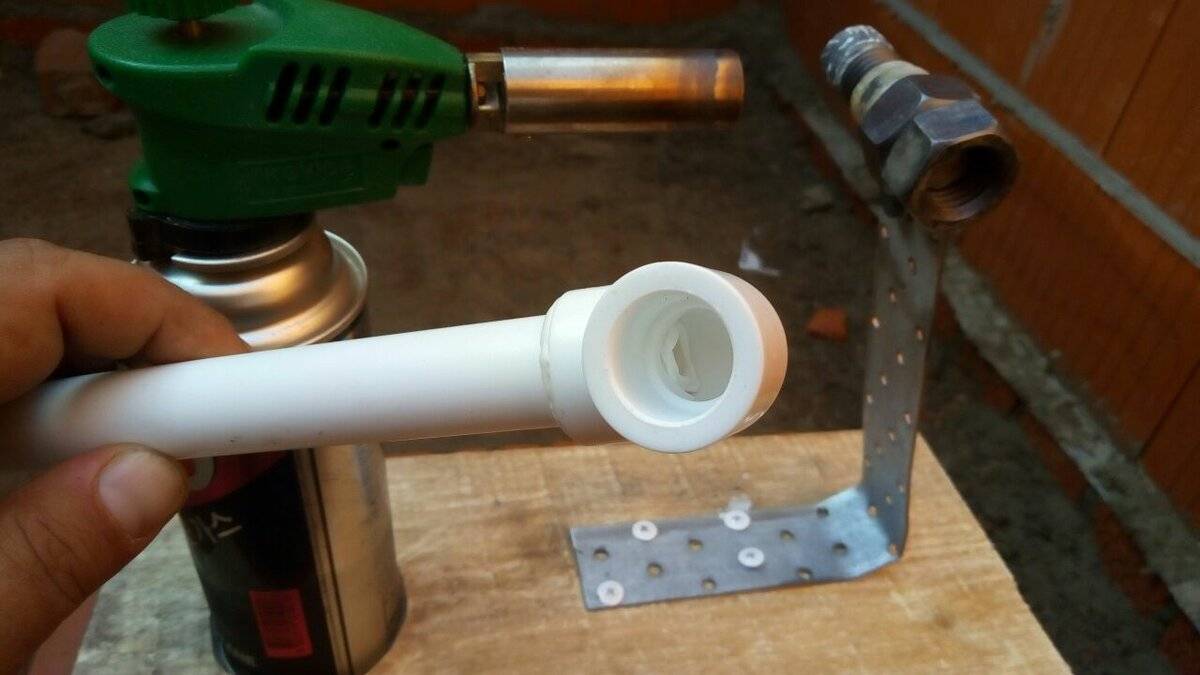
Газовая горелка
Покупка газовой горелки дешевле, чем покупка паяльника. Особенно если вам нужно соединить стыки один раз. Нужно знать какой газ использует устройство и подключение баллона.
Таким способом можно варить трубы разного диаметра и толщины стенок. Но использование этого прибора требует большого терпения, внимательности и аккуратности.
Первые этапы по разметке и разрезке материала точно такие же, как и при работе с паяльником (не забывайте оставлять место для соединения). Но когда доходит дело до самого процесса, разогревать трубу и фитинг следует одновременно. Когда стыки будут соединены, следует немного подождать, пока разогретая масса не остынет.
Паяльная паста
Паста состоит из следующих компонентов:
- Флюс;
- Порошкообразный припой;
- Смазка.
Такой способ называют холодной пайкой. С помощью этой массы сваривают не только трубы (проводка, пластик лёгкий металл и т.д.) Т.е., если надо спаять какую-то вещь, а паяльника под рукой нет.
Существуют пасты, внутрь которых добавляют серебро. Это улучшает их качество и позволяет сваривать более тяжёлые материалы. В этом случае сам материал становится податливым.
К основным характеристикам пасты относится:
- Клеящее качество вещества, из-за чего две половинки соединяются;
- Вещество должно быстро расслаиваться, но при этом сам процесс обязан противостоять окислению;
- При нанесении на любую поверхность масса должна быть вязкой, но сохранять деформацию;
- Она не должна никак влиять на материал (например, разъедать его или искажать характеристики);
- Как только паста затвердеет, её можно будет легко смыть;
- Вещество смывается растворителями;
- Она не должна растекаться, а находиться чётко в своих границах.
Чтобы соединить два стыка при помощи пасты, следует соединить их, нанести вещество и подогреть участок (можно использовать зажигалку или спички). Паста должна распределяться по соединению двух изделий равномерно. Как вещество затвердеет, следует удалить оставшийся флюс.
Паяльная лента
Этим способом очень часто соединяют проводку. Но для пластиковых изделий она тоже подойдёт. Для этого необходимо:
- Удалить все лишние вещества с помощью спиртовой настойки;
- Обмотать два стыка лентой;
- Рабочее место следует подогреть с помощью спичек или зажигалки;
- Немного подождать, пока материал не остынет;
- Оставшийся флюс и частички гари следует удалить с помощью растворителя.
Все способы хорошо соединяют трубы, но эти варианты не более, чем альтернатива паяльнику. Если найти нагревательный инструмент, лучше использовать оригинальное средство для соединения пластиковых изделий.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
- долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.

Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.

Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.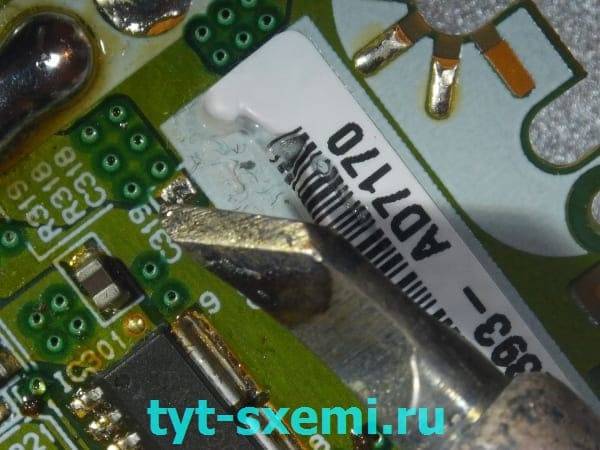
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Необходимое оборудование и инструменты
Сварка ПВХ, полипропиленового и полиэтиленового водопровода требует минимального количества инструмента и оборудования:
- Аппарат для сварки — электронагревательный прибор с комплектом парных насадок с тефлоновым покрытием стандартных диаметров. Насадки соответствуют внутренним и внешним диаметрам используемых труб. Если планируется однократное использование аппарата — есть смысл не покупать его, а взять в краткосрочную аренду.
- Ножницы-труборез — для быстрого, точного и ровного отреза труб нужного размера. При отсутствии трубореза можно воспользоваться ножовкой по металлу, но в этом случае срез получится не таким аккуратным.
- Рулетка, строительный уровень и маркер — для измерения длины отрезков трубопровода и разметки при монтаже.
- Ветошь, растворитель — для обезжиривания свариваемых участков.
В случае врезки пластикового трубопровода в металлические коммуникации могут понадобиться пара газовых ключей (или гаечные нужного диаметра), лен сантехнический (или фум-лента), герметик для герметизации резьбовых соединений.
Если монтаж будет проводиться армированными трубами, будет необходим шабер — приспособление для зачистки от фольги.
Для крепления трубопровода к стене потребуется перфоратор.
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.
Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.








Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги
Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента – выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Важная информация о полипропилене
Конечно, для того чтобы понять, как правильно спаять пластиковую трубу, достаточно подробной инструкции или видео урока
Однако иметь начальные знания о полипропилене и особенностях монтажа труб из него также важно
Итак, что нужно усвоить, прежде чем приступить к сварке пластиковых труб:
- Полипропилен плавится и теряет форму при температуре около 140 градусов по Цельсию. Однако многие изготовители указывают другую информацию для подстраховки – 95 градусов. Эта маркировка говорит о достаточной температурной устойчивости для применения в качестве водопровода горячего водоснабжения или в качестве труб отопления
- Полипропилен имеет значительный коэффициент удлинения при нагреве. Именно поэтому горячие полипропиленовые трубы имеют свойство провисать или идти волной при нагреве. Это может привести к серьезным повреждениям. Чтобы избежать этого, рекомендуется делать П-образные впайки. В этом случае труба не будет провисать и деформироваться – «ножки» буквы П просто сойдутся немного ближе друг к другу
- Армированные полипропиленовые трубы – также выход из ситуации с деформацией. Они в пять раз меньше удлиняются при нагреве. Но для создания оптимальных условий эксплуатации лучше всего также комбинировать прямые участки с П-образными вставками
Правила пайки полипропиленовых труб
Сварка полипропиленовых труб враструб.
Потребуется:
- аппарат для пайки;
- специальные ключи.
Полипропиленовые трубы соединяются между собой с помощью паяльника со специальными насадками. К ним относится гильза, предназначенная для того чтобы расплавить поверхность снаружи, и дорн, необходимый для расплавки поверхности раструба непосредственно у соединительной детали изнутри. Данные насадки имеют покрытие из тефлона и диаметры, варьирующие от 16 до 40 мм. После каждой сварки антипригарный материал очищается обязательно в горячем виде ветошью из брезента или деревянными скребками.
Перед работой аппарат для сварки для устойчивости устанавливается на горизонтальной поверхности так, чтобы он не упал. И на него фиксируются сменные насадки необходимого для работы размера при помощи предназначенных для этих целей ключей. Их месторасположение зависит от удобства во время процесса монтажа.
Структура паяльника для пластиковых труб.
Так, например, для установки ветви трубопровода, расположенной на стене, они ставятся ближе к концу. При выполнении работы в вертикальном положении и в неудобных местах для пайки необходим еще один человек. Для получения более качественной стыковки полипропиленовых труб все элементы будущего трубопровода собираются отдельно.
Паять полипропиленовые трубы следует, соблюдая температурный режим. Нагрев паяльника напрямую зависит от температуры окружающей среды и длится в течение 10-15 минут. В жаркую погоду время сварки нужно уменьшать, а при холодном воздухе, наоборот, увеличивать. Если температура ниже 0 °С, соединение полипропиленовых труб и фитингов с помощью паяльника проводить запрещается. Процесс пайки данного материала обеспечивается только при 260°С. Также нужно правильно выбирать интервал времени для спаивания и охлаждения, который зависит от диаметра труб, т.е. чем он больше, тем больше времени затрачивается.
Готовность к работе аппарата оповещается с помощью индикатора. Для получения крепкого и надежного шва, паяльник должен быть полностью разогрет. В противном случае у деталей не будет достигнута температура вязкой пластичности, поэтому не произойдет диффузия материала. В том случае, если паяльник перегрет, может возникнуть чрезмерная адгезия полипропилена и как результат потеря устойчивости формы. Во время всего процесса пайки аппарат должен все время находиться во включенном состоянии.
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
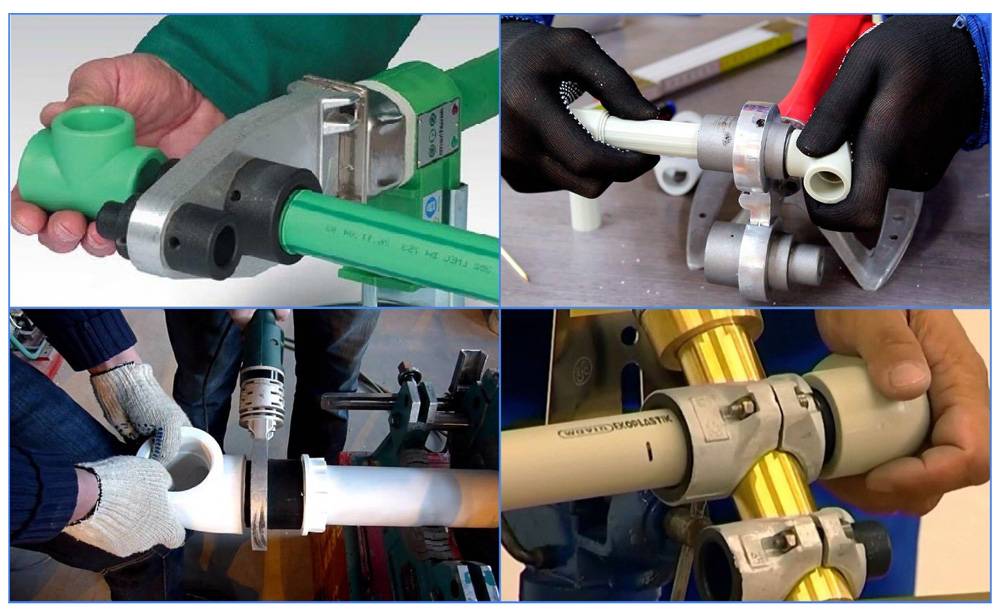
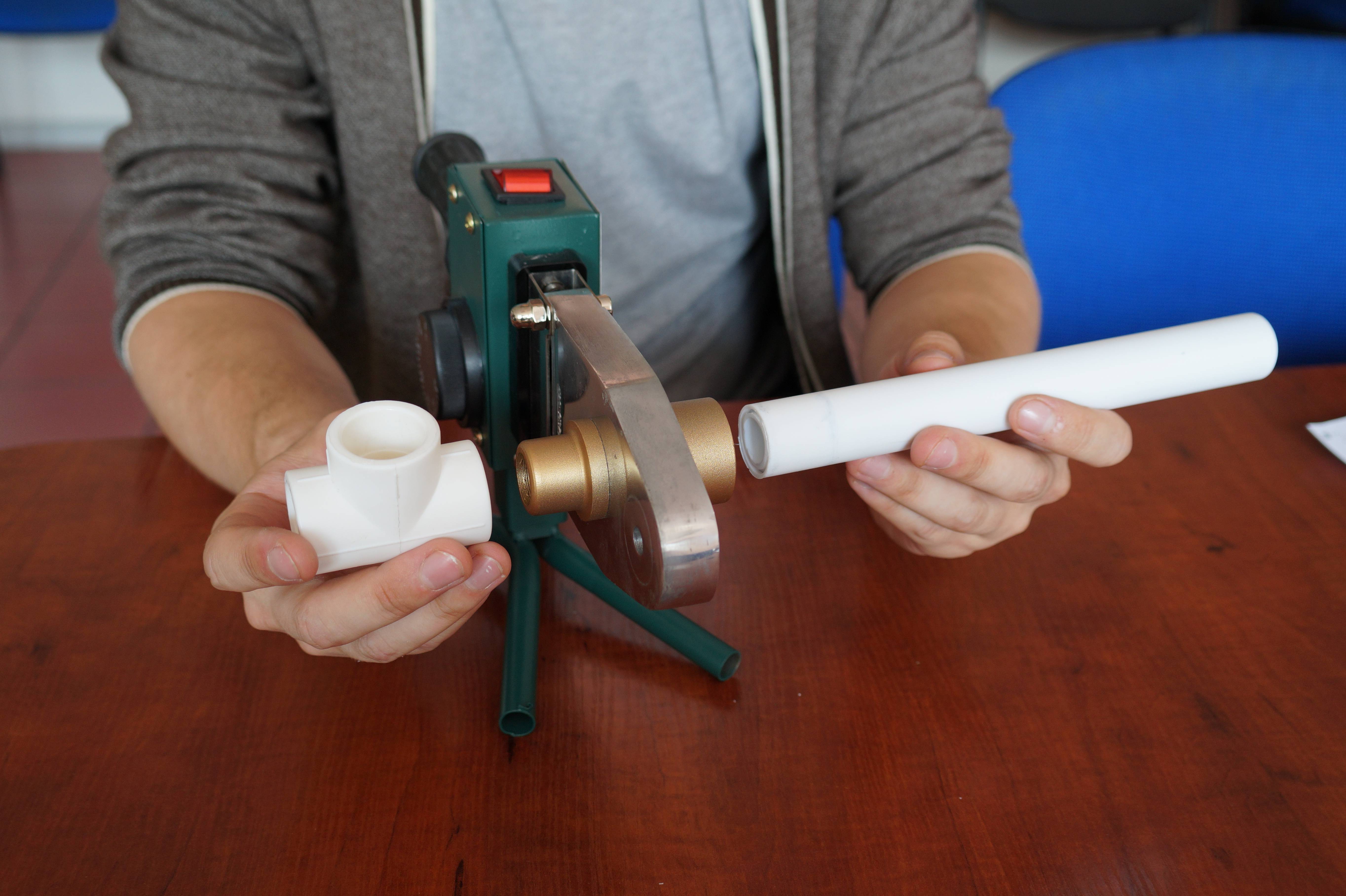
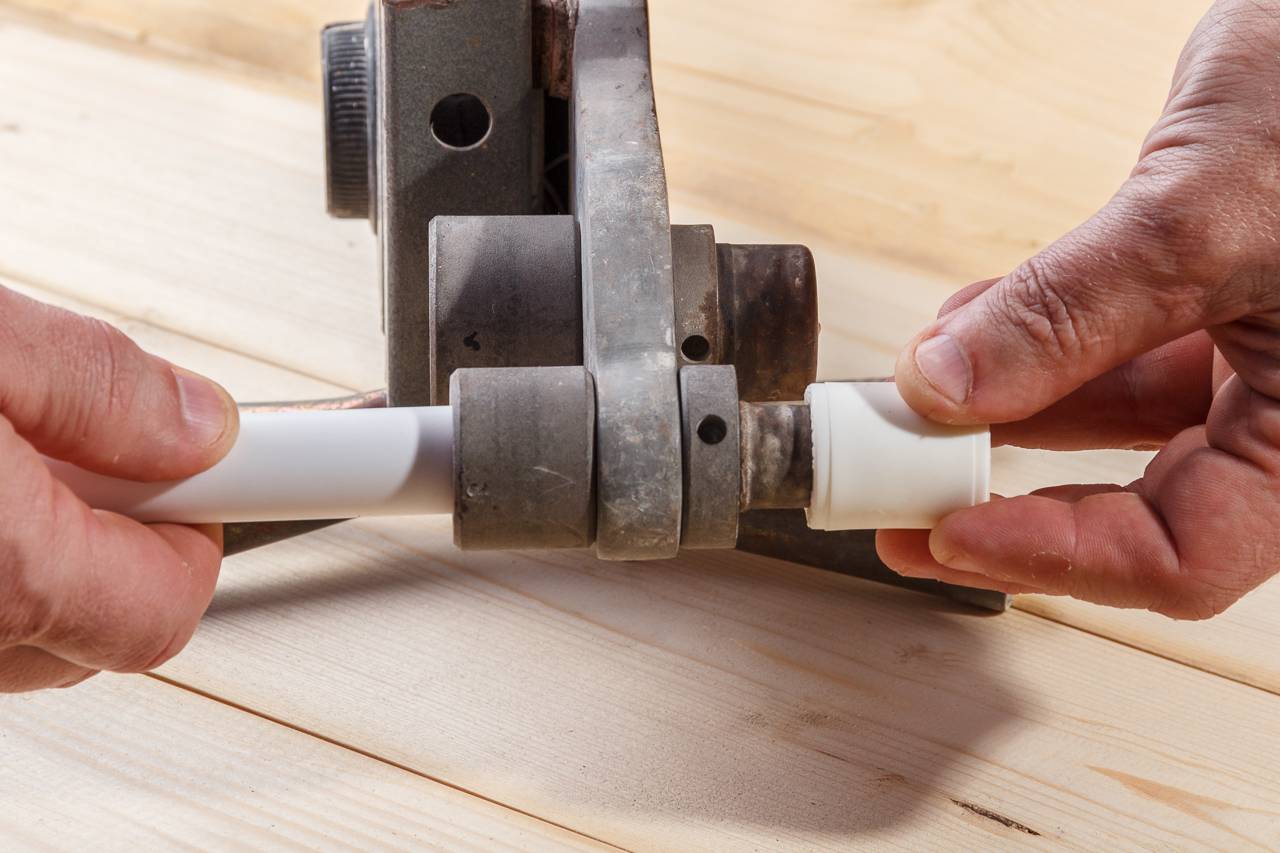
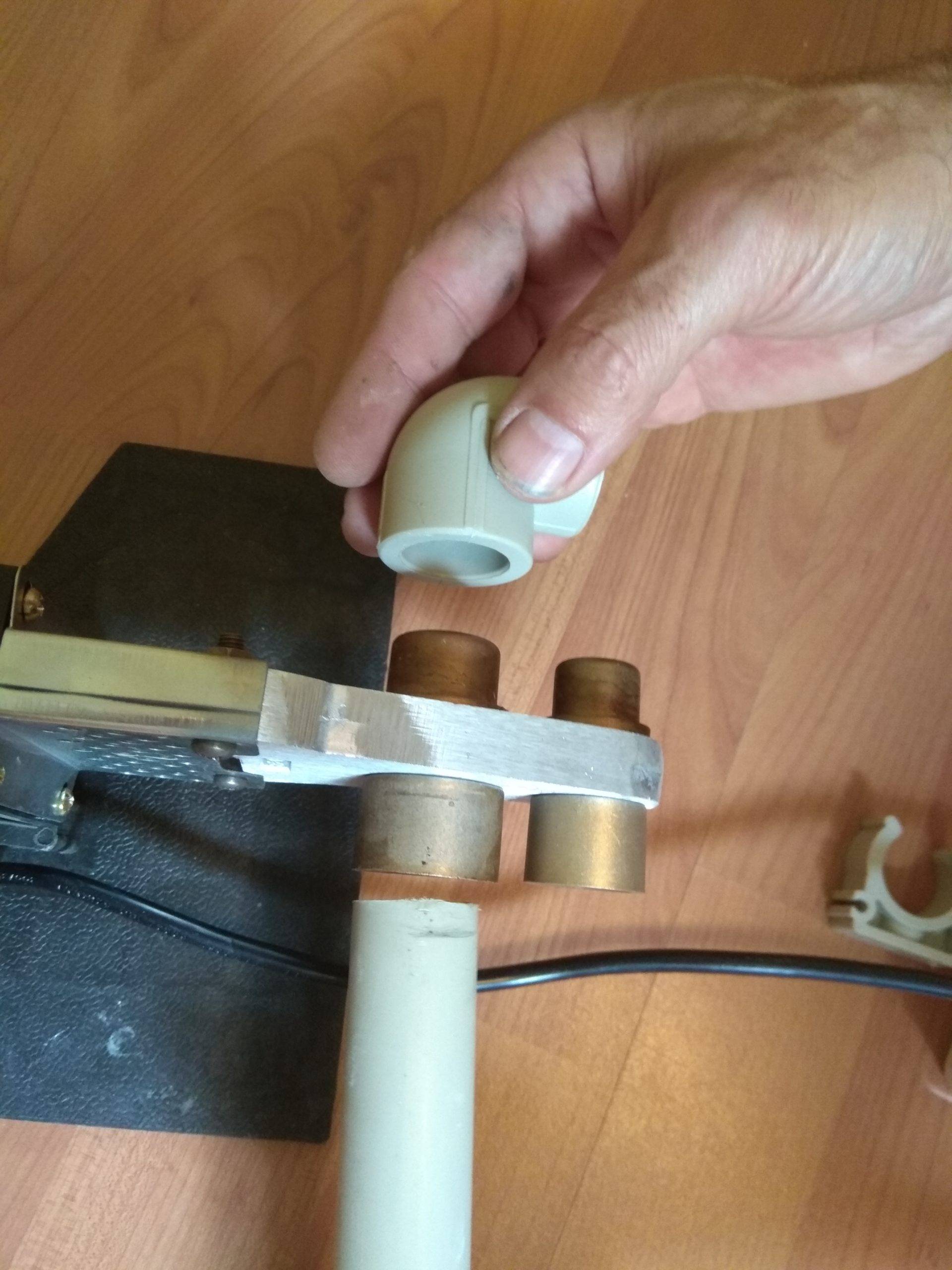
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов
Важно не превысить время нагревания, чтобы не расплавилась вся стенка
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 0 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Скачать документ
КОМПЛЕКС АРХИТЕКТУРЫ, СТРОИТЕЛЬСТВА, РАЗВИТИЯ И РЕКОНСТРУКЦИИ ГОРОДА
ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МОСКОВСКОГО СТРОИТЕЛЬСТВА
При разработке ТР были использованы информационно-технические материалы фирмы «Акватерм» (Aquatherm — Германия) по полипропилену PP-R80, наполненному стекловолокном «GF» (фирменное название «фузиолен») и изготовленным из комбинированных труб (фирменное название «Фазер» (Faser), а также комбинированным трубам со слоем алюминиевой фольги PP-R80-А1 (фирменное название «фузиотерм-штаби» (fusioterm-stabi)).
При разработке ТР учтены результаты исследований по длительной прочности комбинированных труб «Фазер», результаты испытаний труб, проведенных в НИИСантехники и ЗАО «Завод АНД Газтрубпласт». На трубы «Фазер» имеется гигиеническое заключение № 77.9.6.515.П.2164.4.99 (действительно до 23.04.02) и сертификат соответствия в системе ГОСТ № РОСС DЕ.АЮ85.Н00120 (действителен до 10.10.03).







Комбинированные трубы PP-R80-GF рекомендованы для применения во внутренних системах холодного и горячего водоснабжения зданий и системах хладоснабжения при сооружении искусственных катков и ледовых дорожек; PP-R80-A1 — систем водяного отопления зданий (с нагревательными приборами и напольных).
В разработке ТР участвовали: к.т.н. А.В. Сладков, к.т.н. Власов Г.С.
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
Подготавливается рабочее место, материалы и инструменты.
Паяльник устанавливается на штатив и оснащается насадками нужного размера.
Насадки обрабатываются обезжиривающим раствором.
Прибор подключается к сети, на индикаторе загорается красная лампочка.
На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
Детали нагреваются в течение положенного времени.
Осторожно, без вращения снимаются с насадок.
Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.

Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.

Разберемся в видах
Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.





