

Наклон электрода при сварке
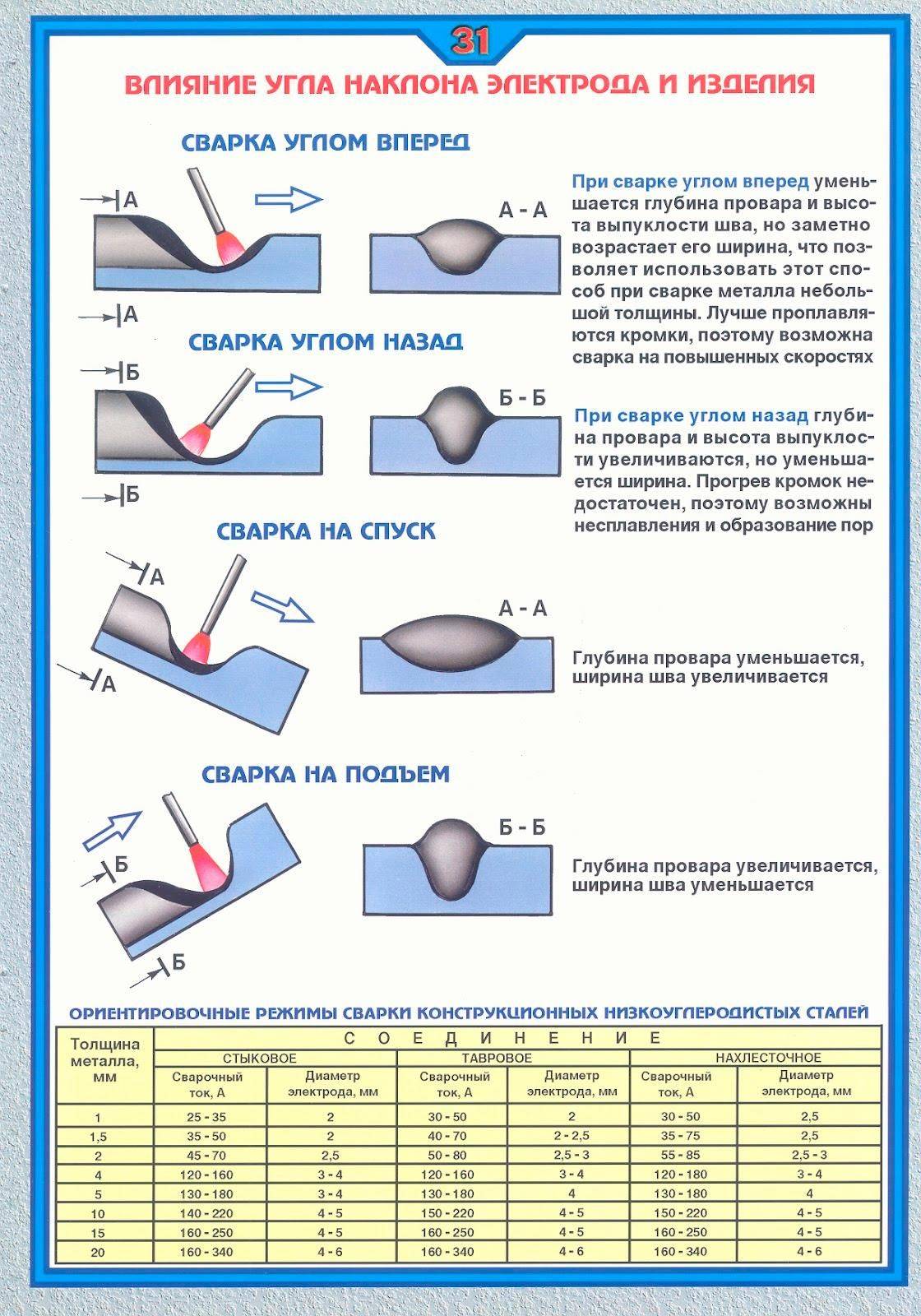
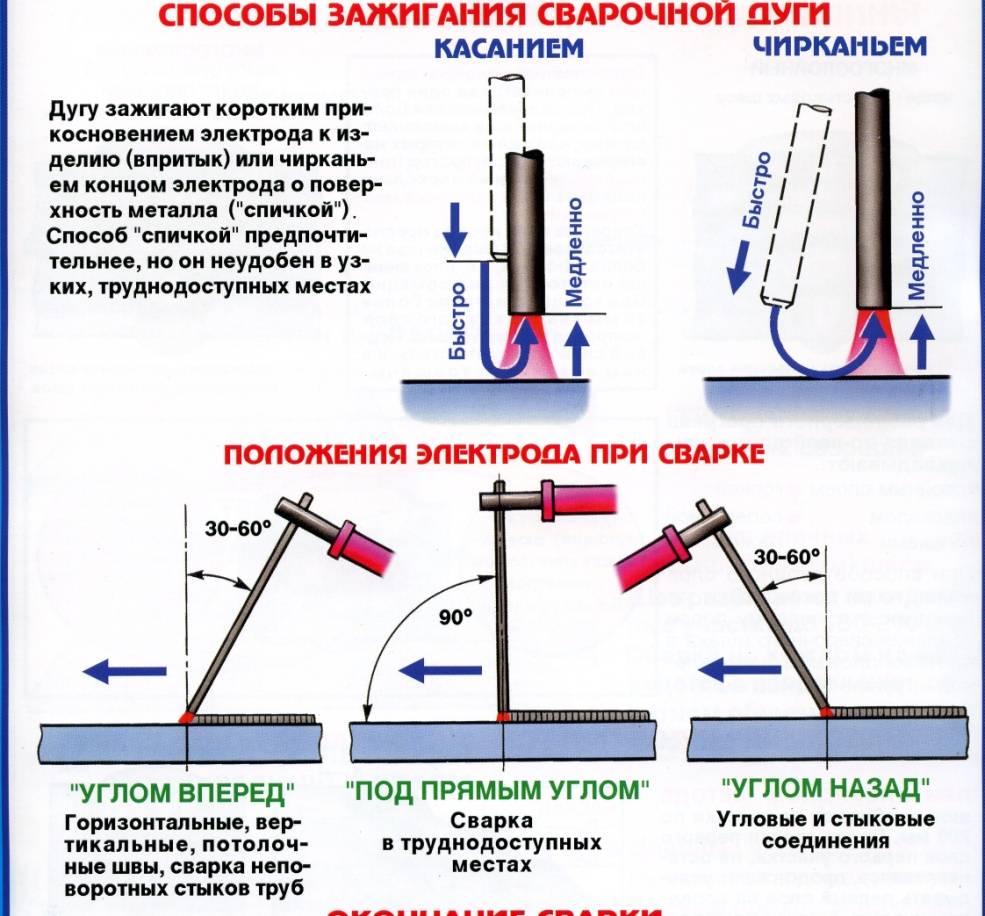
Как уже выше говорилось, наклон электрода может быть на себя и от себя. Величина наклона электрода в первую очередь зависит от особенности разделки металла. В зависимости от разделки металла угол может меняться от 30° — 60°. В некоторых случаях электрод держится перпендикулярно свариваемой поверхности.
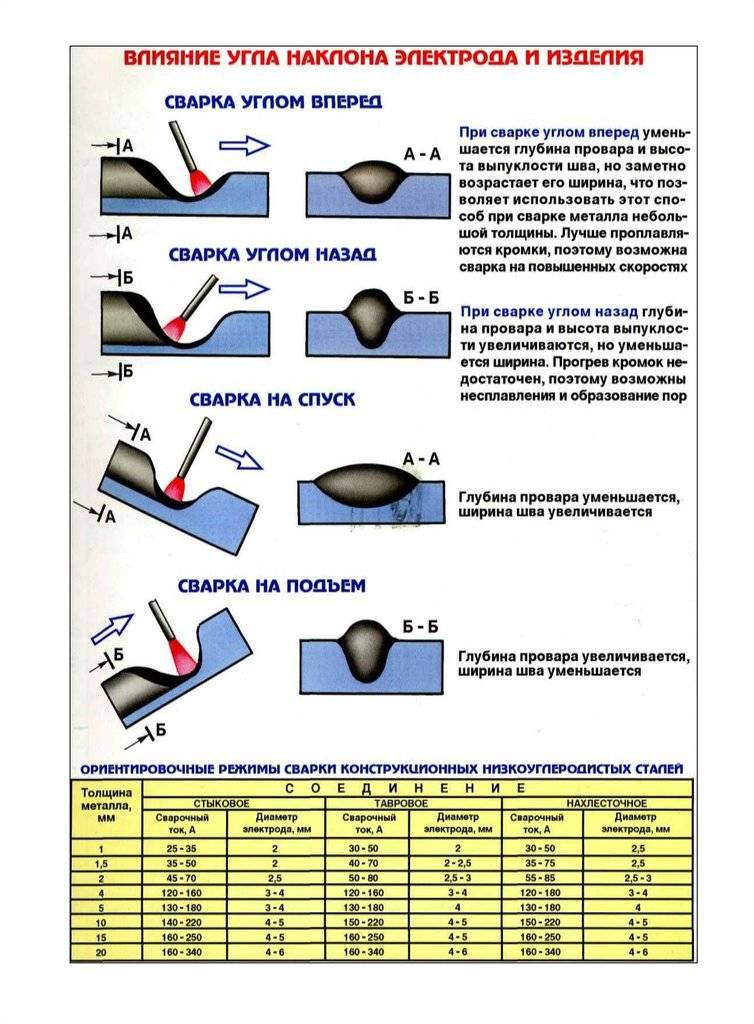
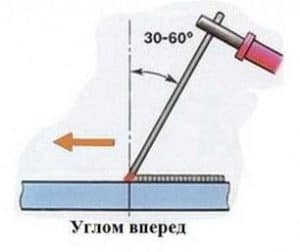 При наклоне электрода «углом вперёд» производится большинство сварочных работ. При таком наклоне, формируется качественный шов, так как расплавленный металл не смешивается со шлаком застывшего металла. Шлак, который всё же попал в ванну, вытесняется в сторону расплавленным металлом.
При наклоне электрода «углом вперёд» производится большинство сварочных работ. При таком наклоне, формируется качественный шов, так как расплавленный металл не смешивается со шлаком застывшего металла. Шлак, который всё же попал в ванну, вытесняется в сторону расплавленным металлом.
При уменьшении наклона, количество шлака попавшего в расплавленную ванну значительно уменьшается.
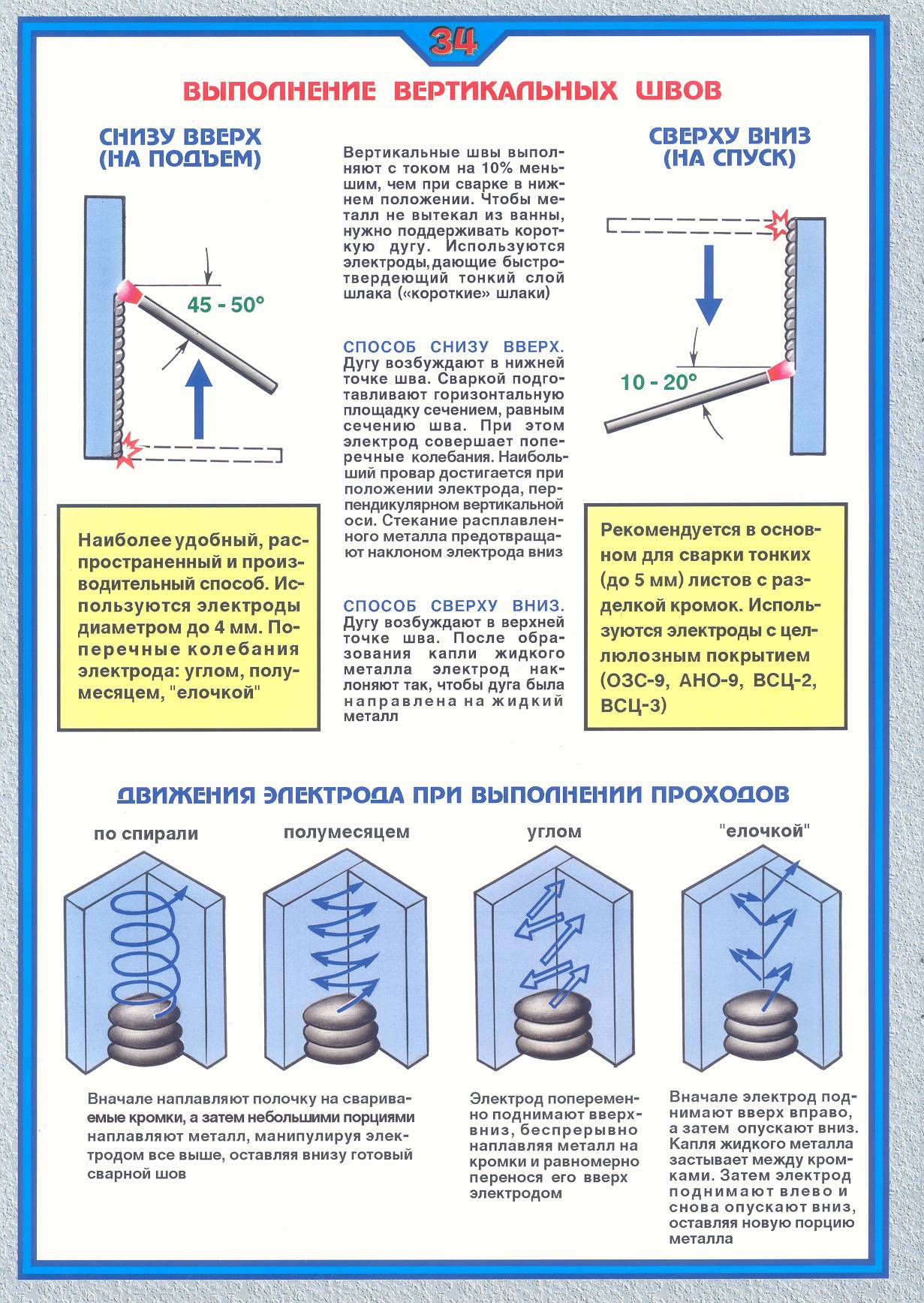
Наклон «углом вперед» применяется в тех случаях, когда не нужно глубокое проплавление основного металла. Также такой способ сварки подойдёт для сварки потолочных и вертикальных швов.
При наклоне электрода «углом назад», очень сложно выбрать оптимальную скорость перемещения. Происходит вытеснение шлака из сварочной ванны. Шлак шва может смешиваться с расплавленным металлом при низкой скорости сварки. Поэтому нужно выбрать оптимальную скорость перемещения. При таком угле наклона, происходит сильный перегрев металла. Поэтому, таким способом можно проваривают корень шва металла большой толщины.
Под углом 90° (перпендикулярно) производится сварка в тех случаях, когда выбрать более острый угол невозможно. Проплавление металла при таком способе очень маленькое.
Заключение:
Каждый сварщик должен развивать свой собственный стиль сварки. Для этого необходимо изучать методы работы других людей и много практиковаться.
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
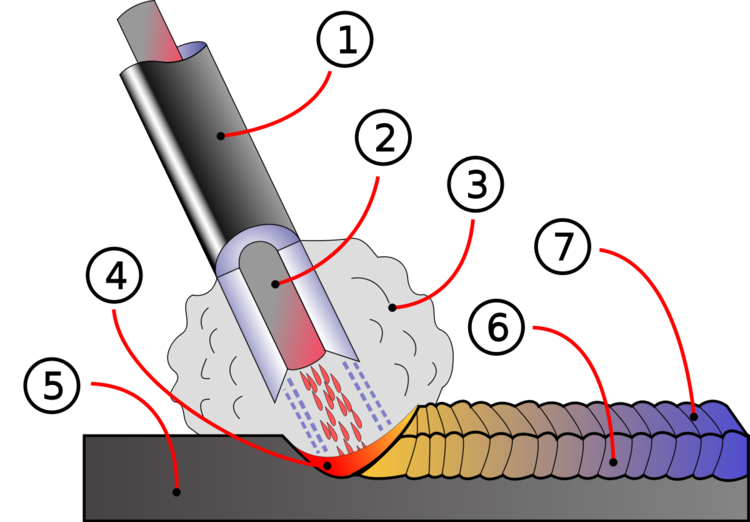
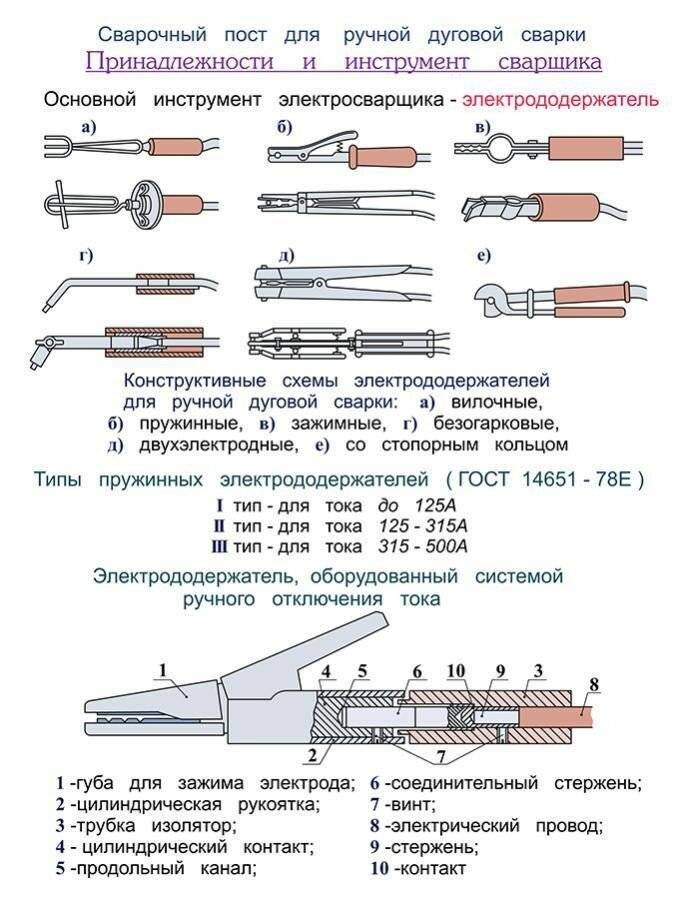
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
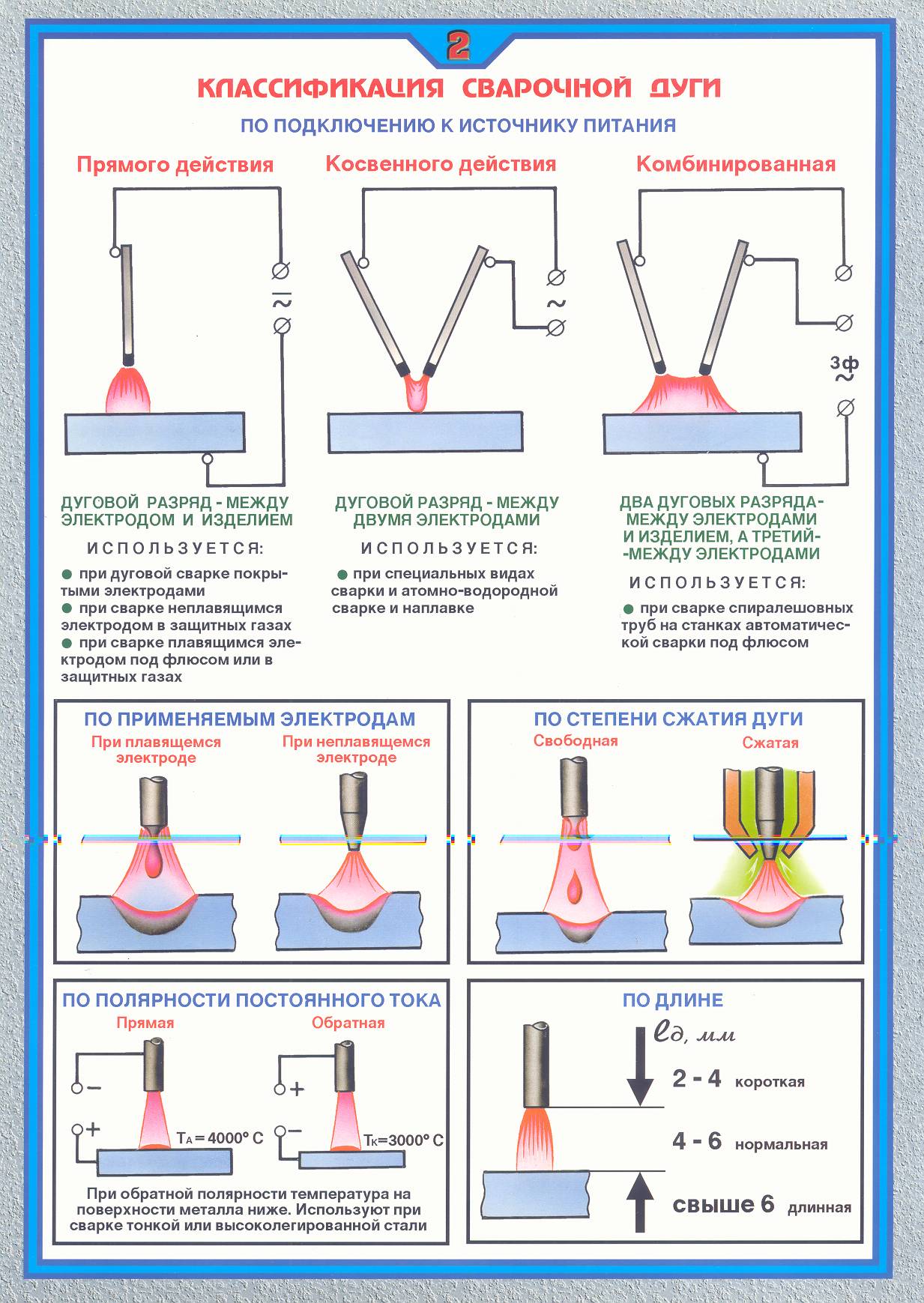
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
-
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Практика сварки для начинающих
Сначала нужно потренироваться зажигать дугу. Начинающим сварщикам рекомендуется придерживаться ряда практических советов по сварке металла:
источник питания инвертора должен иметь стабильные параметры, чтобы исключить поломку оборудования;
необходимо правильно подбирать режим работы инвертора, чтобы упростить процесс сваривания, а не добавить трудностей;
важно правильно подбирать полярность под конкретный вид сварки;
силу тока следует подстраивать вручную для исключения не проваренных участков или переплавленных, то есть учитывать тип металла и его толщину;
обязательно соблюдение правил техники безопасности при сварке, а также следование требованиям пожаробезопасности.
Для наработки опыта рекомендуется начинать с формирования сварных швов на сталях и сплавах, а только после этого переходить на нержавейку и цветные металлы.
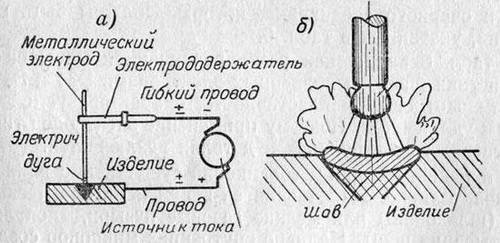
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
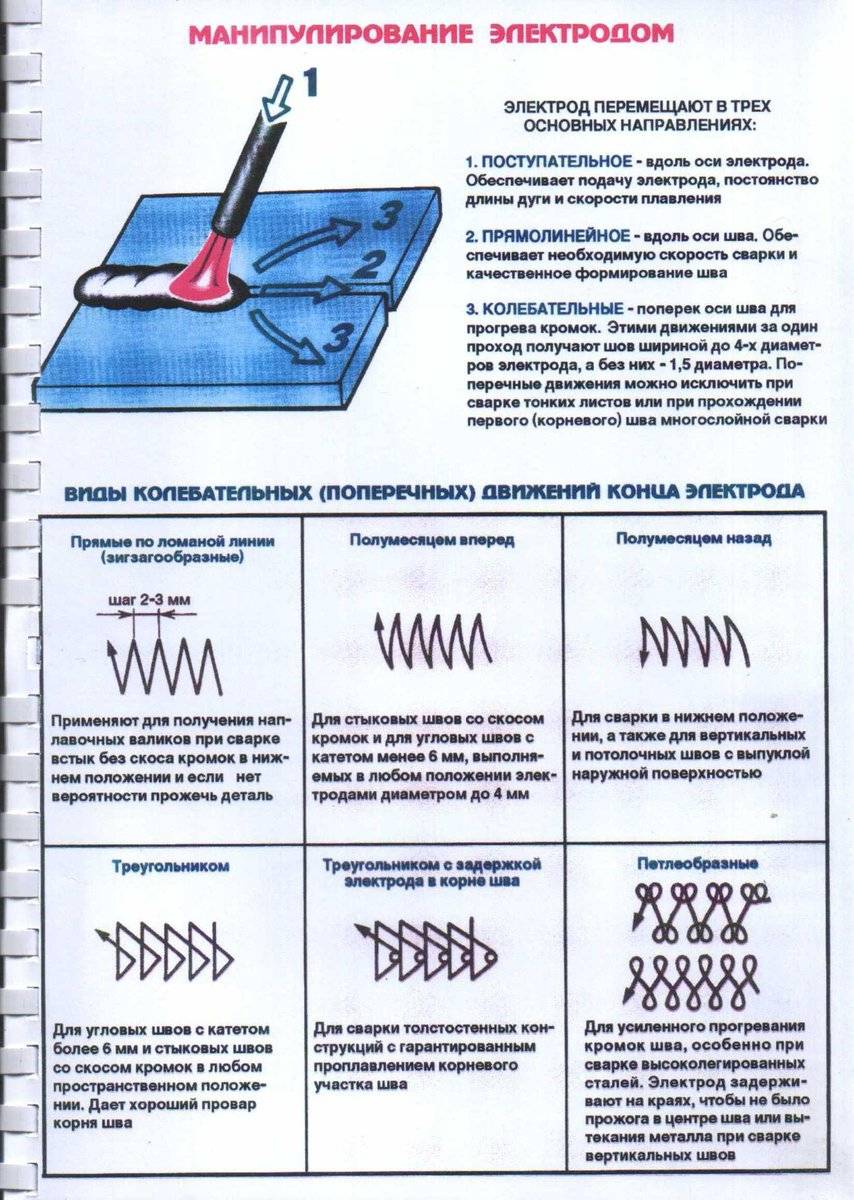
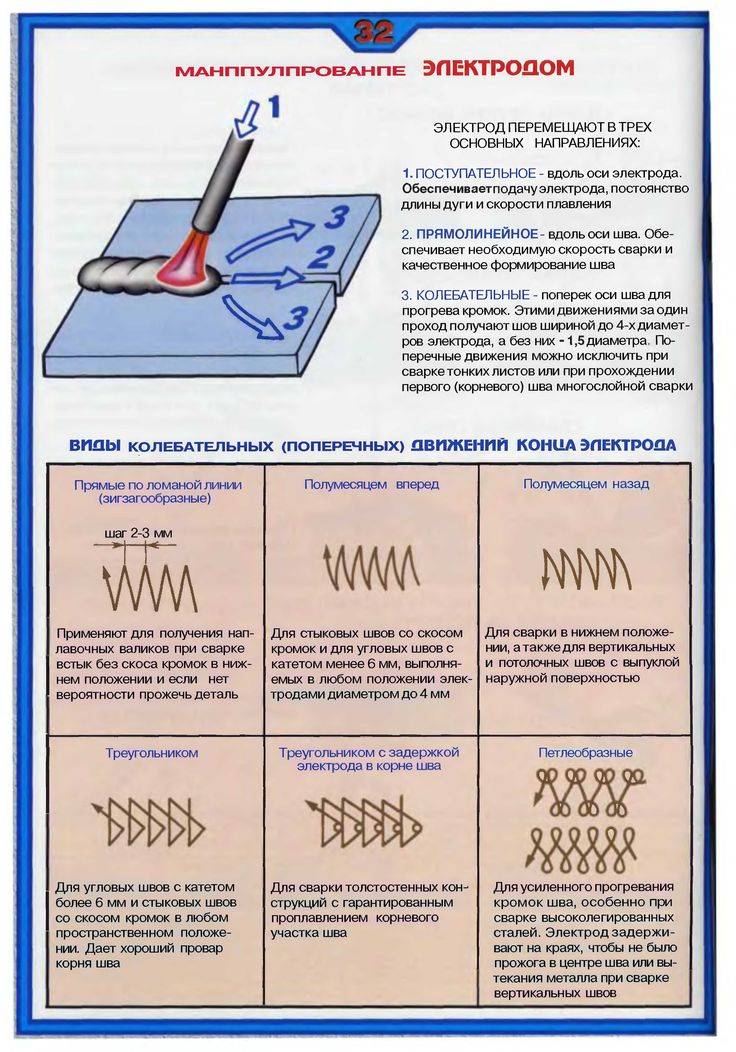
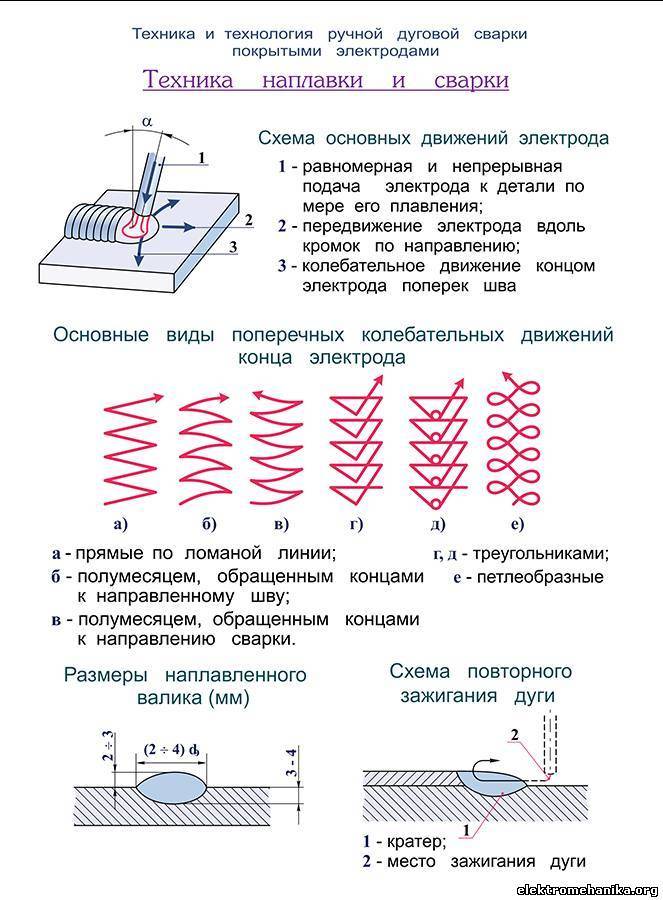
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.
Движения покрытым электродом при сварке
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Принципиальная схема ручной дуговой сварки покрытыми электродами
Преимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Книги
Нормативные правовые актыОбщественные и гуманитарные наукиРелигия. Оккультизм. ЭзотерикаОхрана труда, обеспечение безопасностиСанПины, СП, МУ, МР, ГНПодарочные книгиПутешествия. Отдых. Хобби. СпортНаука. Техника. МедицинаКосмосРостехнадзорИскусство. Культура. ФилологияДругоеКниги издательства “Комсомольская правда”Книги в электронном видеКомпьютеры и интернетБукинистическая литератураСНиП, СП, СО,СТО, РД, НП, ПБ, МДК, МДС, ВСНГОСТы, ОСТыЭнциклопедии, справочники, словариДомашний кругДетская литератураУчебный годСборники рецептур блюд для предприятий общественного питанияЭкономическая литератураХудожественная литература
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Начинаем варить
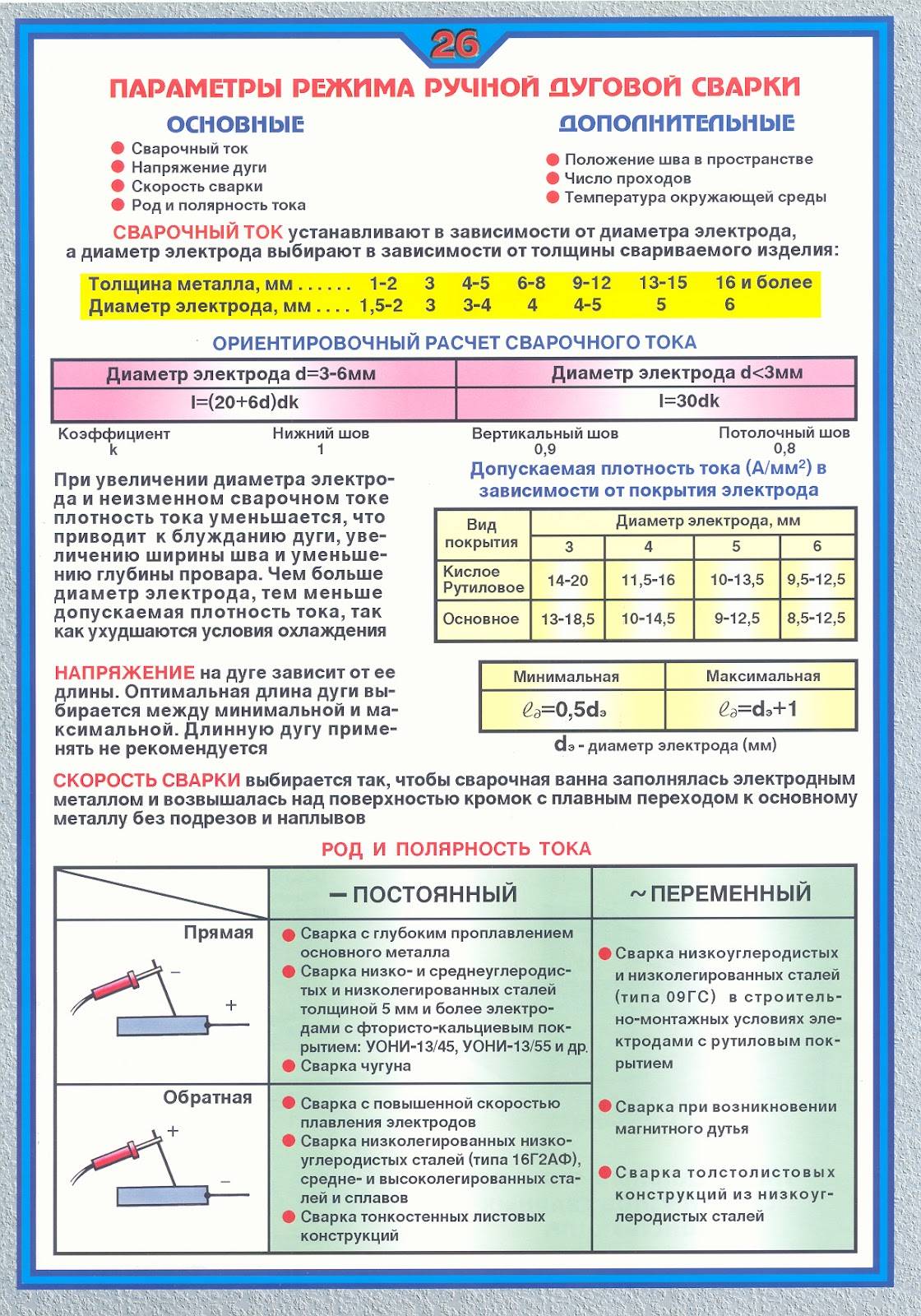
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.

Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.

Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать — важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Какую выбрать и применить полярность
На корпусе инверторов есть две клеммы с положительной и отрицательной полярностью для подключения массы и электрода. Возникает логический вопрос, как правильно выполнить подключение, чтобы обеспечить необходимый режим работы.
Есть 2 способа подключения:
- прямой полярностью, когда масса соединяется с плюсовым выходом, а электрод — с отрицательным;
- обратной полярностью, масса соединяется с минусовой клеммой, а электрод — с положительной.
 Схемы подключения массы и электродов к клеммам инвертора. Полярность определяет удобство работы с металлами различных толщин.
Схемы подключения массы и электродов к клеммам инвертора. Полярность определяет удобство работы с металлами различных толщин.
Выбор прямого подключения оптимален для сваривания тонколистового металла толщиной до 2 мм, а обратного — для массивных конструкций с толщиной более 3 мм.
Памятка новичка по сварке, какие требуются приспособления
Перед сваркой нужно освободить рабочее место от легко воспламеняемых материалов. Доступ к инструментам должен быть удобным. При необходимости следует установить защитные экраны, чтобы предотвратить попадание расплавленных капель на соседние конструкции или возгорание.
Одежде сварщика следует быть плотной, особенно перчаткам. На обуви металлические элементы или подбойки запрещены. Обязательно наличие сварочной маски, которая позволяет регулировать затемнение и избегать переутомления глаз.
Аксессуары сварщика
Для сварки потребуется подготовить:
- сварочный аппарат, позволяющий сварить конструкции с требуемыми параметрами;
- электроды с подходящей маркировкой;
- молоток для снятия окалин, подравнивания шовного соединения;
- ёмкость с водой для охлаждения или тушения непредвиденного воспламенения одежды или предметов.
Если наблюдаются перебои с электропитанием, то инвертор потребуется подключить к выпрямителю, чтобы добиться его стабильной работы.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;



Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
Конструктивные элементы сварных соединений
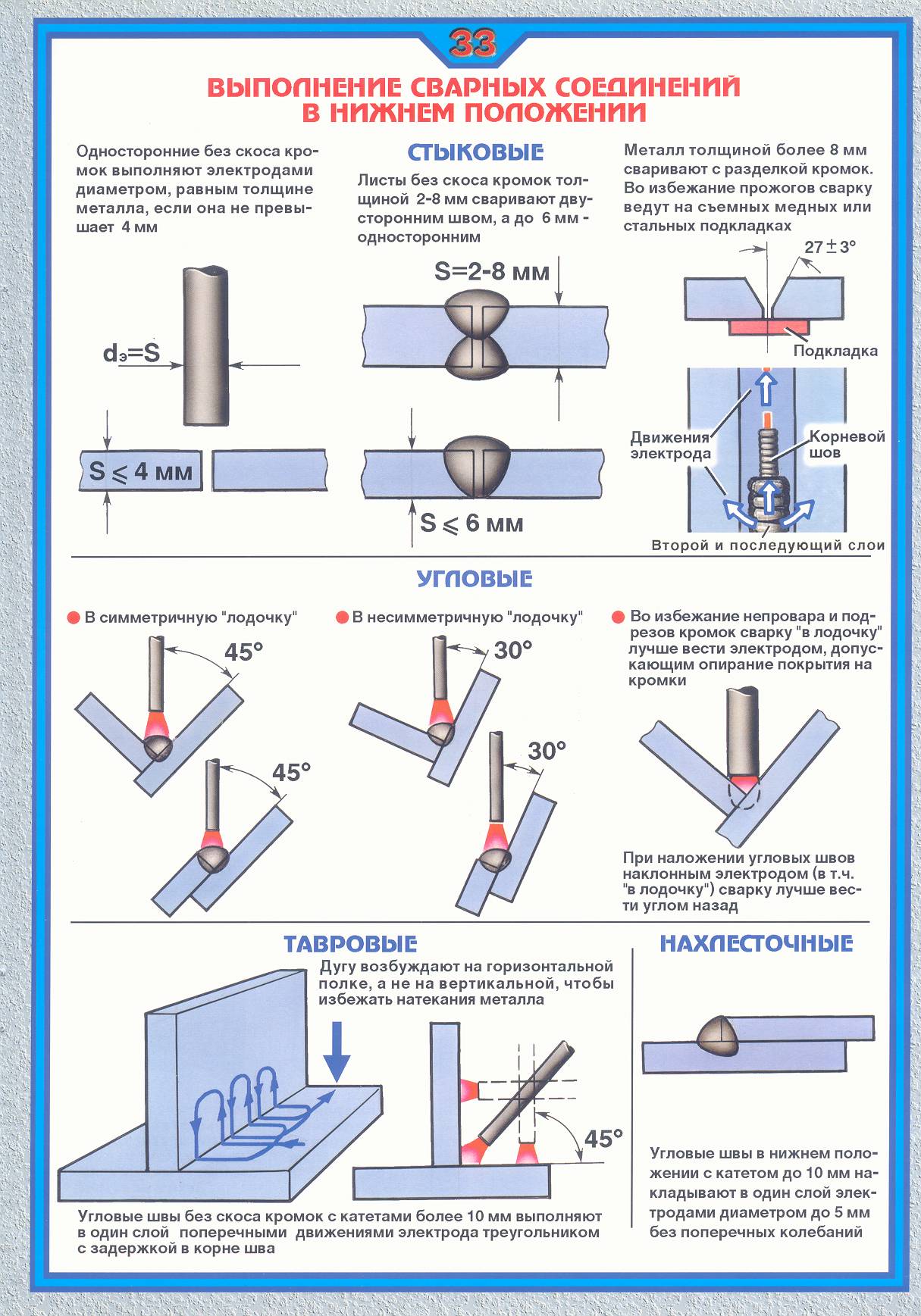
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
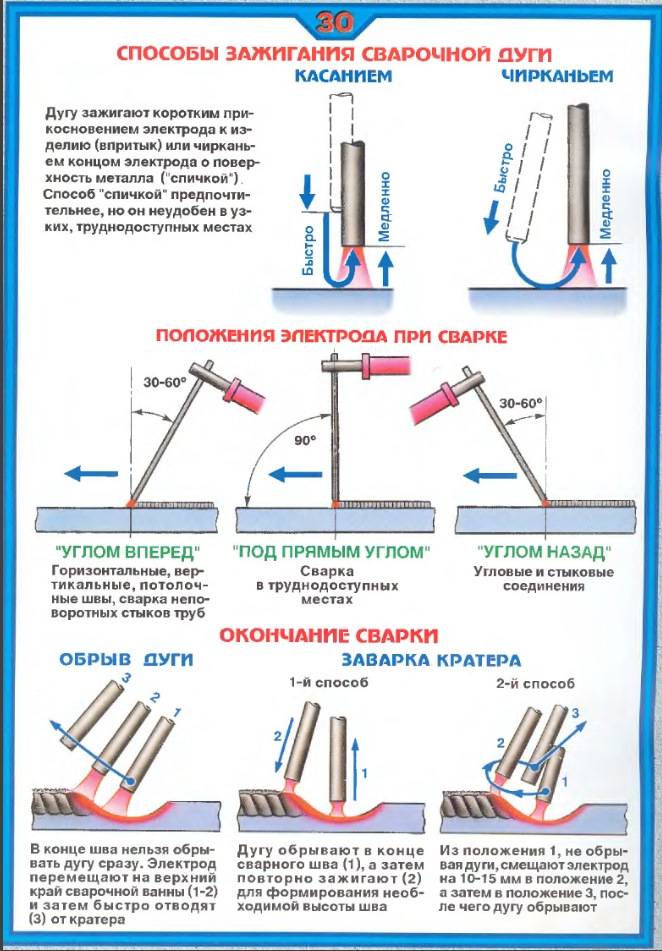
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
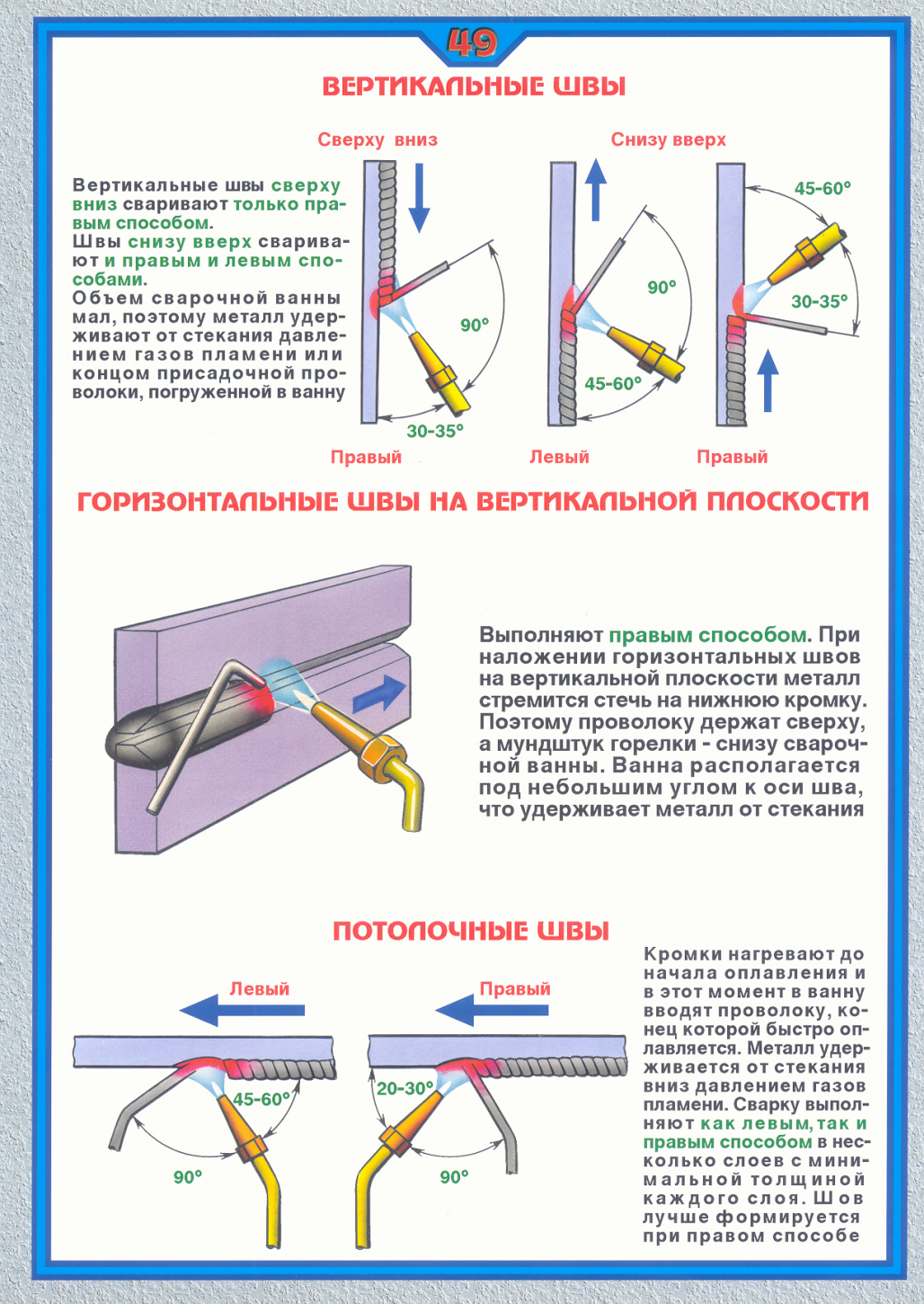
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.





