

Склеивание частей пластикового трубопровода
Методом склеивания соединяют ПВХ трубы с раструбом. Для лучшего сцепления раструб внутри и хвост вставляемой трубы обрабатывают наждаком, чтобы поверхность стала шероховатой. Далее снимают фаску, обработанные части обезжиривают, используя в качестве праймера метиленхлорид.
Перед тем как выполнить соединение, проверяют трубы на совместимость. Труба меньшего диаметра должна входить в раструб свободно, но не слишком. Затем линией отмечает границу для нанесения клея — это поможет состыковать детали без погрешностей.
На поверхности соединяемых элементов — 2 трети углубления раструба, а также полностью калиброванный конец трубы, равномерно наносят клей тонким слоем. Трубу вводят в раструб и проворачивают на четверть оборота, чтобы улучшить контакт между соединяемыми элементами. Состыкованные части удерживают до схватывания клея.
Для склеивания труб из поливинилхлорида применяют специальные агрессивные клеевые составы. Процесс схож со сваркой, но без высокотемпературного воздействия, его заменяет химическая реакция, в результате которой происходит растворение поверхностей соединяемых частей труб и превращение их в одно целое путем сополимеризаии
Занимает процесс всего секунд 20-30. Если на стыке появляется равномерный слой клея, его немедленно удаляют с помощью куска чистой ткани. От склеивания до полной стабилизации соединения и испытания трубопровода на герметичность должно пройти не менее суток.
Галерея изображений
Фото из
Предназначенные для склеивания ПВХ трубы выпускают с раструбами, позволяющими производить раструбное соединение. К ним производят фитинги, соединяемые с трубами тем же раструбным способом
Поверхности, которые будут контактировать между собой, сначала обрабатывают шкуркой, затем обезжиривают метиленхлоридом, растворяющим полимер, только после этого наносят клей
Клей, чаще всего это состав ГИПК-127, наносят тонким равномерным слоем на всю соединяемую поверхность трубы и 2/3 поверхности раструба или фитинга
Все действия по соединению должны занять не более 3 минут. Детали быстро соединяем, проворачиваем вокруг оси на 1/4 оборота и возвращаем на место. Если склеивание выполнено нормально, то вдоль кромки муфты/раструба должен выступить тоненький валик склеивающего состава
Трубы ПВХ для соединения склеиванием
Обработка труб перед соединением
Правила нанесения клея на ПВХ детали
Соединение обработанных клеем деталей
Для ремонта существующих трубопроводов используют фасонные детали в виде ремонтных муфт или изделий с удлиненным раструбом. Участок трубы вырезают, на концах снимают фаску, наносят на концы специальный клей. Муфту надевают на низ трубопровода.
На верх трубопровода надевают муфту с длинным раструбом до упора, если требуется, на нее монтируют фасонную деталь. Передвигают муфту вместе с фасонной деталью вниз до тех пор, пока она не состыкуется с нижней частью трубопровода. Надвижную муфту перемещают вверх так, чтобы она закрыла участок стыка.
Ремонтная муфта отличается от обычной соединительной тем, что у нее внутри нет бортика, поэтому в процессе ремонта сквозь нее можно перемещать раструб какой угодно трубы
Если даже после этого наблюдается течь, стык заполняют силиконовым герметиком. Низ и верх определяют в зависимости от направления движения транспортируемого вещества.
Это интересно: Выбираем утеплитель для труб — для водоснабжения, канализации и отопления
Где применяются различные виды фитингов для полиэтиленовых труб?
Исходным материалом, из которого изготавливают различные виды фитингов ПНД труб, служит латунь либо полиэтилен различной плотности.
Диаметры фитингов
для ПНД труб варьируются от 20 до 1200 мм.
Виды фитингов ПНД труб:
- Компрессионные
, как правило, применяют при сборке систем водоснабжения, в том числе питьевых. Их диаметр может составлять от 20 до 110 мм. Они рассчитаны на работу в температурном диапазоне 0… +45 ºС и при давлении от 10 до 16 бар. Монтаж ПНД труб с помощью компрессионных фитингов делают без использования горячих методов – сварки или пайки.
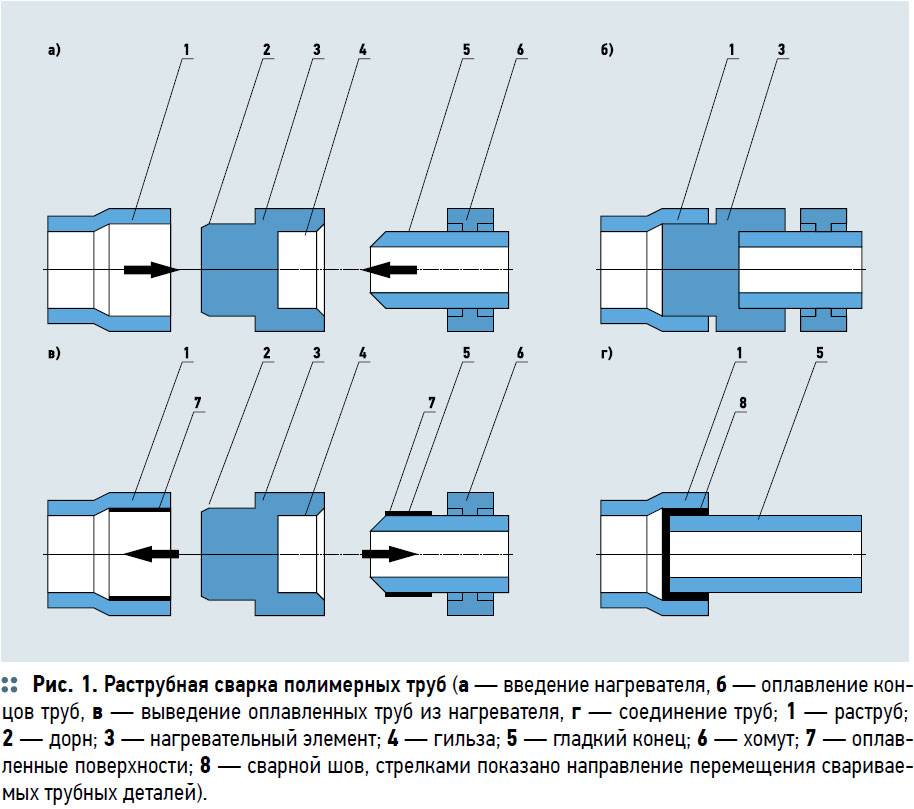
- В электросварных
устанавливается нагревательный элемент (проволока) на соединяющихся частях. При нагревании проволока плавит торцевые части трубы, и они спаиваются. В итоге получают качественный сварной шов. Такие фитинги берут при монтаже газо- и водоснабжения, при осуществлении аварийно-ремонтных работ. Электросварные фитинги представлены такими видами соединительных элементов, как тройники, отводы на 45º и 90º, переходники, заглушки, соединительные муфты.
- Металлические
выбирают, если необходимо присоединение труб из отличающихся материалов, например, при сборке труб ПНД со сделанными из металла.
- Литые
виды фитингов ПНД труб изготавливаются с использованием той же технологии, что и ПНД трубы, благодаря этому в прочности они не уступают соединяемым трубам. Температурные границы применения – 0… + 40 ºС. Используются в газо-, водоснабжении.
- Сегментные или сварные
виды делают из отдельных нарезанных частей трубы ПНД, которые потом подключают под необходимым градусом способом стыковой сварки. Используются для соединения трубопровода в местах, где он меняет направление: повороты, разветвления. Диаметры сегментных фитингов находятся в рамках 90-450 мм.
- Используя латунные
виды фитингов ПНД труб, мы получаем наиболее надежное, герметичное соединение. Латунные фитинги лучше всего использовать совместно с забивной опорной втулкой. Этот простой метод предотвратит деформацию торцов соединяемых труб и сужение трубы в месте соединения при сжатии обжимным фитингом.
- Труба ПНД 75 мм
обычно используется при монтаже безнапорной канализации или прокладке кабеля в уличной траншее.
Как подобрать
Для того, чтобы правильно выбрать резьбовой сгон, рекомендуется обратить внимание на следующие показатели:
- Вид соединительной детали.
- Тип материала.
- Требуемые технические характеристики.
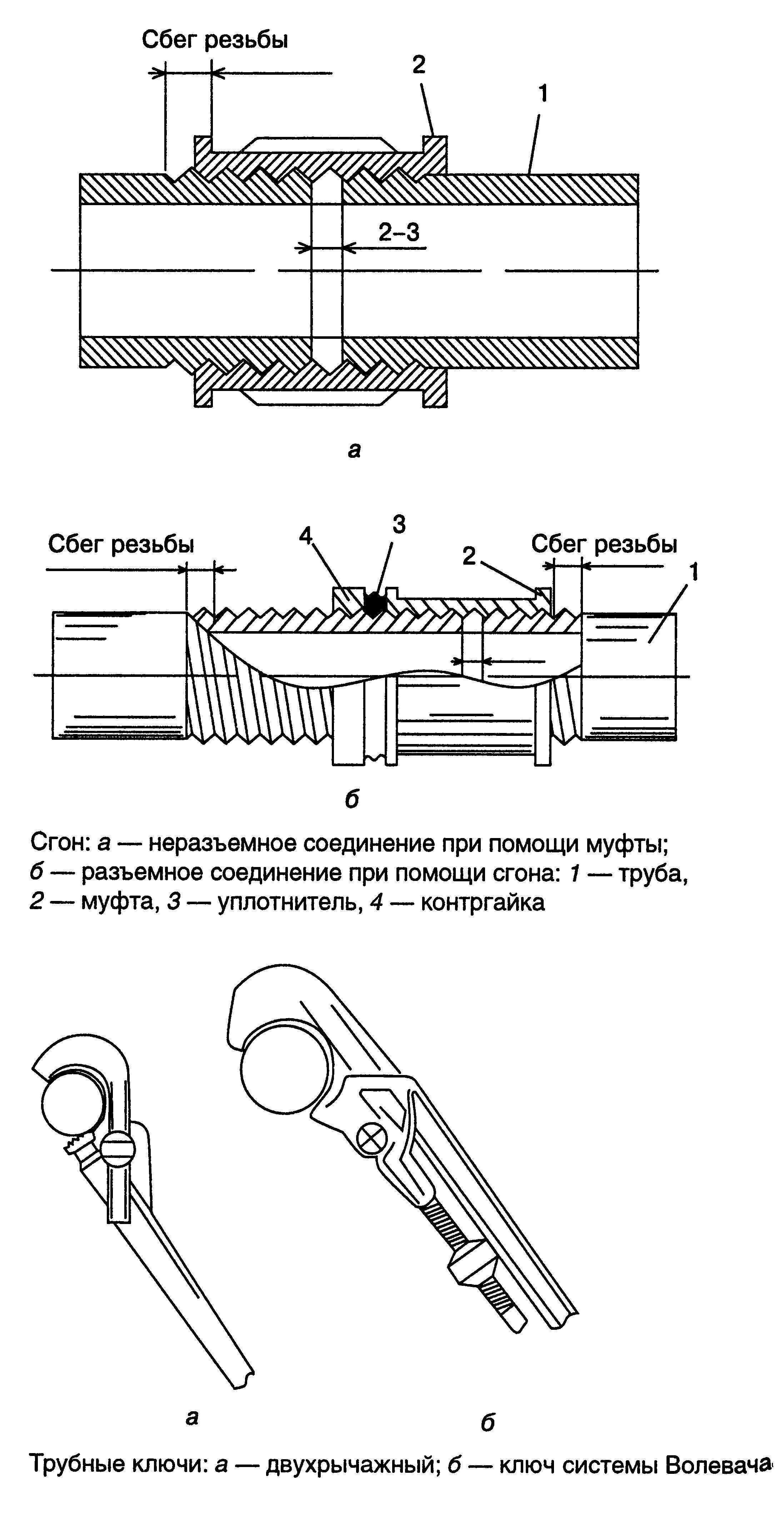
По конструктивному решению сгоны подразделяются на прямые и угловые детали, которые устанавливаются на прямых и поворотных участках трубопроводах.
Соединители можно подобрать в зависимости от области применения:
- Компенсирующие. Данные фитинги компенсируют возможное линейное отклонение до 5 мм в точках подключения сантехнических и газовых труб, батарей отопления.
- Короткие и длинные, которые применяют для подключения оборудования инженерных систем.
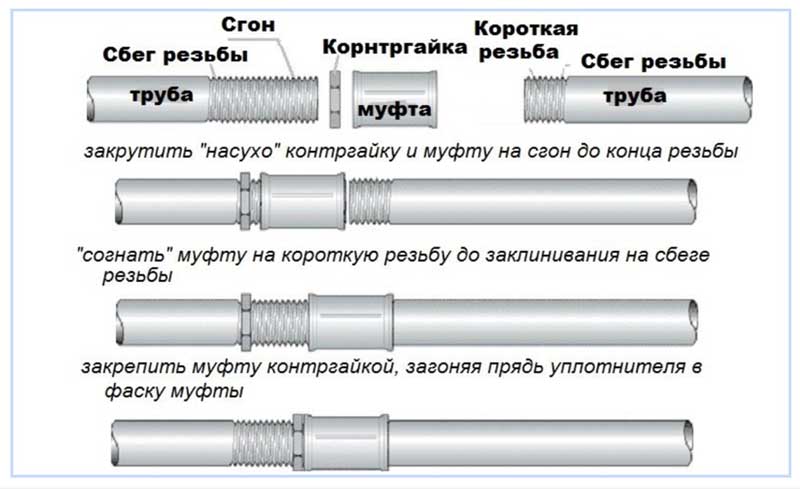
Новички – сантехники часто допускают ошибки и называют сгонами сантехнические детали «бочонок» или «резьба». Такое утверждение совершенно неверно. Дело в том, что бочонок представляет собой отрезок трубы с одинаковой длиной и размером резьбы. Хотя эта деталь применяется аналогично фитингам для стыковки труб без сварки.






Раструбный способ соединения
Раструб — это монтажное расширение, предназначенное для создания надежного соединения. Принцип основан на том, что в трубу большего диаметра вставляют конец трубы, имеющей меньшее сечение. Герметизируют соединение путем использования уплотнителя, помещаемого в раструб или склеивания составом, устойчивым к воде.
Соединение такого типа применяют при монтаже самотечных трубопроводов как для внутренней, так и наружной системы канализации, напорных наружных водопроводов и канализационных сетей
В зависимости от материала труб и их диаметра выбирают один из нескольких существующих вариантов раструбного сочленения: с уплотнительным кольцом, без кольца, сваркой, склеиванием.
Соединение без уплотнения кольцом
Без уплотнительного кольца чаще всего соединяют чугунные трубы. Вставляемую трубу укорачивают, обрабатывают торец так, чтобы в нем не осталось зазубрин и тещин. В раструб вставляют хвостовую часть сочленяемой трубы.
Получившийся зазор заполняют канатом из промасленной пеньки или льняными просмоленными прядями. Вначале уплотнитель укладывают кольцом и зачеканивают в раструбе, постукивая молотком по специальной деревянной лопатке или отвертке
При этом важно следить, чтобы концы материала не попали внутрь трубопровода
Продолжают послойную укладку уплотнителя до заполнения раструба на 2/3 его глубины. Для последнего слоя используют ничем не обработанный уплотнитель, т.к. масла или смола ухудшат адгезию при заполнении оставшегося в раструбе пространства цементом.
Для получения раствора нужен цемент марок 300 — 400 и вода для его разведения. Компоненты берут в соотношении 9:1. Цемент втрамбовывают в раструб и укрывают мокрой тряпкой для лучшего схватывания.
Наиболее качественная заделка — использование расширяющегося цемента. Его приготавливают перед самым применением путем добавления в емкость с основным компонентом воды в пропорции 2:1 с дальнейшим тщательным перемешиванием и заливкой в раструб. При затвердении цемент самоуплотняется и становится полностью водонепроницаемым
Иногда вместо цемента используют асбоцементную смесь, изготовленную из цемента М400 и качественного асбестового волокна в соотношении 2:1. Воду добавляют непосредственно перед укладкой в количестве около 11% от веса сухой смеси. Вместо уплотнителей на основе цемента практикуют применение битумного, силиконового герметиков, глины, последний слой которой укрепляют путем нанесения битума или масляной краски.
Соединение раструбом с уплотнительным кольцом
Такой метод при устройстве внутридомовой канализационной системы применяют наиболее часто. Кольцо из резины, зажатое между раструбом и вставляемой в него трубой, дает герметичное соединение. Поэтому способ не только простой, но и надежный.
Уплотнительное кольцо в некоторой степени сглаживает перепады осей между двумя соединяемыми трубами, но только в том случае, когда оси на каждом метре составного трубопровода смещены на величину, не выходящую за пределы толщины стенки трубы. Если это условие нарушено, то повышается вероятность появления протечек в результате неравномерного деформирования уплотнения.
Порядок соединения труб раструбом. Стыкуемые детали очищают от грязи и пыли. Чтобы не повредить уплотнительное кольцо при установке, гладкий конец трубы предварительно смазывают мылом, глицерином или специальной силиконовой смазкой. Масла для этой цели применять нельзя. Кроме смазки, защитит кольцо от повреждений фаска, выполненная на стыковочном конце трубы меньшего диаметра под углом 15⁰
Чтобы определить глубину вжима свободного хвостовика трубы в раструб, уплотняющее кольцо временно снимают. Затем, поместив трубу в раструб до упора, отмечают то место, где вставляемая часть соприкасается с раструбом. При монтаже трубу немного выдвигают по отношению к отметке — на 0,9 – 1,1 см. Это расстояние позволит уравновесить внутренние напряжения, появляющиеся в системе при температурных колебаниях.
Специалисты рекомендуют перед размещением кольца окунуть его в мыльную воду и немного сжать. Это значительно упростит его вставку в углубление раструба. С целью сведения до минимума величины перекоса, отдельные производители стали выпускать фитинги с углом 87⁰ вместо 90⁰. Труба входит в раструб под уклоном и кольцо не перекашивает.
Когда есть необходимость в соединении труб, изготовленных из материалов разного рода, применяют переходные патрубки. Такой размер патрубка, как внутренний диаметр должен соответствовать наружному сечению подсоединяемой трубы. В случае сочленения раструба полимерной трубы с трубой из чугуна на конец второй накладывают двойной уплотнитель и монтируют патрубок.
Что такое раструб?
Так называется незначительное уширение с одной стороны коммуникаций. Второй торец изделия всегда имеет ровную поверхность. Это обусловлено тонкостями монтажа. Если интересует вопрос, что такое раструб, нужно больше узнать о конфигурации данной части изделия. Она имеет воронкообразную форму. При выборе труб следует учитывать диаметр прямолинейного участка и раструба, т.к. подключение будет выполняться в данном месте.
Существуют разные виды коммуникаций с уширением на одном конце, отличные по материалу:
- полимерные;
- металлические (чугунные, стальные);
- керамические;
- асбестобетон;
- железобетонные.
При монтаже гладкий конец изделия вставляется в раструб. Для создания герметичного соединения предусматривается резиновый уплотнитель. Он закладывается в специальный кольцевой паз. При покупке труб уплотнитель предусматривается в комплекте. В результате монтаж осуществляется быстро и без дополнительных средств. Для сравнения, безраструбные канализационные трубы соединяются с помощью специального оборудования (сварочный аппарат для металла, паяльник для полимерного материала).
Проще всего стыковать между собой полимерные коммуникации. Изделия из других материалов часто требуют применения вспомогательных средств. Это могут быть уплотнители или специальные составы, смеси.
Безраструбное соединение отличается низкой надежностью. Если планируется использовать коммуникации без уширения с одной стороны, рекомендуется задействовать фасонные элементы. Они перекрывают шовное соединение, благодаря чему несколько увеличивается прочность трубопровода.
Раструб — многофункциональный элемент. С его помощью решаются разные задачи:
- увеличение скорости выполнения монтажных работ;
- защита от протечек;
- упрощение процесса соединения элементов трубопровода;
- обеспечение возможности стыка труб из разных материалов;
- на участках, где располагается раструб, образуется дополнительное ребро жесткости, что позволяет повысить надежность системы;
- упрощение процесса демонтажа, если необходимо выполнить замену старых труб или произвести прочистку трубопровода.
Какие фитинги лучше подходят для медных труб
Перед выбором фитингов для ваших сантехнических систем следует внимательно проанализировать схему прокладки отопления и водопровода и подсоединение к ним точек разбора воды, нагревательных агрегатов, радиаторов, трубопроводов теплого пола, узлов учета.
Затем следует оценить, есть ли у вас возможности для пайки медных труб либо только для монтажа при помощи фитингов:
- Сварка дает максимально надежное и герметичное соединение.
- Прессовое соединение — второе по надежности и герметичности.
- Фитинги для пайки — относительно недорогие.
Если предстоит прокладка достаточно протяженных труб отопления и теплого пола, при выборе монтажа с помощью пайки можно немало сэкономить. Но для присоединения радиаторов и подключения к отопительному агрегату придется использовать компрессионные или пресс-фитинги. Монтаж более коротких водопроводных и газовых систем можно выполнить без сварки.
Советы по выбору
Перед выбором материалов следует начертить схему и рассчитать количество необходимых материалов.
При выборе медных изделий для пайки осмотрите их: если есть замятия, трещины — идите в другой магазин. Толщина стенки соединителя должна быть равна толщине стенки трубы или больше и равна толщине в сертификате или паспорте.

При выборе комплектующих из латуни или бронзы обратите внимание на вес изделия:
- Плотность бронзы — 7,8-8,7 т/м³.
- Плотность латуни — 8,3-8,7т/м³.
Для сравнения — плотность стали 7,85 т/м³.
Латунные и бронзовые изделия не должны казаться легкими. Соединитель с тонкими стенками будет ненадежен, лучше такой не покупать.





Второе — внешний вид резьбы. На ней не должно быть недорезанных витков, сколов, заусенцев, примятых мест. Неплохо попробовать скрутить между собой несколько видов фитингов с парной резьбой: если скручиваются плохо, значит, у всех фитингов этого бренда резьба нарезана не очень точно, производитель не слишком добросовестный, поищите другого.
Лучшие производители и примерная цена
Самые известные производители комплектующих к медным трубопроводам:
- Немецкая компания VIEGA — лидер по качеству.
- Сербская компания MAJDANPEK.
- Итальянская компания Tiemme.
- Компания SANHA, Германия.
- Компания MUELLER, США.
Доступная цена у изделий под пайку — от 40 рублей за муфту и 50 рублей за тройник ходовых диаметров 18-22 мм. Компрессионные и прессовые изделия дороже на порядок — муфта диаметром 22 мм стоит 400 рублей, уголок диаметром 25 ммх¾» на 90° стоит уже 400 рублей.

Основные преимущества и недостатки
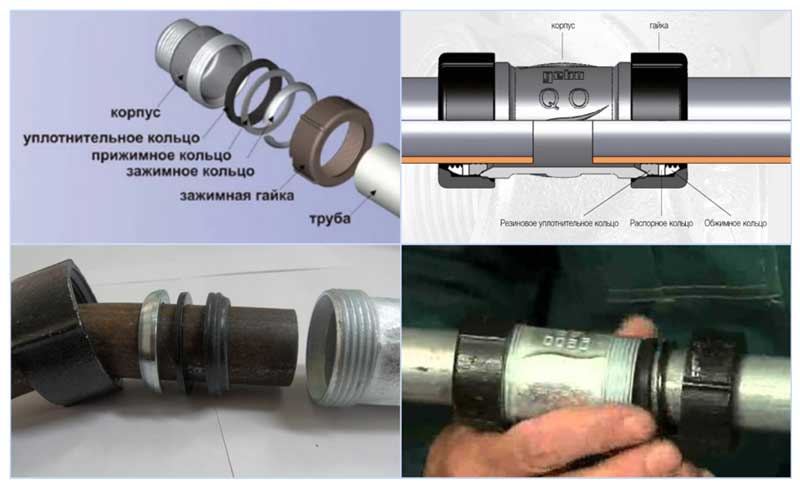
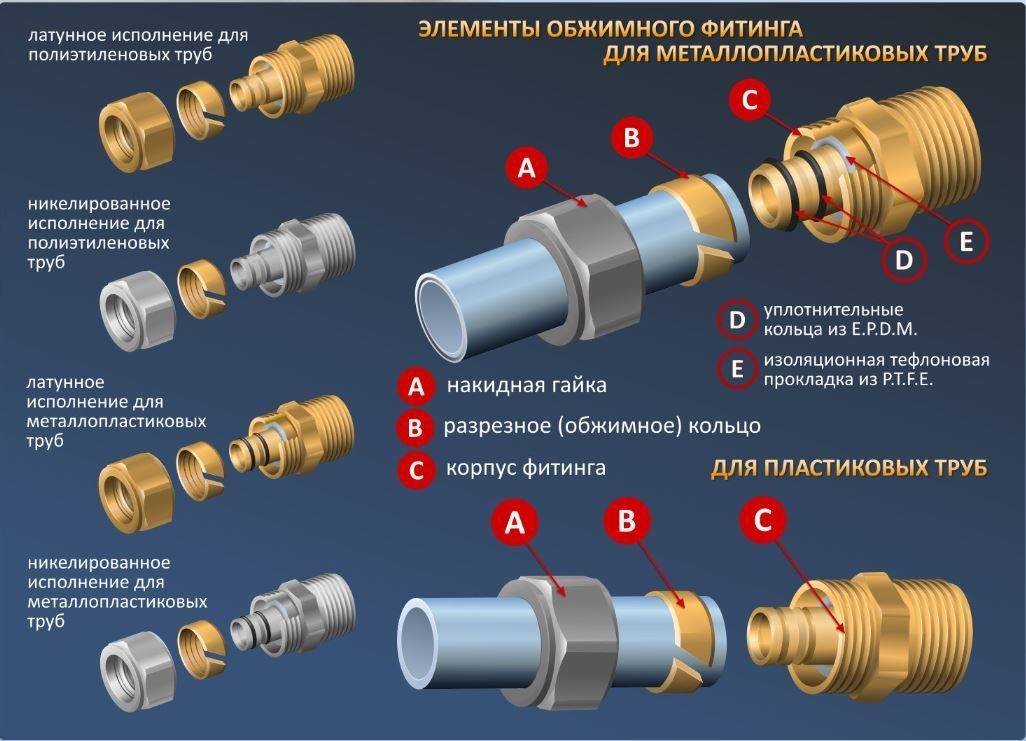
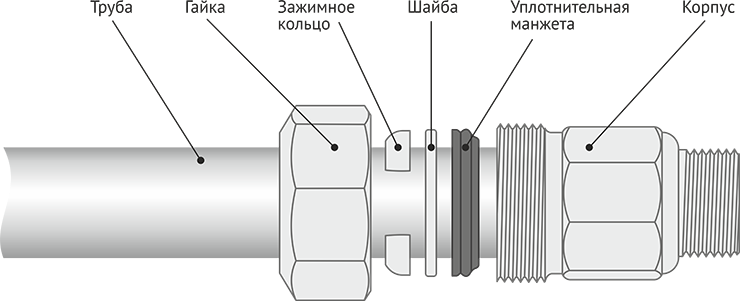
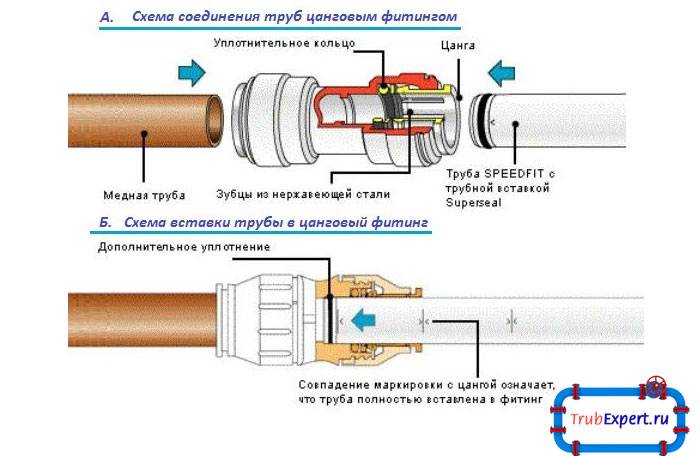
Используемые для соединения труб зажимы, основой конструкции которых является цанга, начали применяться относительно недавно, но уже успели стать популярными среди профессиональных специалистов и домашних мастеров. Причина такой популярности заключается в преимуществах этих соединительных элементов перед фитингами обычного типа.
Невысокая себестоимость
Этот параметр складывается как из цены самих зажимов, так и из стоимости их установки, для выполнения которой не требуется применять дорогостоящее оборудование и специальные инструменты. Важным является и то, что замена таких соединительных элементов, если она потребуется, также не будет связана с серьезными финансовыми затратами.
Доступность
Приобрести фитинги цангового типа для труб практически любого диаметра сегодня не представляет особых проблем. Кроме того, на современном рынке можно найти зажимы цангового типа любого типоразмера, а также предназначенные для труб, изготовленных из различных материалов.
Простота использования
Чтобы научиться качественно соединять трубы при помощи цанговых зажимов, потребуется совсем немного времени и минимальный набор используемых инструментов.
Долговечность создаваемого соединения
При нормальных условиях эксплуатации трубопровода зажим цангового типа способен прослужить не один десяток лет. Вывести его из строя в состоянии лишь значительные механические нагрузки и протекающие в трубопроводе коррозионные процессы.
Надежность
Это преимущество цанговых зажимов обеспечивают как механические характеристики сформированного соединения, так и его исключительная герметичность.
Возможность многоразового использования
В отличие от сварных соединений и фитингов, которые соединяются с пластиковыми трубами при помощи нагрева, цанговые соединительные элементы могут использоваться неоднократно
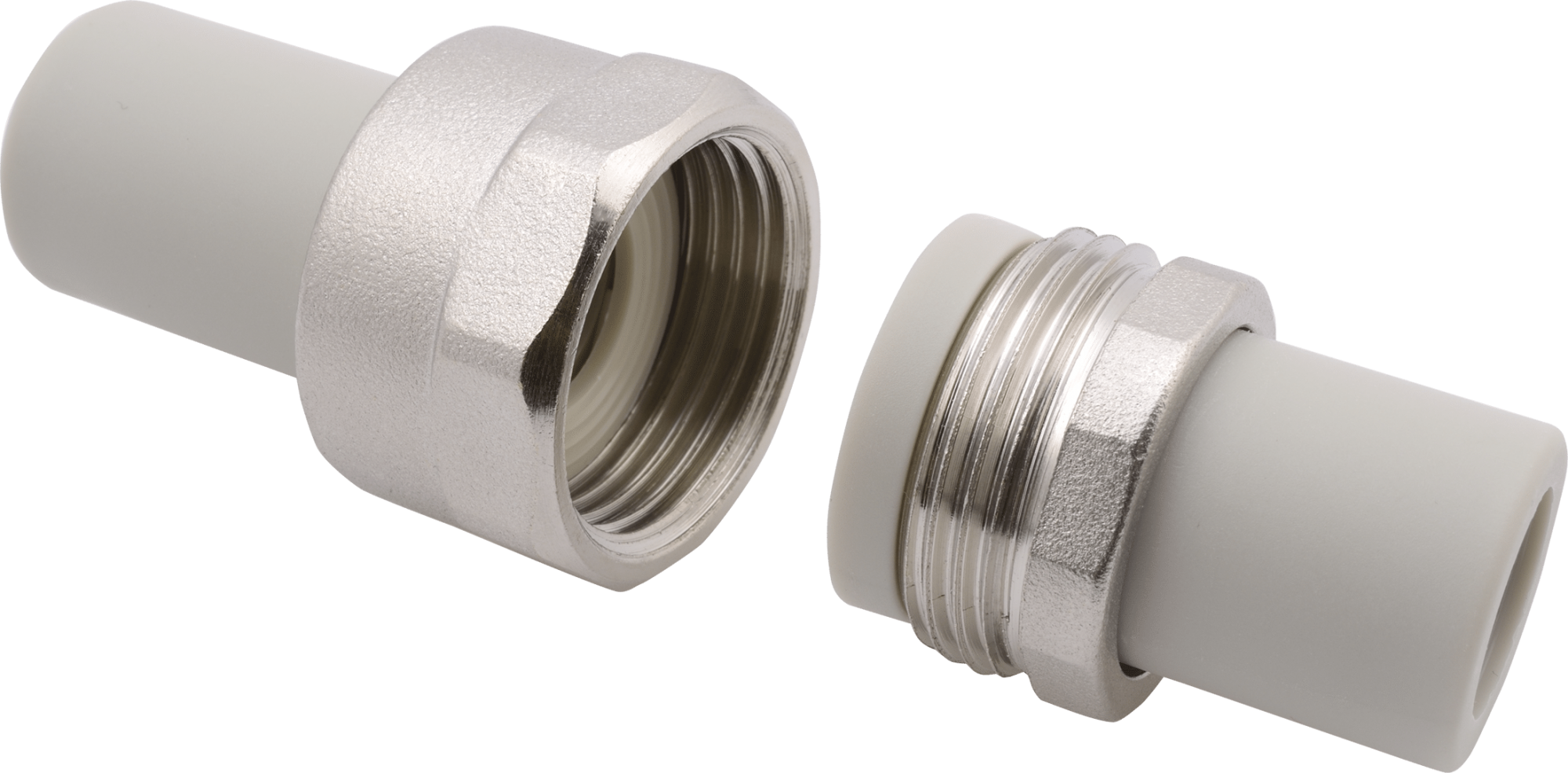
Такое важное качество цанговых зажимов позволяет значительно упростить процесс ремонта трубопроводов, для монтажа которых они были использованы. Кроме того, возможность многократного использования цанговых фитингов позволяет выполнять замену отдельных участков трубопровода, не демонтируя всю систему. Разъемное соединение металлопластиковой трубы с помощью цангового фитинга
 Разъемное соединение металлопластиковой трубы с помощью цангового фитинга
Разъемное соединение металлопластиковой трубы с помощью цангового фитинга
Если говорить о минусах зажимов цангового типа, то к наиболее значимому из них следует отнести то, что такие соединительные элементы со временем ослабевают. Это приводит к возникновению протечек в трубопроводных системах. Между тем устранить протечку, возникшую по данной причине, совсем несложно: для этого достаточно подкрутить цанговый фитинг.
Именно из-за такого недостатка цанговых зажимов размещать их следует в тех местах трубопровода, где к ним обеспечен прямой доступ. Фитинговые элементы, основой конструкции которых является цанга, нельзя применять внутри стен и других строительных конструкций. Подтяжка цанговых фитингов для улучшения их герметичности выполняется, как правило, не чаще одного раза в год.
Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
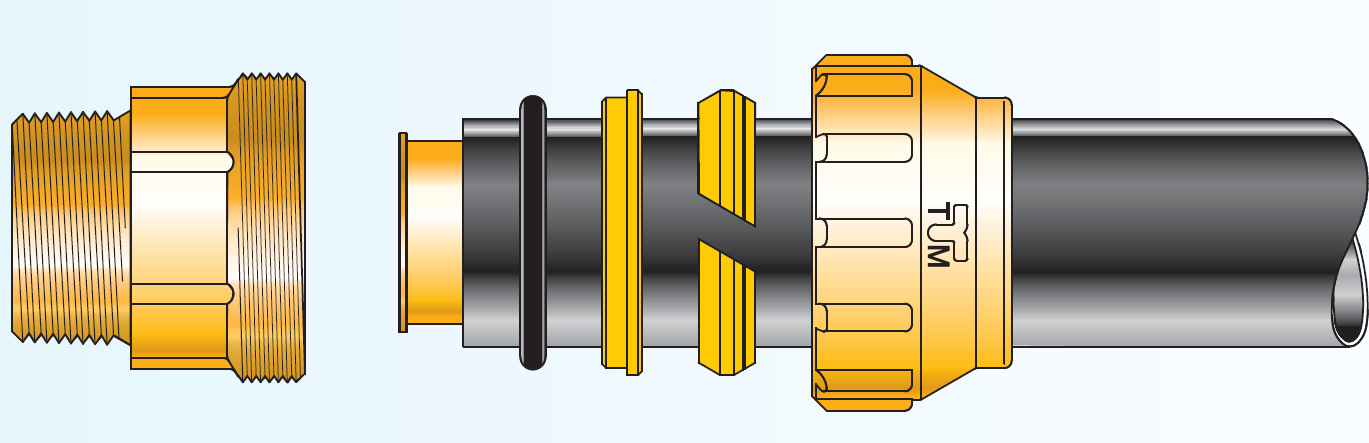
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
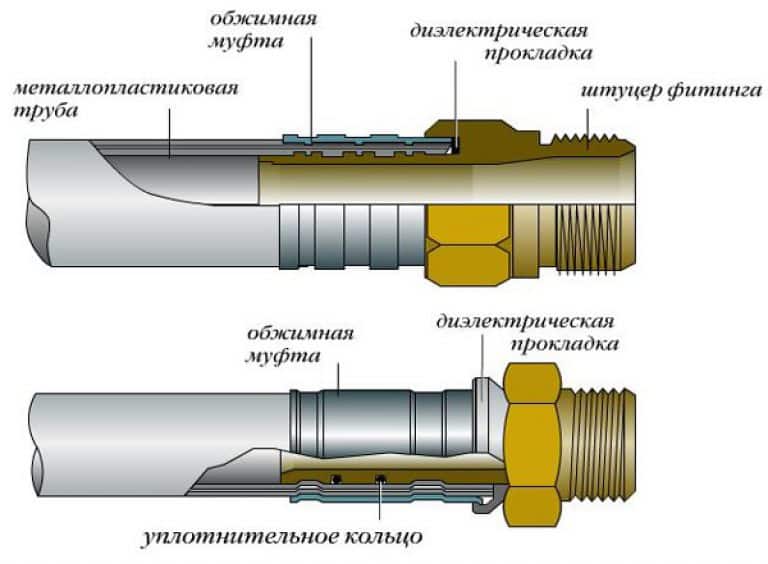
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
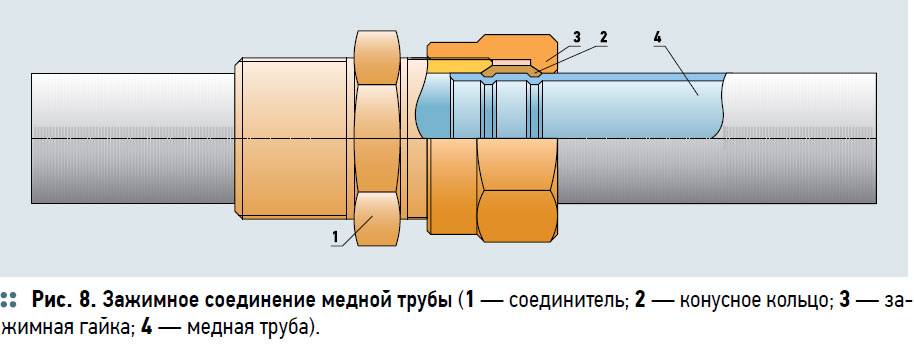
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.





Анаэробный клей-герметик
Уплотнитель последнего поколения застывает только после закручивания, твердеет в пределах 20 минут.
Вязкость, скорость твердения и сила фиксации составов бывает разная. Чем жиже клей, тем на более мелкую резьбу он рассчитан. Соединение, смонтированное с помощью анаэробного герметика сильной фиксации, разбирается только при нагреве.
Преимущества:
- наиболее быстрый монтаж;
- собирается без ключей, одними руками;
- заполняет все межрезьбовое пространство;
- при закручивании не происходит перекоса, нагрузка на резьбу передается равномерно;
- до начала схватывания возможна юстировка на любой угол;
- соединение не придется дотягивать, как в случае со льном, лентами или нитью;
- нет торчащих частей уплотнителя;
- защищает от коррозии;
- устойчивость к повышенному напору воды.
Недостатки:
- самый дорогой уплотнитель;
- место соединения должно быть идеально чистым и обезжиренным;
- пользоваться водопроводом можно только после отверждения герметика;
- сложная разборка соединения;
- после нагрева при демонтаже на стыке разнородных материалов может возникнуть течь;
- пачкает руки.
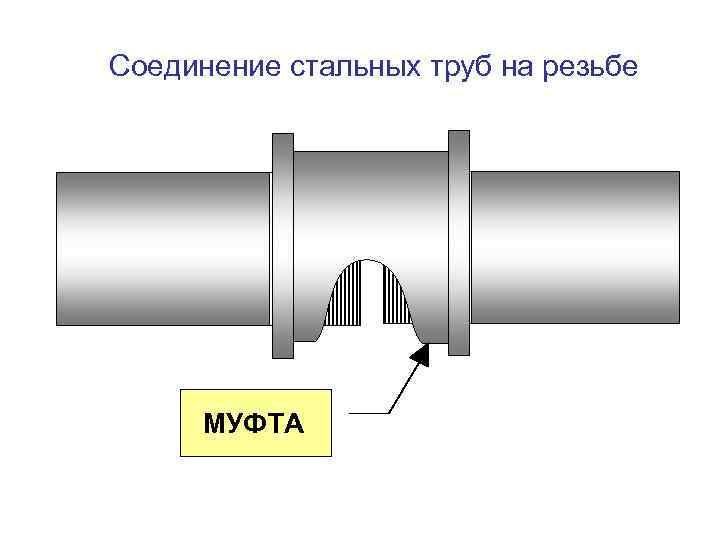
Соединение газовых труб
Габаритные трубы из стали, имеющие сварные швы, обычно используются для газопроводов с сечением ½–2. Трубы, являющиеся бесшовными, подходят для более крупных соединений в газовой системе. Под землей лучше всего прокладывать стальные битумизированные трубопроводы без швов, которые имеют не сварные, а резьбовые стыки. Принцип сцепления у их частей аналогичен тому, что применяется у водопроводных (по типу фитингов). Раструбы в этом случае уплотняются современными герметиками или льном со специальной пропиткой.

Запорные краны газопроводов герметизировать нежелательно, ведь в этом случае их будет проблематично открыть при срочной необходимости. Такие краны следует плотно подгонять друг к другу и закрывать вручную или ключами. В подвальных помещениях трубы стыкуют хомутами и скобами, а там, где они проходят через стену, защищают особым чехлом. В шлакобетонной кладке поверхность газопровода дополнительно покрывают изолирующей антикоррозионной краской.
Герметики для соединений газовых труб — необходимые составы и приспособления, игнорировать применение которых нельзя. Они обеспечивают должный уровень надежности стыков и позволяют продлить срок службы оборудования.
Пошаговое создание соединения связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Подготовительный процесс перед созданием узла способом типа «press-connect»
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки. Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Шаг 2: отметка глубины вставки и подбор кулачков
Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
РИС8 Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Применение обжимного инструмента на завершающем этапе создания соединения механическим прессованием
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг. Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.
По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.





