Характеристики электросварных труб
Международный стандарты: электросварные трубы из аустенитных марок стали ASTM A554, A270, A312, A249, A269, DIN 17457, 17455 Тип сварки шва – TIG, лазерный шов. Поверхность: • Матовая • Шлифованная (180, 320, 400 Grit) • Зеркальная (400,600 Grit)
Условные обозначения для определения типа поверхности электросварной трубы
Тип поверхности | Обозначение | |
Матовая | Matt, Mill finish | Матовая |
Шлифованная | Brushed | Зачищенная, первичная шлифовка |
Satin 180 Grit Satin 320 Grit Satin 400 Grit | Степень шлифовки | |
Зеркальная | Mirror 400 Grit Mirror 600 Grit | Степень полировки |
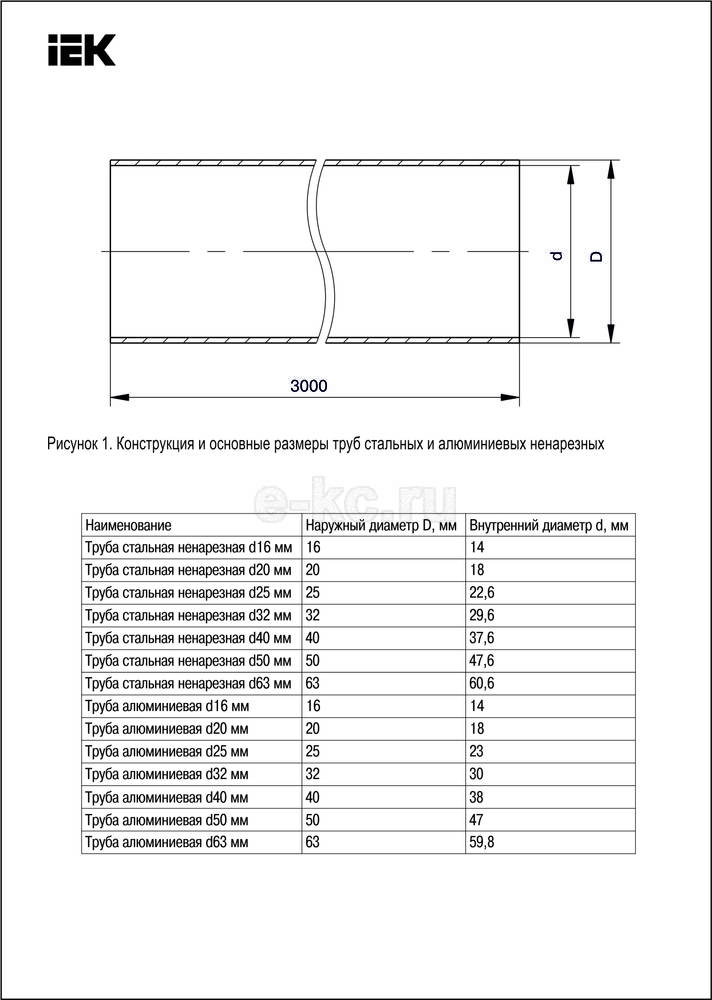
Форма: • круглая • профильная Длина: 6м (возможна поставка под заказ трубы любой длины). Типоразмеры: • диаметром от 6 мм до 325мм • сечением от 10х10мм до 300х300мм, 400х200мм Толщина стенки: от 0,8 мм до 6 мм
Этапы изготовления бесшовных труб
Помимо всех сложностей технологии, по которой производится бесшовная труба-нержавейка, стоит учитывать еще и огромный расход ресурсов и энергии. Чтобы получать изделия высокого качества, обязательно нужно при производстве использовать соответствующие материалы. В первую очередь речь идет о металле, который должен быть очищен от любых примесей. Производство осуществляется на автоматических станках высокой точности.

Выполняются работы в определенной последовательности:
- Заготовка раскаляется в печи.
- Раскаленный металл подается на прессовочно-прошивной стан, где специальные штамповочные головки воздействуют на него механически для придания определенной формы. В процессе обработки раскаленного металла не появляются разрывы, а материал деформируется в правильном направлении. Форма остывшего изделия остается неизменной всегда.
- На следующем этапе трубу раскатывают, придавая ей соответствующие линейные размеры: длина, внутренний и внешний диаметры, толщина стенок.
- Остывание и калибровка изделий происходят в ходе их погружения в ванну с водой. Если нужна особенно прочная и качественная бесшовная коррозионностойкая труба, то ее дополнительно закаляют путем прогрева и мгновенного охлаждения.
- В конечном итоге трубу режут на отдельные куски, исходя из стандартов для конкретного изделия, и на них наносят маркировку.
Водогазопроводные

Как очевидно из названия, используется в основном для проведения водопровода или газопровода (нестандартные применения вроде теплиц не рассматриваются). Давление в этих трубах весьма умеренное. По методу производства они ничем не отличаются от прямошовных.
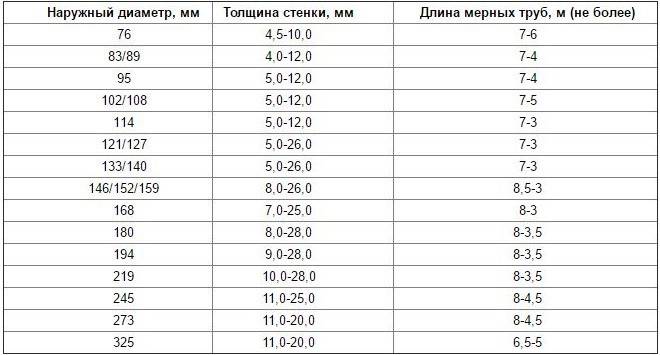
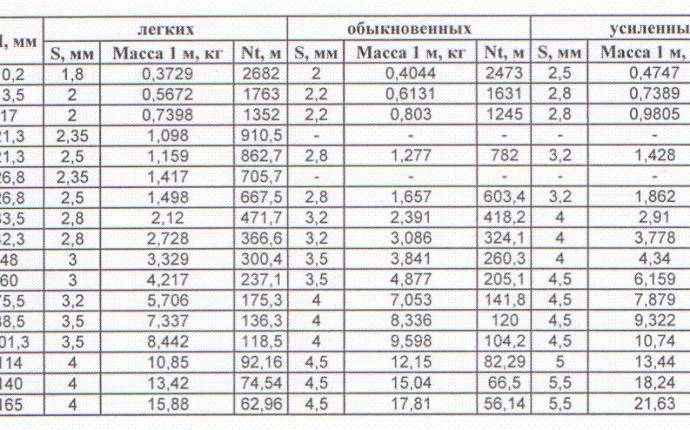
Пройдемся по размерам: диаметр может быть от 1,02 сантиметра до 16,5 сантиметров, а толщина стенок – от 1,8 до 5,5 миллиметров. Длина труб лежит в диапазоне от 4 до 12 метров.
Существуют следующие виды, различающиеся прочностью:
- Легкие.
- Обыкновенные.
- Усиленные.
Так же частым явлением является покрытие труб цинком для большей защиты от влияния рабочего вещества.
Наличие в ГОСТ это не гарантия…
Хотим сразу уточнить. Как видите, количество разных размеров в указанных стандартах очень велико, а количество заводов, которые занимаются изготовлением труб – не столь огромно. Кроме этого, любой завод, прежде всего, заботится об экономической эффективности своего производства и старается выпускать востребованные виды металлопроката.
Очевидно, что если завод будет иметь в своем ассортименте все вышеуказанные трубы, то он будет вынужден свернуть производство. Это произойдет потому, что огромная часть выпускаемого товара останется лежать на складах невостребованной. В реальном секторе используются только ограниченное количество диаметров. И это может вызвать определенные сложности при поиске.
Поэтому наличие размера в Государственном или отраслевом стандарте вовсе не означает его наличия у поставщиков. Размер может быть указан в ГОСТ но отсутствовать на рынке вообще по причине отсутствия спроса.
Справедливо и обратное: отсутствие размера в стандартах не говорит о том, что его нет на рынке. Стандарты не запрещают выпуск труб промежуточных диаметров и толщин. Производители часто изготавливают такие трубы потому, что на них есть спрос и это выгодно.
Поэтому хотим дать Вам один совет: не ориентируйтесь на стандарты при поиске. Ориентируйтесь на сам рынок и возможности конкретного поставщика.
Оцинкованные трубы
Обе стороны трубы покрывают тонким слоем цинка, который не взаимодействует с водой. При таком покрытии коррозия происходит очень медленно, из-за чего изделия служат дольше неоцинкованных и являются более прочными.


Сейчас пользуются несколькими типами изготовления оцинкованных труб:
- Горячее оцинкование. Самый популярный метод оцинкования готовых изделий. Недостатки: неравномерное покрытие и возможность образования наплывов. Из плюсов выделяют скорость, невысокая цена и обработка изделий длиной до 12 м.
- Горячая оцинковка стальных листов. Данный способ годен при обрабатывании труб с тонкими стенками, он подходит для оцинковки стали толщиной вплоть до 3 мм. Лист стали прогоняют в специальном растворе и просушивают. На выходе имеют равномерное тонкое покрытие и надежное сцепление. Из минусов выделяют дополнительную работу над сварным швом, появляющимся в процессе изготовления.
- Термодиффузионная оцинковка. Новый метод обработки, в основе которого заложен процесс помещения частиц цинка с противоположными зарядами на сталь. Зачастую такой обработке подвергаются готовые небольшие трубы. Преимуществом данного метода является высококачественное покрытие без отслаиваний даже в труднодоступных местах. К недостаткам относят высокую стоимость, ограничение по длине и трудность обработки.
- Гальваническое покрытие. Один из самых дорогих методов обработки, используемый в основном при покрытии мелких труб, которые применяют при изготовлении мебельных каркасов, перил и проч. Таким способом помимо цинка наносят никель, хром и медь. Готовые трубы надолго защищены от ржавчины и симпатично выглядят. К минусам покрытия относят повышенные запросы к пробам материалов, высокую стоимость обработки.

Оцинкованные трубы делятся на несколько типов:
- Водогазопроводные. Широко применяют при прокладке трубопроводов в зданиях.
- Электросварные. Используют при прокладывании наружных трубопроводов и постройке различных конструкций.
- Профильные. В основном применяют для изготовления металлоконструкций в зданиях и снаружи.






















Основные разновидности
ГОСТ оговаривает в том числе и сортамент труб из нержавейки, который включает в себя изделия:
- используемые для транспортировки жидких и газовых сред – водогазопроводные;
- покрытые специальным антикоррозийным составом;
- отличающиеся незначительной толщиной стенки и имеющие резьбу на концах (такие стальные трубы, диаметры которых могут быть различными, также обладают уменьшенным весом);
- произведенные по сварочным технологиям и имеющие продольные швы;
- бесшовные, изготовленные по горячекатаной технологии.
Диаметр труб данного типа, как указывает ГОСТ, может варьироваться в достаточно широких пределах: 15–50 мм. Такие нержавеющие трубы в зависимости от того, для эксплуатации под каким давлением они предназначены, подразделяются на легкие, стандартные и армированные.

Параметры водогазопроводных труб
ГОСТ оговаривает, что концы водогазопроводных труб должны быть срезаны под углом 90°, а сварные швы, имеющиеся на их поверхности, должны быть полностью проваренными и герметичными. В соответствии со стандартом, на поверхности таких стальных труб могут иметься незначительные сколы, но в целом их стенки должны отличаться гладкостью и отсутствием трещин.
Трубы с антикоррозийным покрытием
Такие трубы, которые также указаны в сортаменте продукции из нержавеющих сталей, отличаются тем, что на их поверхность нанесено цинковое покрытие, обеспечивающее дополнительную коррозионную устойчивость. В соответствии с нормативным документом, на них не должно быть непокрытых цинком участков, вздутий покрытия, заусенцев и других дефектов.
Размеры резьбы, если она нанесена на концы таких труб, не должны превышать 10 процентов от длины самого изделия.
Тонкостенные трубы с резьбой
Эти трубы, выпускаемые в различных типоразмерах, используются в тех случаях, когда необходимо выполнить ремонт или изменить конструкцию трубопровода. Изделия данного типа, позволяющие получать надежные и герметичные соединения, не бывают толстостенными и не производятся с большими размерами поперечного сечения.

Параметры труб легкой серии, изготавливаемых под резьбу
На поверхности горячекатаных труб, которые могут быть и толстостенными, отсутствуют сварные швы, что придает таким изделиям высокую герметичность и позволяет им выдерживать даже очень значительное давление. Эту продукцию, типоразмеры которой также оговорены в сортаменте, отличают гладкость стенок и минимальный коэффициент теплового расширения.
Наиболее распространенными сферами применения таких труб, размеры которых могут варьироваться в достаточно широких пределах, являются:
- монтаж магистралей для подачи холодной и горячей воды;
- обустройство канализационных систем;
- монтаж теплосетей и коммуникаций другого назначения.
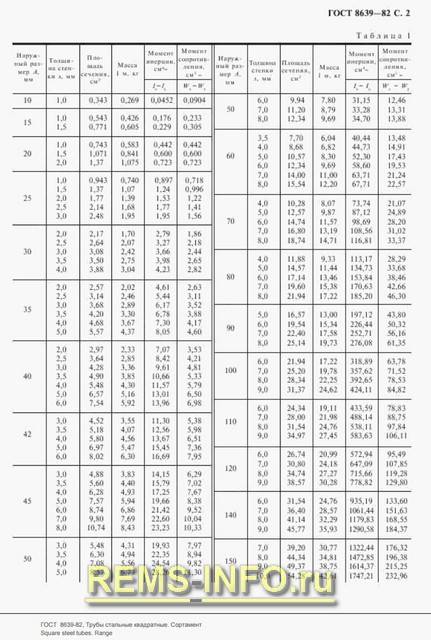
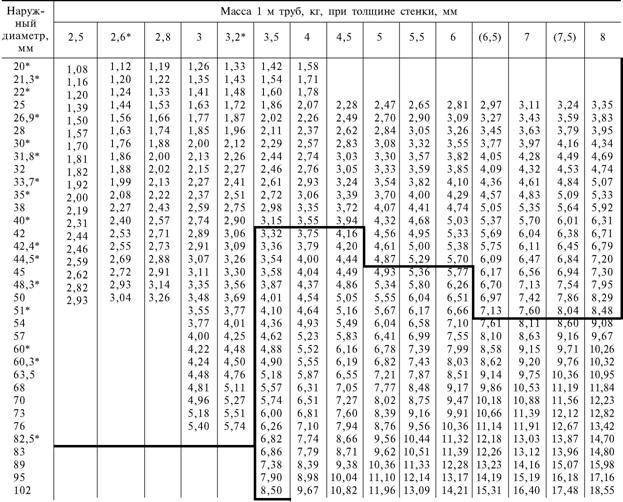
Размеры бесшовных горячедеформированных нержавеющих труб
Следует иметь в виду, что как тонкостенная, так и толстостенная трубная продукция, произведенная при помощи сварки, может применяться для подачи воды, используемой в технических целях, а не для питья или приготовления пищи.
Сортамент изделий из стали
Трубы из стали – это общий термин, объединяющий обширную группу изделий. Существует несколько классификаций деталей.

Сечение стальных труб может быть самой разной формы. Кроме традиционных круглых изделий можно найти в продаже прямоугольные, шести и восьмиугольные, овальные, квадратные и другие элементы
Типы труб по линейным размерам
Исходя из этого признака, выделяют несколько видов элементов:
- По наружному диаметру все трубы делятся на изделия среднего диаметра (102-426 мм), малого диаметра (5-102 мм) и капиллярные (0,3-4,8 мм).
- По геометрии сечения выделяют квадратные, овальные, круглые, сегментные, ребристые, восьми- и шестигранные, прямоугольные детали и др.
- Исходя из отношения наружного диаметра к ширине стенки, выпускаются особо тонкостенные, тонкостенные, нормальные, толстостенные и особо толстостенные изделия.
- По классу обработки. Первый класс предполагает обрезку краев трубы и снятие заусениц. Второй класс – только резка деталей.
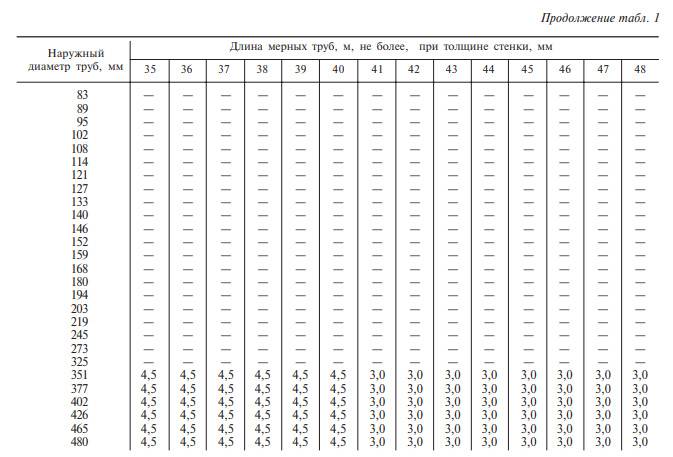
- Элементы различаются по длине, которая бывает краткой, мерной и немерной.
Виды изделий по способу производства
Все стальные изделия могут быть произведены одним из двух способов: с использованием сварки либо без нее. Соответственно, и детали могут быть как со сварным швом, так и без него. В первом случае стальной лист сворачивается различными способами, после чего сваривается в инертном газе вольфрамовыми электродами. Это так называемая TIG-сварка. Или же используется метод сваривания током высокой частоты или HF-сварка.
Стальная лента может быть либо свернута в трубку вальцами, тогда получается прямой шов, либо навита по спирали, в результате чего получаются спиралешовные изделия. Водогазонапорные и профильные трубы производятся только сварным методом.

Стальные трубы могут быть изготовлены с использованием сварки или же без него. Профильные и водогазонапорные трубы всегда имеют шов
Бесшовные детали изготавливают из стальных стержней методом высверливания, холодного или горячего деформирования и литья. В первом случае стальной цилиндр высверливается, в последнем – в форму, внутри которой установлен стержень, заливается расплавленный металл. Однако наиболее часто для производства используют методы деформации. При горячем способе штанга разогревается в печи до пластичного состояния и отправляется в вальцы, где ее доводят до необходимой длины и диаметра.
Холодное деформирование предполагает, что перед обработкой в вальцах заготовка остужается, но перед началом финальной калибровки отжигается. Таким способом производятся толстостенные трубы. Исходя из способа производства, сортамент стальных труб выглядит следующим образом. Электросварные подразделяются на:
- спиралешовные;
- прямошовные;
- профильные;
- водогазонапорные.
Соответственно, бесшовные делятся на холоднодеформированные и горячедеформированные.
Классификация по типу антикоррозийного покрытия
Защита от коррозии может осуществляться различными способами. Для этих целей используются различные покрытия: экструдированный полиэтилен, цементно-песчаная смесь, полиэтилен, уложенный в один, два или же три слоя, эпоксидно-битумная смесь или цинк. В последнем случае используется холодное или же горячее цинкование.
Типология
Для грамотной и качественной установки сантехники, обойтись без соединительных элементов невозможно. Основой зачастую выступает прочный металл – сталь, чугун, металл, латунь. Не менее распространенным считаются конструкции из пластика и синтетических материалов: поливинихлорида, полипропилена, полиэтилена.
Рассматривая разнообразное устройство системы фитингов для полотенцесушителей, можно выделить несколько вариантов:
- Соединение с резьбой
Рис 2. С резьбой
- Компрессионный.
- С пайкой капиллярной.
- Пресс.
- Самофиксирующийся.
Чтобы построить надежный водопровод, используют сразу несколько видов:
- Если участок прямой, актуальна муфта;
- Если система разветвленная – тройник или крестовина;
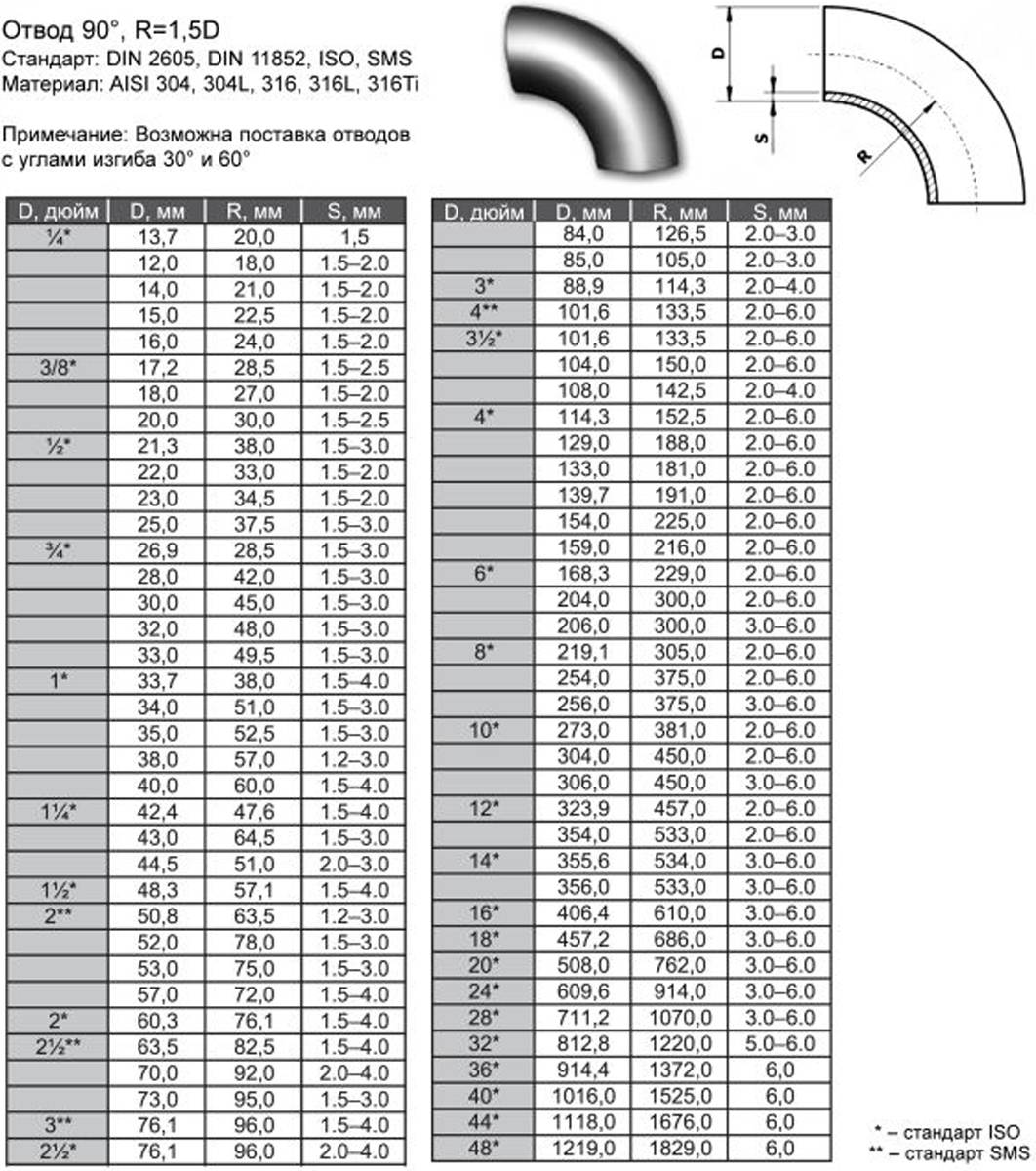
- Чтобы менять направление потока – отвод.
Преимущества
Основными достоинствами нержавеющего трубного проката являются:
- Защита от коррозии. Коррозия – главный врагом металлических трубопроводов. Наружная поверхность стальных, железных и бетонных трубопроводов может разрушаться от почвы и ультрафиолета. Внутренние стены труб, изготовленные из других материалов, будут иметь тенденцию ржаветь, повреждаться в результате истирания или накапливать мусор. Но благодаря коррозионной стойкости нержавеющей стали это встречается гораздо реже.
- Соотношение цена/качество. Трубы из нержавеющей стали, это долговечный продукт, который прослужит десятилетиями. Это надежный материал, который легко обслуживать и монтировать.
- Прочность и универсальность. Различные материалы, такие как никель, молибден или азот, могут быть добавлены в нержавеющую сталь для повышения ее коррозионностойких свойств. Нержавеющая сталь выдерживает экстремальные температуры. Благодаря добавлению различных материалов в нержавеющую можно добиться уменьшения толщины стенок, при сохранении высоких эксплуатационных характеристик, что снижает массу готового продукта.
- Внешний вид. Открытые трубы и фитинги из нержавеющей стали являются отличным выбором для сфер требовательных к внешней эстетике, так как материал не требует финишной отделки и имеет интересную блестящую фактуру.
- Экологичность. В отличие от других материалов трубопровода, нержавейку не нужно покрывать или облицовывать какими-либо материалами. Трубопровод из нержавейки на 100% подлежит вторичной переработке, что снижает воздействие на окружающую среду.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 2).
2.2. Трубы изготовляют из стали марок, указанных в табл. 3, с химическим составом по ГОСТ 5632.
Допускается изготовлять трубы с микродобавками редкоземельных металлов.
Содержание серы в стали для труб, подлежащих сварке, что указывается в заказе, не должно превышать 0,02 %.
(Измененная редакция, Изм. № 3, ).
2.3. Трубы должны быть термически обработанными. По требованию потребителя трубы изготовляют без термической обработки и осветления поверхности. Нормы механических свойств и кривизны труб без термической обработки устанавливаются по согласованию изготовителя с потребителем.
2.4. Механические свойства труб должны соответствовать указанным в табл. 3.
Предел текучести для труб из стали марки 12Х18Н10Т должен быть не менее 216 МПа (22 кгс/мм2). Нормы предела текучести для труб из стали марок 12Х18Н12Т, 10Х17Н13М2Т и 08Х18Н10Т устанавливают по согласованию изготовителя с потребителем.
Определение предела текучести труб из стали марок 12Х18Н10Т, 10Х18Н12Т, 10Х17Н13М2Т и 08Х18Н10Т проводят по требованию потребителя.
Таблица 3
Марка стали | Временное сопротивление σВ Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | Плотность ρ, г/см3 |
не менее | |||
08Х17Т | 372(38) | 17 | 7,70 |
08Х13 | 372(38) | 22 | 7,70 |
12Х13 | 392(40) | 22 | 7,70 |
12Х17 | 441(45) | 17 | 7,70 |
15Х25Т | 461(47) | 17 | 7,60 |
04Х18Н10 | 490(50) | 45 | 7,90 |
08Х20Н14С2 | 510(52) | 35 | 7,70 |
10Х17Н13М2Т | 529(54) | 35 | 8,00 |
08Х18Н12Б | 529(54) | 37 | 7,90 |
10Х23Н18 | 529(54) | 35 | 7,95 |
08Х18Н10 | 529(54) | 37 | 7,90 |
08Х18Н10Т | 549(56) | 37 | 7,90 |
08Х18Н12Т | 549(56) | 37 | 7,95 |
08Х17Н15М3Т | 549(56) | 35 | 8,10 |
12Х18Н10Т | 549(56) | 35 | 7,95 |
12Х18Н12Т | 549(56) | 35 | 7,90 |
12Х18Н9 | 549(56) | 37 | 7,90 |
17Х18Н9 | 568(58) | 35 | 7,90 |
08Х22Н6Т | 588(60) | 20 | 7,60 |
06ХН28МДТ | 490(50) | 30 | 7,96 |
(Измененная редакция, Изм. № 3, 4, , Поправка).
2.5. По требованию потребителя трубы должны выдерживать испытание на растяжение при температуре 350°С.
Нормы временного сопротивления разрыву и предела текучести устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 4).
2.6. Наружная и внутренняя поверхности труб должны быть без плен, рванин, закатов, трещин. Допускается удаление дефектов местной зачисткой, сплошной или местной шлифовкой, расточкой и обточкой при условии, что величина расточки, обточки, сплошной шлифовки не выводит диаметр и толщину стенки за минусовые предельные отклонения, а местной зачистки и шлифовки – толщину стенки за минусовые предельные отклонения, указанные в табл. 2.
Без зачистки допускаются единичные плены, риски, рябизна, царапины и вмятины при условии, что они не выводят толщину стенки за минусовые предельные отклонения.
По требованию потребителя единичные плены должны быть зачищены.
(Измененная редакция, Изм. № 3).
2.7. Поверхность труб должна быть светлой. Допускается матовая поверхность с серым оттенком, обусловленная способом производства и маркой стали.
Допускается изготовлять трубы без последующего травления после термической обработки в защитной атмосфере или вакууме с цветами побежалости на поверхности.
2.8. По требованию потребителя трубы из стали марок 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9, 17Х18Н9, 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Б, 10Х23Н18, 08Х18Н10Т, 08Х18Н10, 08Х18Н12Т, 08Х17Н15М3Т, 06ХН28МДТ должны выдерживать сплющивание до получения между сплющивающими поверхностями расстояния (Н) в миллиметрах, вычисленного по формуле
где s – номинальная толщина стенки, мм;
D – номинальный наружный диаметр, мм,
или раздачу до увеличения наружного диаметра на 10 % оправкой с углом конусности 30°; допускается применять оправки с углом конусности 6º и 12°.
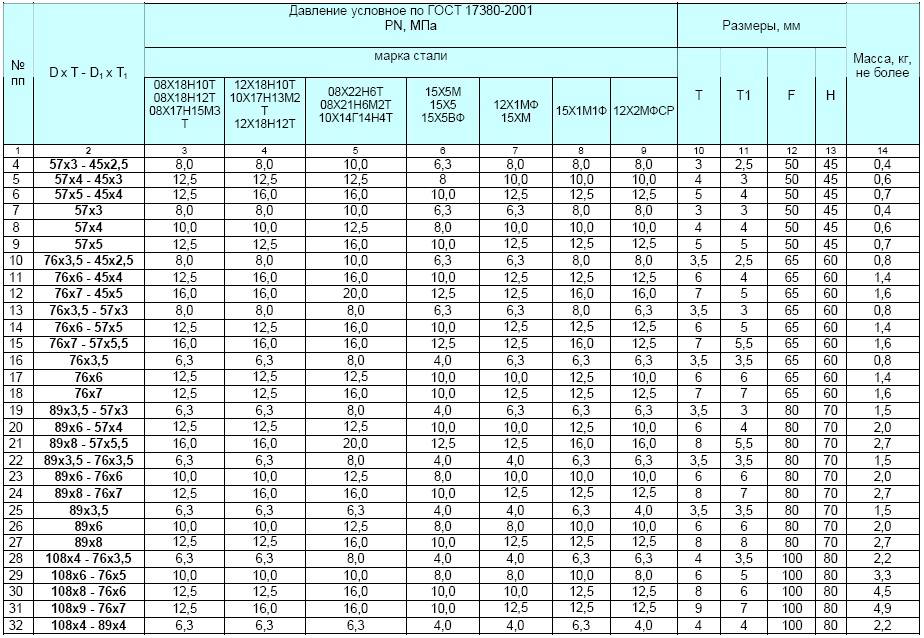
2.9. По требованию потребителя трубы должны выдерживать гидравлическое давление в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40 % временного сопротивления разрыву для данной марки стали. Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
2.10. По требованию потребителя, что указывается в заказе, трубы из стали марок 10Х17Н13М2Т, 08Х17Н15М3Т, 08Х22Н6Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 12Х18Н9, 08Х18Н12Б и сплава 06ХН28МДТ должны быть стойкими против межкристаллитной коррозии.
(Измененная редакция, Изм. № 5).
2.11. По требованию потребителя трубы должны проходить контроль ультразвуком. Размеры искусственного дефекта устанавливают по согласованию изготовителя с потребителем.
Фитинги

Как уже отмечалось выше, фитинги составляют отдельную группу, поэтому стоит уделить им особое внимание.
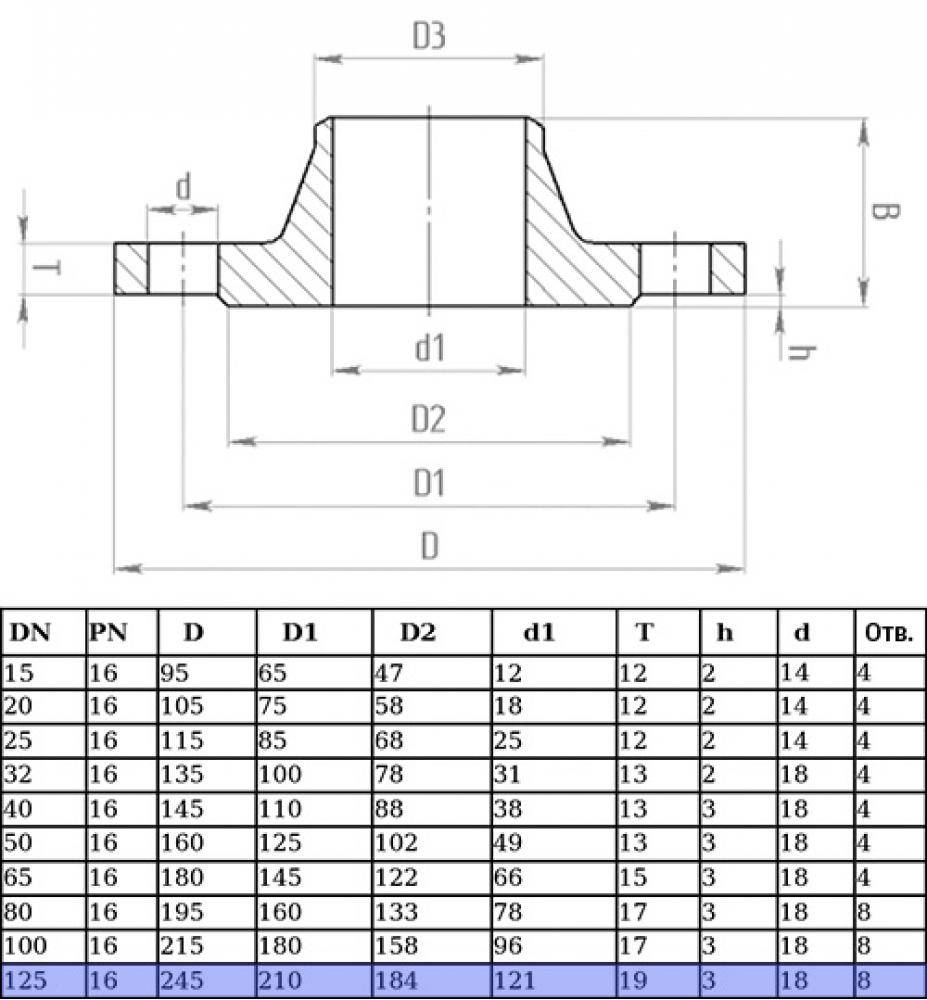
Их основное отличия кроется в варианте соединения. Если практически для всех узлов, рассмотренных выше, главным способом монтажа была сварка, то фитинги кроме этого варианта предлагают также фланцевое, резьбовое, компрессионное или прессовое соединение.
Пройдемся по отдельным видам.
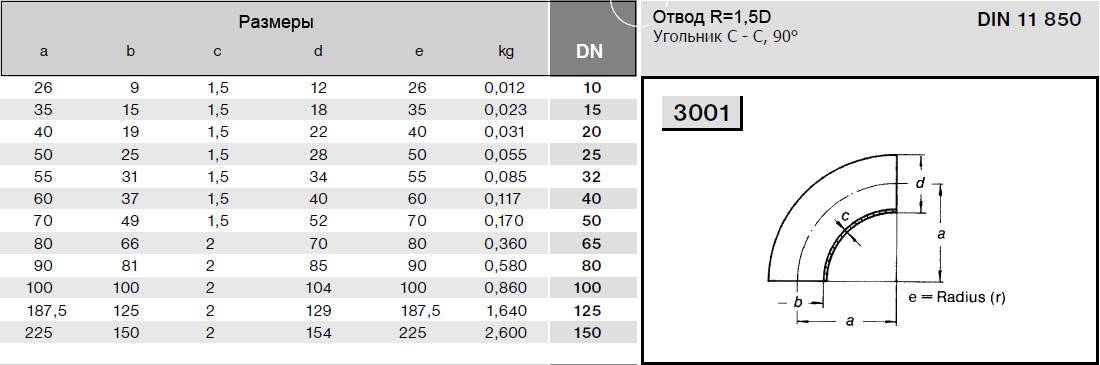
Угольник – применяется для изменения направления движения трубы. Наиболее востребованные угольники обеспечивают изгиб на 90 или 45 градусов.
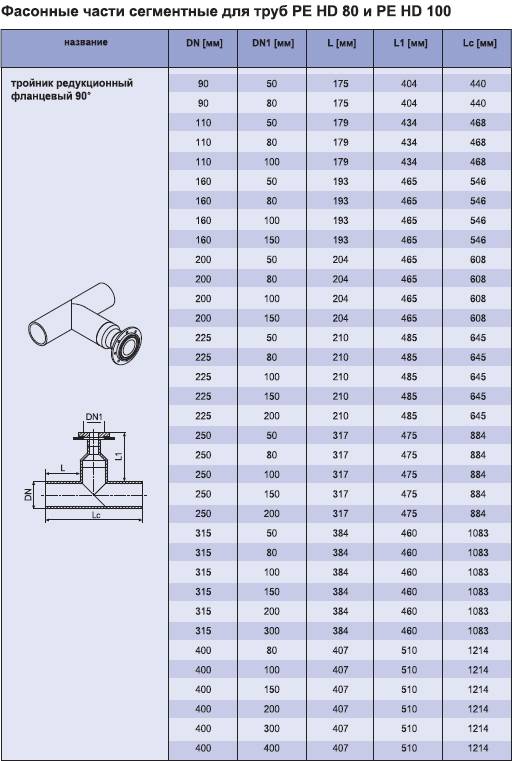
Тройник – узел, позволяющий соединить три трубы, чаще всего под углом в 90 градусов. До недавнего времени тройники позволяли соединять лишь трубы одного диаметра, но сейчас в продаже можно найти так называемые переходные модели, с помощью которых может производиться монтаж разноразмерных труб.
Крестовина – фитинг для одновременного монтажа 4 труб.
Муфта – узел, применяемый для прямого соединения труб. Может использоваться как с трубами одинаковых, так и разных диаметров.
Общий регламентирующий документ для стальных фитингов с резьбовым соединением – ГОСТ 8965-75.
Если для основных деталей трубопроводов ГОСТ регламентировал производство лишь из стали различных марок (09Г2С, 15ГС, 10, 20, Е24-1, Р5, Р9, TS4, TS9, TS10 и других), то фитинги могут изготавливаться и из других материалов:
- меди,
- чугуна,
- ПВХ,
- полиэтилена,
- полипропилена и других.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″) и/или долями дюймов (1/2″, 3/4″), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм) к его реальному размеру (25,4 мм).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он.
Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм, а усиленной — 25,5 мм. Последнее значение стоит довольно близко к равенству 1»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
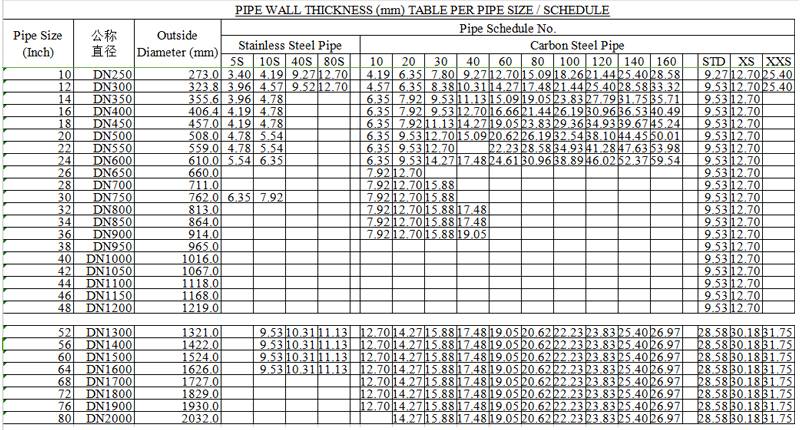
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм | ||
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ | ||
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21.3 | 20 | 20 |
| 20 | 3/4″ | 26.8 | 26 | 25 |
| 25 | 1″ | 33.5 | 32 | 32 |
| 32 | 1 1/4″ | 42.3 | 42 | 40 |
| 40 | 1 1/2″ | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 1/2″ | 75.5 | 76 | 75 |
| 80 | 3″ | 88.5 | 89 | 90 |
| 90 | 3 1/2″ | 101.3 | ||
| 100 | 4″ | 114 | 108 | 110 |
| 125 | 5″ | 140 | 133 | 125 |
| 150 | 6″ | 165 | 159 | 160 |
| 160 | 6 1/2″ | 180 | 180 | |
| 200 | 219 | 225 | ||
| 225 | 245 | 250 | ||
| 250 | 273 | 280 | ||
| 300 | 325 | 315 | ||
| 400 | 426 | 400 |
ГОСТ — государственый стандарт , используемый в тепло — газо — нефте — трубопроводах
ISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системах
SMS — шведский стандарт диаметров труб и запорной арматуры
DIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458
ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметр наружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |