

Правила выбора
При выборе фитингов учитывают особенности монтируемой системы и бюджет. Обычно сначала покупают трубы, а к ним уже приобретают подходящие фитинги
Следует обратить внимание на такие моменты:
- размер их сечения должен совпадать с диаметром труб;
- у металлических фитингов, покрытых цинком, повышенные антикоррозийные свойства;
- детали должны быть без наплывов или шероховатостей, а их швы аккуратно обработаны;
- способ соединения выбирают с учетом нагрузки, которую будет испытывать деталь.
Все соединители должны иметь четкую и выпуклую маркировку на корпусе, а также сертификаты качества, которые являются показателями подлинности изделий.
Firat фитинги из полипропилена
Фитинги из полипропилена турецкой компании Firat – это соединительные элементы, без которых невозможно смонтировать трубопровод, качественно выполняющий свою функцию. Фирма существует еще с далекого 1972 года. Специалистами этого бренда разрабатываются инновационные технологии, благодаря которым широкому кругу потребителей доступны эргономичные изделия из пластика. Основное преимущество полипропиленовых фитингов перед металлическими изделиями – это простота в монтаже. Для создания трубопровода не нужны специальные знания и навыки в сварочных работах. Соединение элементов происходит благодаря специальному паяльнику. Работа настолько проста, что, приловчившись, ее сможет выполнять даже один человек. Однако это не единственное достоинство. Во время монтажа внутри магистрали не образуется шлак, как при сварочных работах. Благодаря этому магистраль останется чистой внутри
Это важно даже в случае отопительных систем. Современные нагревательные приборы работают совместно с насосными установками
Если внутри трубопровода появились посторонние частицы, они могут испортить лопасти нагнетающей крыльчатки. Из-за этого насос будет работать с перебоями, а то и вообще выйдет из строя. Следующее достоинство полипропиленовых фитингов – это гладкие полости. Современные пластиковые изделия не вступают в реакцию с водой, поэтому внутри не появляются известковые образования, или неприятный налет. Благодаря этому качество воды, которая подается по трубам, не будет испорчено самой магистралью.
Коллекция фитингов Firat включает все разновидности изделий, необходимых для быстрого монтажа трубопровода. Сюда входят: вентили и шаровые краны, заглушки, крестовины, муфты, обводы, тройники, углы и крепления для труб. Применяется эта продукция практически во всех сферах человеческой деятельности. Например, в домашних условиях полипропиленовые изделия используются для транспортировки питьевой воды, или для монтажа отопительной системы. Так как материал, из которого изготавливаются соединители и трубы, имеет высокий показатель прочности, то его применяют также для укладки магистралей на производственных предприятиях. Данный пластик химически нейтрален, поэтому трубопровод можно использовать для подачи воды и других неагрессивных жидких веществ. Максимальное давление, которое способно выдержать соединение – до 10 бар. Однако этот показатель уменьшается при повышении температуры магистрали (для неармированных моделей).
Диаметры
Выполнять работы с данными трубопрокатными материалами несложно, если знать правила. Эти изделия отлично проводят тепло и могут держать заданную форму (в данном случае – повороты). Чтобы не нарушалась форма угла теплого пола при сгибе, гнуть их тоже следует правильно. Приступая к монтажу, многие интересуются, какой диаметр металлопластиковой трубы лучше выбрать? Начинающим мастерам рекомендуют начинать именно с металлопластиковых вариантов, и брать для монтажа диаметр на 16 мм.
Видео
Изделия такого диаметра не только легче монтируются, но и стоят на порядок дешевле, чем «восемнадцатый» или «двадцатый» диаметр.
Виды соединения
Стыковка металлопластиковых труб может быть выполнена двумя вариантами:
посредством компрессионных фитингов
посредством прессового фитинга
Стыковка компрессионными фитингами предполагает действия с обжимными приспособлениями. Их конструкция это: штуцер, накидная гайка и разрезное кольцо. Надежное соединение можно создать, обыкновенным гаечным ключом.
Такая стыковка выгодно отличается тем, что не предусматривает участия специального оборудования и стык в случае необходимости можно разобрать.
Видео
https://youtube.com/watch?v=VDa7rymq7po
- Патрубок подготавливается и на него одевается муфта.
- Защищенную сторону обрабатывают экспандером и производят развальцовку.
- Патрубок «садится» на штуцер фитинговой детали, а гильзу зажимают ручным или гидропрессом. На этом стыковка закончена.
Строение данных изделий гарантирует их прочность и стойкость к коррозийным образованиям. Если протекает металлопластиковая труба, то это может быть связано со следующими причинами:
- нарушение технологии прокладки;
- механические воздействия;
- плохое выполнение мест стыка.
Нужно проверить состояние износа резиновых прокладок на штуцере. После того, как проблема будет решена, все стыки необходимо обработать силиконовой смазкой и обмотать уплотнителем.
Если протекает сеть, смонтированная пресс – фитингами, то нужно выполнить демонтаж протекающего стыка и замену кольца на трубке.
Если протекает сам трубопровод (например, от разрыва), то нужно срочно выполнить замену его поврежденной части на новую. Если невозможно произвести замену, то проблему нужно временно устранить. Для этого используют бандаж.
Опрессователи
Опрессовыватель для металлопластиковых труб можно без труда купить в любом магазине стройматериалов или интернет – магазине. Опрессовыватель используется для монтажа обогревательной, охлаждающей и водоподающей магистрали.
Посредством этого оборудования можно крайне быстро и просто смонтировать любой трубопровод, в том числе и «теплый пол». Приспособление дает возможность соединить магистраль диаметром от 12 до 110 мм.
По желанию клиентов опрессовыватели поставляют со сменными комплектами и насадками. Эти устройства отличаются простотой и компактностью. Так же эти механизмы не нуждаются в техническом обслуживании.
Видео
Системы «теплых полов» существуют уже больше пятнадцати лет, и главное их преимущество – это равномерный прогрев жилья. Главной проблемой при выборе этого вида обогрева остается вопрос: «Как правильно выбрать металлопластиковые трубы для пола, и сколько их нужно?».
Выше уже указывалось, что брать в работу нужно только качественные материалы, от этого напрямую зависит эффективность функционирования системы в целом.
Рассчитать расход материала не сложно. Одну петлю теплого пола выполняют из целостного куска трубопроката. И специалисты подсчитали, что стометровой бухты достаточно на участок пола в 20 кв. м.
Теперь нужно узнать всю площадь помещения и вычислить расход на всю площадь теплого пола. Участки, где обогрев не предполагается при расчетах выкидывают, чтобы не тратить финансы на приобретение лишнего стройматериала для обустройства «теплого пола».









Видео
https://youtube.com/watch?v=DkKqCFc_VKc
Важно также понимать, что создать надежную систему могут только хорошие качественные изделия. А их можно приобрести только у проверенных производителей. Ознакомившись с данными рекомендациями, можно без труда выбрать качественные изделия, которые помогут сконструировать эффективную и экономичную сеть обогрева «теплый пол»
Ознакомившись с данными рекомендациями, можно без труда выбрать качественные изделия, которые помогут сконструировать эффективную и экономичную сеть обогрева «теплый пол».
Системы «теплых полов» стали полноценной альтернативой обогреву газовыми котлами или электрорадиаторами. Отличные возможности, которые продемонстрировали металлопластиковые трубы для теплого пола, позволяют легко и экономично заменить все традиционные сети отопления.
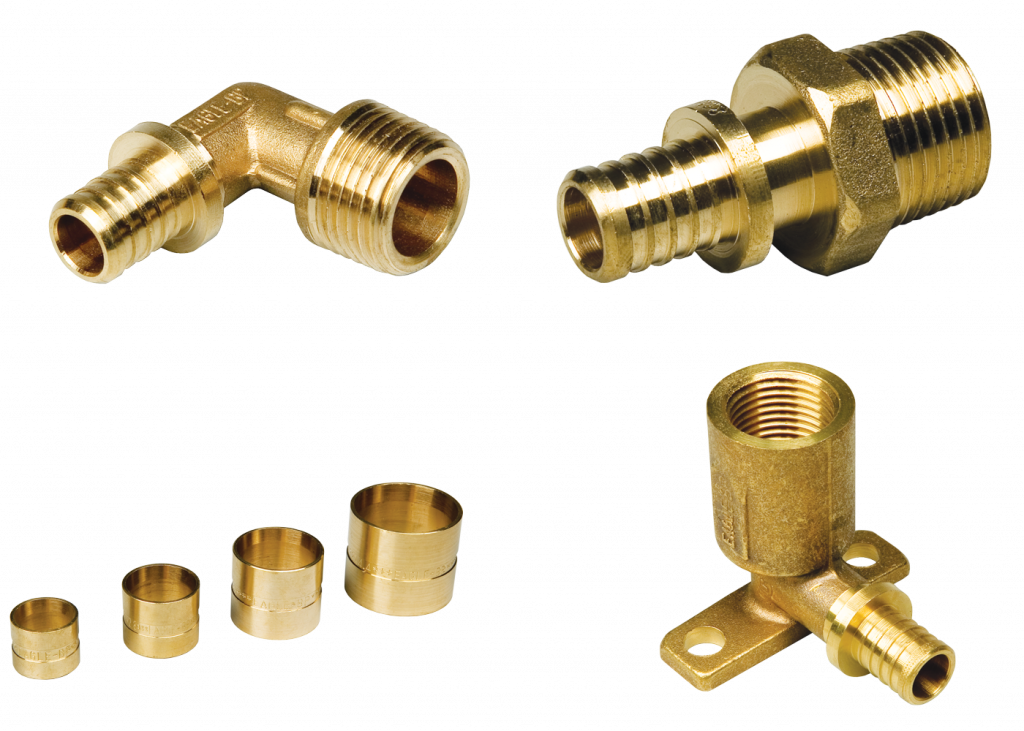
Разновидности фитингов
Производить изгибание труб из сшитого полиэтилена очень просто – для этого их нужно только прогреть строительным феном. Однако при монтаже системы могут понадобиться не только изгибы, но и стыковка отдельных кусков трубы – в данном случае применяют фитинги.
Различают такие виды фитинги по функциональному назначению:
- тройники и крестовины;
- угловые детали;
- муфты;
- заглушки;
- сгоны.
В тех местах, где планируется сделать изменение направления трубопровода, обычно используют уголки. На прямолинейных участках для стыковки применяются муфты. Если требуется нарастить к готовому трубопроводу дополнительный участок, то используют сгоны. Предназначение тройников и крестовин – выполнение разводки трубопровода, а заглушки служат для закрытия торцов.
Вместе с тем, различают несколько видов материалов для фитингов:
- поливинилхлорид;
- полиэтилен;
- полипропилен;
- комбинированный материал.
Чаще всего используются латунные стыковочные детали. Соединять отрезки трубы одинакового сечения нужно прямыми фитингами, а разного диаметра – редукционными.
Виды и разновидности фитингов
- фитинг-муфта – это прямой фитинг, который служит для обычного стыка трубы (прямолинейного);
- угловой – данный вид используют для поворотов и изменения направления, т.е. когда нужно направить трубопровод за угол или в другую сторону;
- сгон – этот вид придуман с целью удлинения линии подачи воды путем наращивания дополнительной трубы; Пресс-фитинги и инструменты для монтажа
- заглушка – тут все просто, этот элемент служит для закупоривания труб, дабы вода не вышла, если систему трубопровода необходимо резко оборвать в нужном месте, без входа в другую трубу;
- тройник – этот фитинг необходим для прокладки ответвлений, когда нужно сделать развязку и соединить несколько труб, подсоединив их к одной системе.
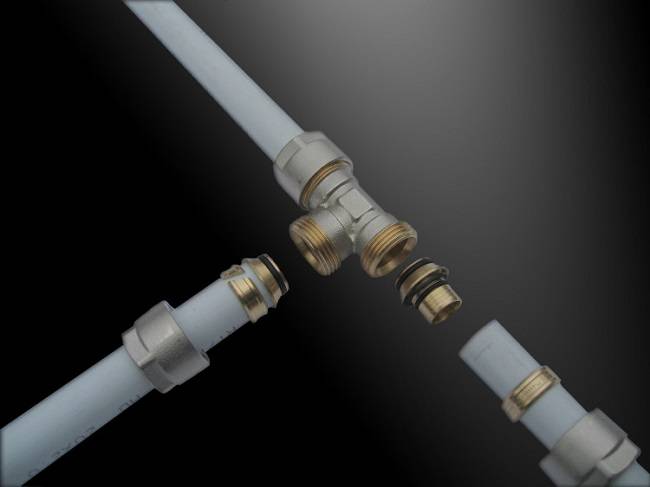
Компрессионные фитинги
При собственноручном монтаже системы водоснабжения предпочтительно использование компрессионных изделий, поскольку их монтаж не требует применения специального инструмента. Соединение в данном случае осуществляется за счет обжатия стенок, зафиксированных на штуцере фитинга, накидной гайкой.
Конструкций компрессионного соединителя состоит из следующих составляющих:
- корпуса;
- штуцера — опорной втулки, на которую насаживается РЕХ труба;
- обжимного кольца, выступающего в качестве уплотнительного элемента;
- накидной гайки.

Схема конструкции компрессионного фитинга
Корпус, штуцер и гайка изготавливаются из латуни — устойчивого к коррозии металла, уплотнительное кольцо — из EPDM (синтетического каучука). Качественные компрессионные изделия выдерживают давление циркулирующей по трубопроводе жидкости в 25 Бар.
Соединение компрессионным фитингом является обслуживанием — в случае необходимости вы сможете устранить возникшие протечки подтягиванием накидной гайки, однако учитывайте, что соединенный компрессией трубопровод нельзя замоноличивать внутрь бетонных стен и перекрытий, поскольку даже при идеально выполненном монтаже фитинга потребность в его обслуживании возникнет спустя 4-5 лет эксплуатации системы.
Технология монтажа компрессионного фитинга:
- Выполняется нарезка трубы, с кромки фаскоснимателем удаляются заусеницы и калибратором устраняется возникшая при резке овальность.
- Надевается обжимное кольцо и накидная гайка, кольцо размещается на расстоянии 1 см от среза.
- Труба насаживается на штуцер (до упора), гайка накручивается вручную, после чего дотягивается с помощью рожкового либо разводного ключа.
Установка компрессионного фитинга
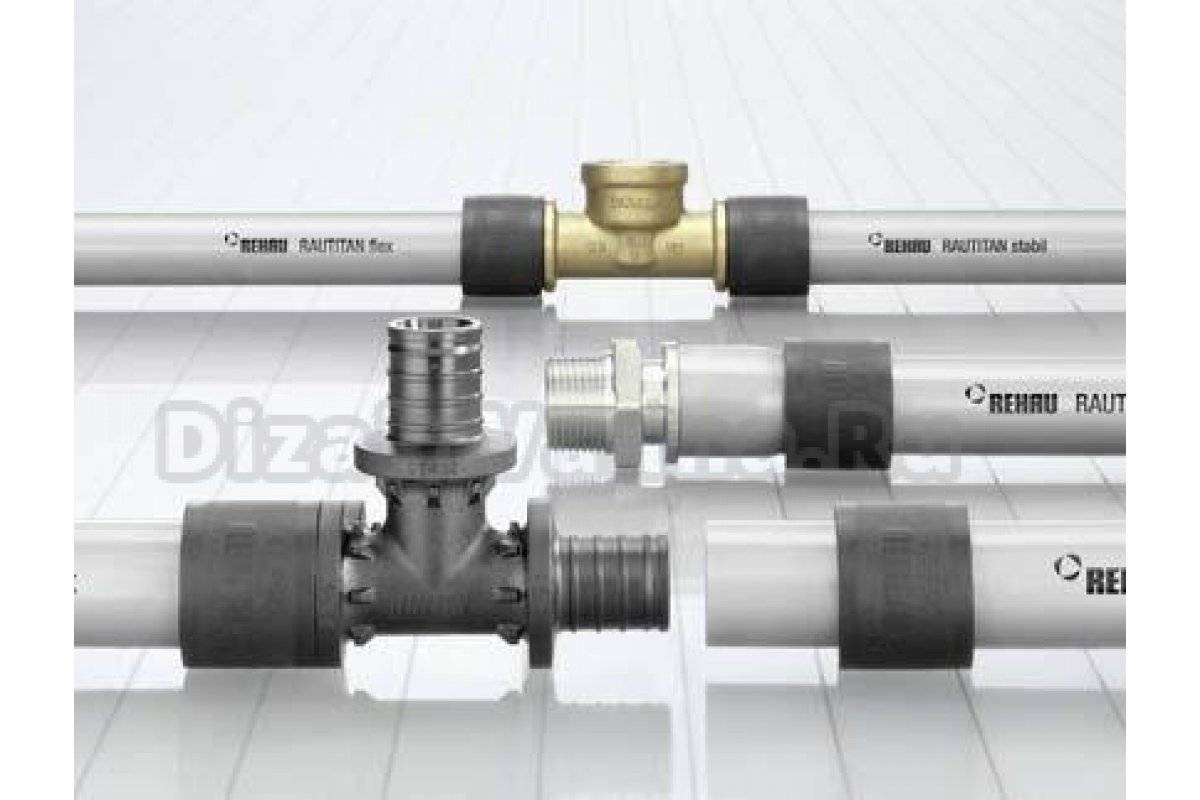
Пресс-фитинги
Прессовый фитинг состоит их корпуса, штуцера и обжимной гильзы. Для его монтажа вам потребуется использовать пресс-клещи, приобрести которые можно за 3-5 тыс. рублей, с насадкой, подобранной в соответствии с профилем гильзы. Не существует универсальных фитингов, которые можно обжимать любыми клещами — у каждого производителя свой стандарт.
Соединение труб из сшитого полиэтилена пресс-фитингами не является обслуживаемым, при появлении протечек вам потребуется полностью заменить проблемный участок, однако опрессованный стык имеет максимальную надежность и долговечность — при соблюдении режима температуры и давления, указанного производителем РЕХ труб, он прослужит не менее 30 лет.

Разновидности пресс-фитингов
Монтаж прессовых фитингов выполняется по следующему алгоритму:
- Обрезка трубы, очистка кромок от заусеницы и устранение овальности калибратором.
- Насаживание трубы на штуцер фитинга.
- Опрессовка обжимной гильзы клещами — ручки инструмента сводятся до упора.

Монтаж пресс-фитингов
О качестве выполненного соединения свидетельствует появление на гильзе двух ярко выраженных колец.
Сварные фитинги
Наиболее надежным и долговечным способом соединения изделий из сшитого полиэтилена является метод высокотемпературной спайки, для выполнения которого применяются фитинги из того же материала, что и основная часть трубопровода.
Суть метода заключается в расплавлении стенок соединяющихся конструкций и их последующей стыковки, в результате чего происходит диффузия материалов, обеспечивающая после отвердевания монолитное соединение, устойчивое к высокому давлению и образованию протечек.
Сварные фитинги для полиэтиленовых труб могут быть литыми либо сегментными. Отличия между ними заключаются в том, что литые конструкции не имеют соединительных швов, тогда как сегментные фитинги изготавливаются посредством заводской спайки отдельных отрезков труб, ввиду чего они имеют меньшую прочность и, при этом, более низкую цену.
Для спайки РЕХ труб необходим специальный паяльник, оборудованный насадками размером соответствующим диаметру труб, с которыми вы работаете. Стоимость такого паяльника варьируется в пределах 2-10 тыс. рублей, в комплекте идут насадки под трубы диаметром 16, 20, 25 и 32 мм, при необходимости насадки большего размера можно докупить отдельно.

Соединение полиэтиленовых труб методом спайки
Технология спайки полиэтиленовых трубопроводов:
- Труба обрезается, калибруется и очищается от заусениц.
- На паяльник устанавливаются насадки требуемого диаметра.
- Инструмент разогревается до температуры 220 градусов.
- Труба и фитинг одеваются на насадки и выдерживается время нагрева, которое зависит от диаметра и толщины стенок труб: для 16 и 20 мм — 5 сек, 25 мм — 7 сек, 32 мм — 8 сек, 40 мм — 12 сек.
- Изделия снимаются с насадок и стыкуются между собой. Время охлаждения соединения — 2 минуты.
ПЭ трубы больших диаметров (свыше 60 мм) свариваются встык, без применения фасонных конструкций.
Правила выбора
При выборе фитингов учитывают особенности монтируемой системы и бюджет. Обычно сначала покупают трубы, а к ним уже приобретают подходящие фитинги
Следует обратить внимание на такие моменты:
- размер их сечения должен совпадать с диаметром труб;
- у металлических фитингов, покрытых цинком, повышенные антикоррозийные свойства;
- детали должны быть без наплывов или шероховатостей, а их швы аккуратно обработаны;
- способ соединения выбирают с учетом нагрузки, которую будет испытывать деталь.
Все соединители должны иметь четкую и выпуклую маркировку на корпусе, а также сертификаты качества, которые являются показателями подлинности изделий.
Зависимость видов труб от установки в различных местах
Инструмент для монтажа полиэтиленовых труб может немного отличаться в зависимости от области их применения. Для различных систем – отопления, подачи холодной или горячей воды, канализации – существуют разные условия передачи воды, поэтому и изделия в каждом конкретном случае будут отличаться.









К примеру, для подвода холодной воды, как правило, применяются однослойные трубы из сшитого полиэтилена сечением 16-20 мм, которые выдерживают до 95 ºC. Зачастую такие трубы производятся электронно-лучевым методом – эти изделия имеют доступную цену.
Для водопроводов с горячей водой нужны многослойные конструкции, так как температура, которую они должны выдерживать, находится в пределах 110 ℃, то есть, достаточно высокая. С этой целью, в подобных изделиях изнутри располагают слой сшитого полиэтилена, полученного пероксидным методом, в центре размещают алюминиевую прослойку, а сверху – еще один слой полиэтилена.
Схема укладки
Для правильного проведения монтажных работ во время разработки проекта составляется четкая схема того, как именно будут располагаться трубы. Наиболее популярными схемами укладки является одинарная или двойная змейка, а также спираль.
Самые простые схемы укладки сшитого полиэтилена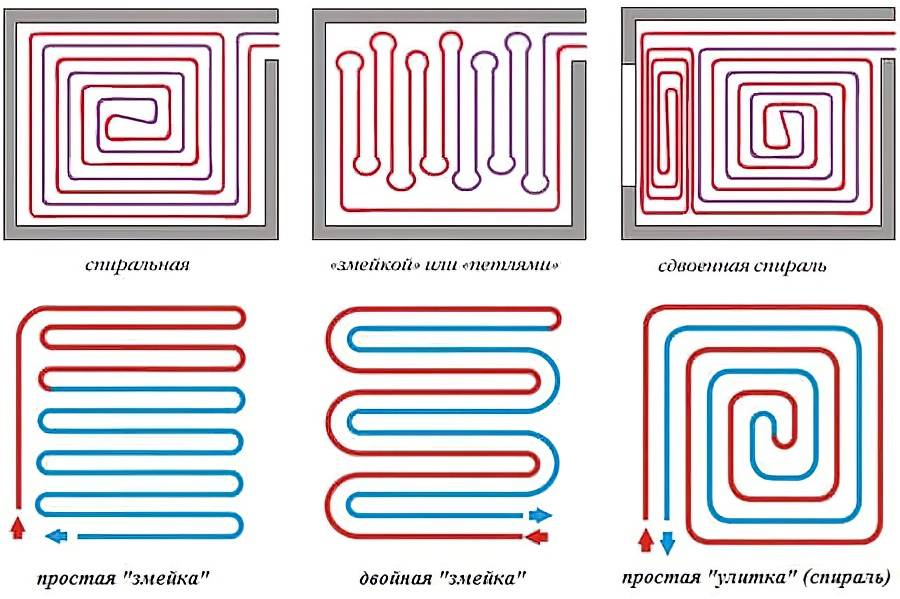
При этом важно соблюдать рекомендованные специалистами параметры:
- Средний параметр длины нагревательного водяного контура рекомендован в пределах 40-60 м. В любом случае, делать трубопровод длиннее 120 м не эффективно.
- Минимальное значение шага укладки труб — 10 см, максимальное — 35 см. Если комната имеет сложную форму, или когда требуется увеличить уровень обогрева, допускается использование различных дистанций между отдельными витками контура. Уменьшение шага укладки разрешается возле наружных стен или входной двери.
- Чтобы уложить демпферную ленту, от стен по периметру делается отступ в 20-30 см.
Преимущества
У пластиковых труб не бывает проблем с коррозией – и это главное их преимущество перед, например, стальными трубами. Если же сравнивать с нержавеющими или медными трубами, которые тоже славятся своей долговечностью, то пластиковые намного выигрывают в цене.
Гладкая внутренняя поверхность обеспечивает хорошую скорость движения воды в водопроводе, трубы не обрастают накипью и отложениям.
А значит, с годами не меняется пропускная способность и эффективность трубопровода, ведь просвет остаётся того же диаметра.
Ещё один фактор в пользу пластика – простота их монтажа. Трубы лёгкие, поэтому их можно привезти на семейном автомобиле и самостоятельно разгрузить. Для соединений используются фитинги или паяльник, освоить работу с которым, несложно даже для непрофессионалов строительного дела.
Цена, коррозийная устойчивость, срок службы в полвека и простота монтажа, сделали пластиковые трубы народным товаром!
Метод сшивки труб PEX-труб
Важнейший параметр при выборе труб из сшитого полиэтилена – это метод сшивки, который использовал производитель. От него зависит количество образованных дополнительных связей, а следовательно, и эксплуатационные качества изделия.
Для образования дополнительных связей (мостов) в полиэтилене используют такие методы сшивки:
- сшивка пероксидом, такие трубы маркируются PEX-A;
- сшивка силаном, PEX-B;
- радиационная сшивка, PEX-C;
- азотная сшивка, PEX-D.
Трубы PEX-A получают путем нагревания сырья с добавлением пероксидов. Плотность сшивки у этого способа максимальная и достигает 70-75%. Это позволяет говорить о таких преимуществах, как отличная гибкость (максимальная среди аналогов) и эффект памяти (при разматывании бухты труба практически сразу принимает исходную прямую форму). Перегибы и заломы, которые могут появиться в процессе монтажа, можно исправить, если немного нагреть трубу строительным феном. Основной минус – это высокая цена, так как технология пероксидной сшивки считается самой дорогой. Кроме того, во время эксплуатации проходит вымывание химических веществ, причем несколько более интенсивно, чем в других PEX-трубах.
Трубы PEX-B производят в два этапа. Сначала в сырье добавляют органические силаниды, получая на выходе недосшитую трубу. После этого изделие гидратируется, и в итоге плотность сшивки достигает 65%. Такие трубы отличаются невысокой ценой, они устойчивы к окислению, имеют высокие показатели давления, при котором происходит разрыв трубы. По надежности они практически не уступают трубам PEX-A: хоть процент сшивки тут ниже, но прочность связей выше, чем при пероксидной сшивке. Из минусов отметим жесткость, поэтому согнуть их будет проблематично. Кроме того, эффекта памяти тут нет, поэтому первоначальная форма трубы будет восстанавливаться плохо. При появлении заломов помогут только соединительные муфты.
Трубы PEX-C получаются при т.н. радиационной сшивке: на полиэтилен воздействуют электронами или гамма-лучами. Процесс производства требует тщательного контроля, ведь от расположения электрода относительно трубы зависит равномерность сшивки. Степень сшивки достигает 60%, такие трубы имеют неплохую молекулярную память, они более гибкие, чем PEX-B, но в процессе эксплуатации на них могут образовываться трещины. Заломы исправляются только соединительными муфтами. В России такие трубы не нашли широкого распространения.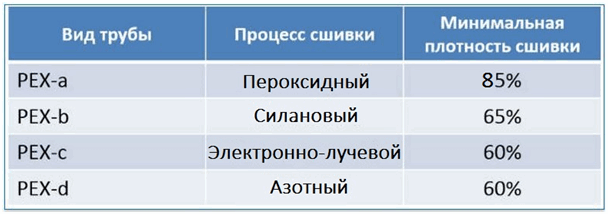
Трубы PEX-D производятся путем обработки полиэтилена соединениями азота. Степень сшивки невысокая, около 60%, поэтому по эксплуатационным качествам такие изделия значительно уступают аналогам. Технология фактически ушла в прошлое и сегодня почти не применяется.
В продаже можно встретить трубы PEX-EVOH. Отличаются они не способом сшивки, а наличием внешнего дополнительного антидиффузного слоя из поливинилэтилена, который еще больше защищает изделие от попадания внутрь трубы кислорода. По способу сшивки они могут быть любыми.
Самыми качественными считаются трубы PEX-A, но их высокая стоимость заставляет многих использовать трубы PEX-B. Эти два вида изделий получили наибольшее распространение на рынке, а выбор между ними зависит от бюджета, личных предпочтений и особенностей трубопровода, который необходимо с их помощью построить.
Не путайте трубы из сшитого полиэтилена с:
- трубами из полиэтилена низкого давления, они выдерживают температуру не более +40С и пригодны только для систем холодного водоснабжения;
- трубами из недосшитого полиэтилена Pert, в них отсутствуют межмолекулярные связи, вместо них происходит переплетение цепей полимера и их сцепление. Такие трубы совсем недавно появились на рынке, выдерживают температуры до +70С;
- трубами из термостойкого полиэтилена. Они также способны выдерживать воздействие высоких температур (за счет введения в состав полимера термостойких добавок), но не смогут так долго, как PEX-трубы, работать при высоких температурных и прочих нагрузках.
Процесс монтажа
 Технология монтажа включает несколько шагов.
Технология монтажа включает несколько шагов.
- Насадку с необходимым диаметром накручиваем на расширитель.
- После этого на сами трубы своими руками надеваем обжимные кольца. И делаем это так, чтобы место расширения трубы занято не было.
- В трубу надо вставить расширитель. Она расширяется, когда монтажник нажимает на специальную рукоятку. Следующий шаг – поворот самой трубы, либо расширителя на 30 градусов. И затем снова нажимают на рукоятку. Можно повторить операцию, чтобы закрепить результат. После этого переходят к использованию фитинга.
- Затвор отводится у пресса своими руками. Далее вытаскивают штифты, используемые для крепления. Следующий шаг – продевание насадок, фиксирующихся штифтами. Затвор защёлкивается.
- Соединение приобретает готовый вид. Изделие надо вытащить из пресса.
Плюсы и минусы труб из сшитого полиэтилена
Теперь перейдем непосредственно к плюсам:
- скорость монтажа и практичность в работе. Трубы из СП сделаны так, чтобы минимизировать затраты времени на возведение водопровода и сразу же подать воду в систему. При этом не нужно проверять трубы на герметичность или же утечку воды — если все сделано правильно, то никаких проблем возникнуть не должно;
- простота и оперативность в установке системы. Этот критерий достигается за счет самого метода соединения труб между собой. Соединяются они специальными фитингами, путем давления на трубу специальным приспособлением, но об этом позже;
- устойчивость к температурам, химическим веществам и прочее, т.е. все, что было описано в первом разделе.
Крепление трубы к фитингу в разрезе
Что касается минусов, то их у данного материала гораздо меньше, и они не столь существенны:
- фитинги, которые служат соединением для труб, не приспособлены для контакта со штукатуркой. Этот недостаток обусловлен тем, что они сделаны из латунного сплава, который имеет свойство окисляться;
- прямое попадание лучей может привести к распространению бактерий в трубе, которые вредны для здоровья;
- трубы из сшитого полиэтилена — более дорогой материал для прокладки водопровода, нежели его пластиковые или чугунные аналоги, но этот минус достаточно посредственный, если учесть долговечность такого водопровода, то она, возможно, даже не раз окупится за счет того, что не придется тратить деньги на ремонт и замену обычных труб.
История развития сшитого полиэтилена
1933г – случайное открытие полиэтилена (примерно, 8 грамм материала) после взрыва во время испытаний в лабораториях компании Imperial Chemical Industries (ICI), Англия. Это положило начало истории сшитого полиэтилена
1939г – построен первый завод по производству полиэтилена, который англичане во время Второй Мировой Войны используют как изолятор электрических кабелей на бомбардировщиках.
Немецкие ученые, изучая обломки британских самолетов, в свою очередь, обнаруживают новый материал, продолжают его изучение и применяют как изоляцию на своих субмаринах. Но ни одна из стран, имеющих неподдельный интерес к новому материалу, не может придумать промышленный способ производства.









1944-1959гг – Немецкая компания B.A.S.F. (BadischeAnilin- &Soda-Fabrik), получив лицензию британской ICI, проводит исследования и эксперименты с целью вывода производства полиэтилена в промышленные масштабы.
 |
| BadischeAnilin- &Soda-Fabrik |
1954г – Hoechst (сегодня – это завод Basell – крупнейший производитель полиэтилена и катализаторов) впервые в мире производит и испытывает трубу из полиэтилена высокой плотности (HDPE). Именно в эти годы начинается поиск формулы «перекрестных связей» молекул полиэтилена для улучшения свойств температуры и эластичности трубы.
 |
| Basell — Крупнейший завод по производству полиэтилена и катализаторов |
Гонка немецких и английских ученых длится 20 лет.
1960-1969гг — B.A.S.F. находит решение для «сшивания» молекул полиэтилена радиоактивным методом, но данный способ использует активную радиацию и, как следствие, опасен в массовом производстве. Кроме того, такой метод производства имеет высокую стоимость.
| Территория завода B.A.S.F. |
| В эти же годы профессор Томас Энгель изобретает более безопасный и менее дорогостоящий метод , получивший название метод Энгеля. Данный метод использует высокие давления и температуру с участием пероксидного катализатора. Как и многие великие изобретатели, п-р Энгель не мог найти применение своему изобретению и случайно договорился с фермером (владелецем курятника) об использовании труб для отопления пола курятника. |
1965-1967гг – Томас Энгель патентует изобретённый метод производства труб из сшитого полиэтелена и продает свой патент нескольким южнокорейским компаниям, а также их коллегам из Германии и Японии (такие компании, как REHAU, WIRSBO, Pirelli, Dunlop, Mitsubishi, Goodrich, Continental). В эти годы еще никто, даже сам профессор Томас, не верит в будущее и коммерческое использование метода.
1970г – в гонке за технологиями израильский завод GOLAN приобретает патент Энгеля на производство трубы PEX из сшитого полиэтилена. В первые годы GOLAN обеспечивает производство труб, создает новые стандарты в инженерии на внутреннем рынке, а в период 70-90 выходит на рынки Канады, Германии и США.
| Команда SANEXT на заводе GOLAN |
1984г – Инженер Томаш Леман публикует первые стандарты для труб PEX из сшитого полиэтилена, в том числе и кислородной проницаемости через пластиковые трубы. Опять же, в основе трудов инженеров- изобретателей лежат исследования коррозии в 80-х годах.
2000г – впервые труба из сшитого полиэтилена применяется в России.





