

Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
Что следует знать о резьбе?
При установке запорной арматуры, переходного тройника или муфты на металлическую трубу в обязательном порядке делается резьба, которая характеризуется следующими параметрами:
- Глубиной — расстоянием от основания резьбы до конца трубы.
- Профилем и его углом — поперечным сечением у витка, которое выполняется в виде треугольника, прямоугольника и других форм. Когда боковые грани витков пересекаются, образуется угол.
- Шагом — расстоянием, которое образуется между вершинами трубы или близлежащими витками.

С определением профиля и шага стоит отнестись с максимальным вниманием, поскольку от этого зависит вид резьбы:
- Дюймовый — представляется как треугольник и используется при сборке элементов водопроводной трубы, а иногда — отопительной.
- Цилиндрический — вариант дюймовой резьбы, который имеет меньший шаг. Сглаженная верхняя кромка профиля напоминает цилиндр. Пример схемы наружной цилиндрической резьбы представлен ниже:
- Конический — вид позволяет получить герметическое соединение, что особенно актуально при использовании уплотняющих материалов.
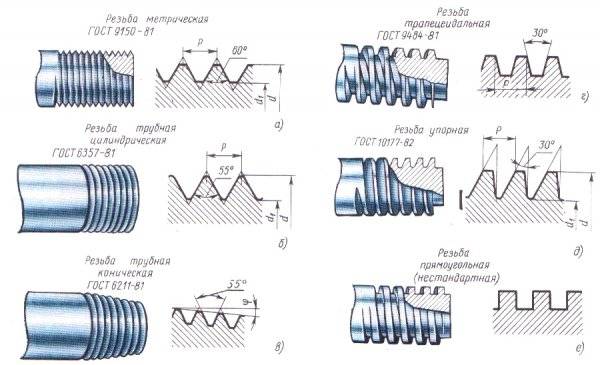
- Метрический — вид используется для патрубков небольших диаметров. Может быть трапециевидным — внешний угол делается в 30 градусов, а стороны витки напоминают трапецию. Для болтовых соединений может применяться также прямоугольная резьба, поскольку она делает фиксацию более надежной. Вот схема метрической резьбы, которая имеет вид равностороннего треугольника:
Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.
Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.
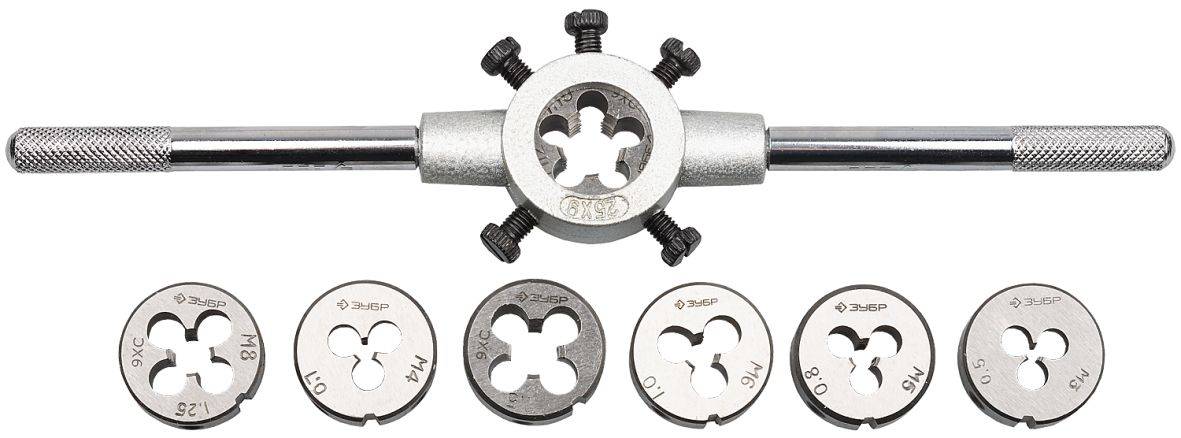
Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.
Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.
Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.









phoenix-master.com
Основы ремонта водопровода
 Не многие задумывались над тем, как подключается ввод водопровода в частный дом.
Не многие задумывались над тем, как подключается ввод водопровода в частный дом.
Состоит он из:
- труб,
- вентилей,
- клапанов,
- кранов и других компонентов.
Собирается все это в единую систему посредством резьбовых соединений.
Для того, чтобы процесс замены старой детали на новую не занимал много времени, и существует резьба.
Иногда приходится сталкиваться с такими случаями, когда самому доводится менять изношенный элемент (например, трубу), а на ней нет пазов.
Как поступить в этом случае?
Выход из создавшегося положения очень простой – своими руками нарезать резьбу. Идеальный вариант – это, когда у вас есть возможность воспользоваться токарным станком.
Но такое оборудование есть далеко не у каждого домашнего мастера.
Оно стоит дорого, и для того, чтобы им пользоваться, нужно иметь определенный опыт и навыки.
Если вам нужно оснастить трубу резьбой, например, для подключения мембранного бака для водоснабжения (написано здесь), можно задействовать один из двух видов приспособлений, предназначенных для нарезания пазов:
- резьбонарезная лерка,
- трубный вороток.
С помощью этого инструмента нарезают резьбу в водопроводных и канализационных трубах (зачем нужен гидрозатвор прочитайте здесь), которые применяются в инженерных сетях многоэтажных домов и частных постройках.
Обратите внимание! Если у вас нет никакого опыта в этом деле, то работать с леркой вам будет очень сложно. Так как даже минимальный перекос инструмента неизменно приведет к образованию дефекта
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая. Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета. Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета.
Теперь давайте попытаемся освежить в своей памяти, что собой представляет процесс нарезания резьбы:
- при нанесении пазов на трубы, образовывается винтовая поверхность на внешней стороне пустотелого предмета;
- винтообразная плоскость играет роль соединительного элемента, который размеренно вращается кругом оси сгонки;
- шаг резьбы соответствует одному полному витку.
Для того, чтобы место сопряжения водопроводных труб было водонепроницаемым, прочным, и узел мог выдерживать высокий напор в системе, необходимо нарезать резьбу таким образом, чтобы шаг в точности совпадал с шагом стыковочных деталей.
Нарезка внутренней резьбы метчиком
Метчиком нарезают внутреннюю резьбу в предварительно просверленном отверстии. Отверстие должно быть меньше примерно на размер витка (размер витка указан на метчике). Примерно как в таблице:
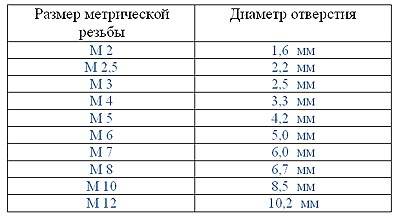
Диаметр отверстия под внутреннюю резьбу метчиком
Стоит помнить, что сверло не даст абсолютно точный диаметр, он будет больше на некоторые доли мм. Особенно это заметно на диаметрах до 3 мм. Это следует учитывать и брать сверло меньше на десятую долю мм.
Так же как и с плашками, существует метчикодержатель.

Метчики бывают черновые и чистовые. Иногда режут сначала черновым, потом чистовым метчиком, но в основном используют сразу чистовые.
Ручная нарезка внутренней резьбы метчиком (видео)
Процесс практически идентичен с нарезкой резьбы плашкой. Метчик крепится в держатель и устанавливается перпендикулярно отверстию. Деталь с отверстием должна быть надёжно закреплена.
Метчик и отверстие смазывается и делается это периодически, после нескольких витков. Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Для проверки точности нарезки резьбы используют угольник, проверяя вертикальность метчика после нескольких витков.

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.










Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Виды резьбовых соединений
Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно
Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти – дюймовая и метрическая
Отличительные характеристики дюймового и метрического вида выглядят следующим образом.
Дюймовый тип резьбы на трубах:
- Все элементы измеряются дюймами.
- Наличие профиля в форме равнобедренного треугольника с углом в 55 градусов на верхнем углу.
- Присутствующий большой шаг. Следовательно, такой профиль крупнее и такой тип нарезки отличается более высокой прочностью.
Метрический тип:
- Все элементы измеряют в миллиметрах.
- Профиль отличается формой равностороннего треугольника.
- Более мелкий шаг.
Ниже рассмотрим каких видов бывает резьба.
- Правой. Это если гайка закручивается на болт по ходу часовой стрелки.
- Левой. Гайку в этом случае закручивают в обратном направлении.
Высококачественного нарезания на трубе можно достичь только при условии, что безошибочно выбран объем сверла или стержня для изготовления отверстия.
Каждая резьба на трубах характеризуется индивидуальными параметрами, которые регламентируются ГОСТом 621181.
Так, например коническая резьба по требованиям ГОСТа отличается выступом витков. Также данными нормативными документами определяется и канавка при нарезании. И по ГОСТу 621181 определяют профиль нарезания.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Стандарты резьбовых соединений для трубопроводов
Государственными стандартами нормируются такие виды, как метрическая, трубная цилиндрическая, трубная коническая, известны некоторые нестандартные виды, которые в домашнем обиходе не применяются.
Метрическая
Это самый распространенный вид. Ее параметры определяет ГОСТ 9150-81. Свое название получила из-за использования метрической системы в характеристиках. Диаметр дается в миллиметрах. Имеет треугольную форму и постоянный угол профиля 600. Обозначение метрической резьбы начинается с заглавной буквы М, далее указывают диаметр в мм, к примеру, М20.
Метрическая резьба имеет крупный шаг и несколько мелких. Крупный шаг в обозначении не указывается, его размер соответствует диаметру. Мелкий шаг составляет определенную величину, которая приводится в обозначении. Метрическая резьба чаще правосторонняя, если используется левосторонний вариант, в обозначение добавляются буквы LH.
Примеры обозначения: М20 – правосторонняя, метрическая, диаметр 20 мм, шаг 2,5 мм; М20х0,5-LH – левосторонняя метрическая, диаметр 20 мм, шаг 0,5 мм.
Трубная цилиндрическая
В российской системе стандартов нормируется ГОСТ 6357-81, по международному стандарту имеет обозначение BSPP. Все размеры указаны в дюймах. Трубная резьба нарезается на фитингах, кранах, гайках и другой сантехнической арматуре.
Основные характеристики трубной цилиндрической резьбы:
- для обозначения используется буква G;
- размер условного прохода измеряется в дюймах;
- угол наклона профиля равен 550;
- четыре значения шага, величина которого соотносится с определенным диаметром;
- наибольший диаметр трубной резьбы 6 дюймов, трубы большего размера соединяются сваркой.
Предлагаем вашему вниманию таблицу соответствия параметров трубной резьбы.
Таблица 1
| Диаметр условного прохода в дюймах | Шаг, мм | Наружный диаметр, мм | Внутренний диаметр, мм |
| 1/8 | 1,814 | 9,73 | 8,57 |
| 1/4 | 13,15 | 11,45 | |
| 3/8 | 16,66 | 14,95 | |
| 1/2 | 20,95 | 18,631 | |
| 5/8 | 22,91 | 20,587 | |
| 3/4 | 26,44 | 24,12 | |
| 7/8 | 30,20 | 27,88 | |
| 1 | 2,309 | 33,28 | 30,29 |
| 1 1/8 | 37,89 | 34,94 | |
| 1 1/4 | 41,91 | 38,95 | |
| 1 3/8 | 44,32 | 41,36 | |
| 1 1/2 | 47,80 | 47,85 | |
| 1 3/4 | 53,75 | 50,79 | |
| 2 | 59,61 | 56,66 |
В таблице приведены наиболее часто используемые диаметры дюймовой резьбы для трубопроводных систем.
Обозначение G 1 1/4“ расшифровывается следующим образом – трубная цилиндрическая резьба правосторонняя, диаметр условного прохода один дюйм с четвертью. В обозначении возможно присутствие букв А, В, С, которые указывают на класс точности исполнения, LH – левосторонняя.
Трубная коническая
Нормируется ГОСТ 6211-81, международный стандарт BSPT. Характеристики такие, как у цилиндрической резьбы, нарезается на конусе с уклоном 1:16. Обеспечивает плотное герметичное соединение отдельных узлов системы трубопроводов. Наружная резьба имеет обозначение R, внутренняя – Rс. После буквенной аббревиатуры следует размер условного прохода в дюймах.
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.








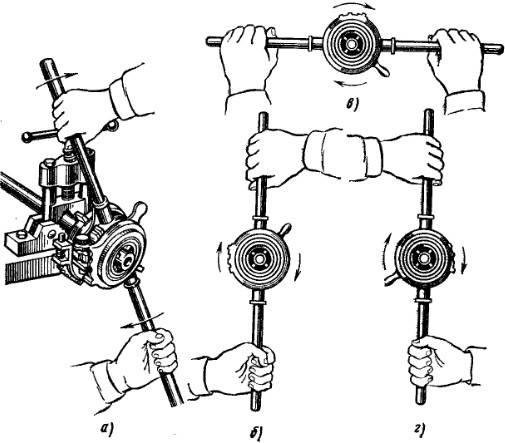
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму. В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6

Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Нарезка резьбы на стояки стоящие рядом к стене
Расскажите чем нарезаете резьбы на стояках стоящих близко к стене?Замучались мудрить с советскими плашками, а клупом не подлезть.Меня терзают смутные сомнения что наверное что то есть в продаже.Просвятите?
есть .. бош gbh 5-40 . подрабатывается им выемка в стене и- вперед клуппом.
2SpiKeR Если клуппом не подлезть, долбите стену, чтобы можно было подлезть.
переходники Gebo рулят
Причем тут переходники??Сварка не пойдет, мы полипропилен ставим.Неужели только выборку у трубы делать, у некоторых бывает плитка положена, бюджетный такой ремонтик.Так что не всегда так прокатит.
При бюджетных ремонтиках стояки не трогают.
не понял причём сдесь пп варите с резьбой или я точно чегото не понял
а где именно на стояке?
как это при чем? Вам, насколько я понял от обрезанного стояка на выходе надо получить резьбу, так? Если так, то эти переходники как раз предназначены для подключения к стальным трубам. Трубу обрезал ровно, снял грат, шкуркой место от краски под фитинг зачистил, одел фитинг, зажал попкой и дальше уже хоть пропиленом, хоть бутиленом ведите. Если вам принципиально ИМЕННО нарезать резьбу, то тогда долбите, Шура, долбите стены.
Виноват, не понял сразу )) Если можно, то поподробнее с этого места!У нас и без бюджетного ремонта трогают если приспичит, потихоньку сыпется.Народ лучше без ремонта посидит, но с водой.
есть переходники Gebo для подключения к стальным трубам. цанговый принцип соединения. удобная штука. погуглите, где можно в вашем городе купить. кстати, сделаны из чугуна.
О как. Какого хрена я резьбы резал, корячился? Но, имхо, цанги только на идеально цилиндрическую трубу годятся. А как заранее знать геометрию ея? А если в качестве уплотнителя там резина или любой другой эластичный материал, то это гумно. Лучше уж с нарезкой резьбы покорячится.
Малёха стену продобить и плашкодержатеь с трещёткой в самый раз, с одной ручкой нарежете резьбу.
Если клупп с трещеткой не влазят, можно использовать только клупп и вращать его за грани рожковым ключем
не помню в мм какой допуск в отклонении от цилиндра. Но фитинги с немецкой сертификацией. Уплотнений там несколько в том числе и резина, точнее EPDM, Доверять им или нет — дело лично каждого. Но для меня лично клеймо DVGW уже говорит о том, что дальше вопросов о качестве задавать нет смысла. И, кстати, не факт, что переходник Gebo потечет раньше, чем треснет труба по нарезанной резьбе. Плус-то в том, что нет ослабления трубы (нарезка резьбы — это и есть ослабление). Хотя, конечно, муровать их (переходники) не стоит. Всеж таки цанга.





