

Как гнуть без станков
В домашних условиях, в которых нет станков, на помощь придет народная смекалка и опыт. Например, гнуть можно без специального инструмента, имея лишь болгарку и сварку.
Последовательность действий такова:
- Сперва рассчитывается желаемый радиус изгиба;
- По всей длине изгиба делают разрезы поперечно изгибу. Делать такие разрезы необходимо с постоянным шагом;
- Дальше трубу можно гнуть в прямом смысле руками;
- Последним шагом при помощи сварки заваривают все распилы, причем вне зависимости от того, была ли распилена стенка или просто надпилена.
- Места сварных швов выравниваются и шлифуются.
Кроме такого грубого способа есть и еще один. Он основывается на внутреннем противодействии.
При этом используются различные средства, например специальные пружины. Изготавливаются они в домашних условиях собственноручно. На профиль, который будет размерами меньше того, что планируется согнуть, наматывается проволока из стали с сечением от 1 до 4 миллиметров.

Сгибание трубы с помощью трубогиба
Такая самодельная пружина получится квадратного сечения, как собственно и само профильное изделие.
Совет! Толщину проволоки следует выбирать, исходя из толщины самого изделия, которое планируется согнуть.
Что касается конкретных размеров пружины, то ее сечение должно быть меньше, чем внутреннее сечение профиля, который берется на изгиб. Это значит, что сторона каждого витка должна быть меньше каждой из внутренних сторон трубы.
Необходимость выполнения этого условия обусловлена тем, что полученная пружина будет помещаться внутрь.
После этого изделие устанавливается на место изгиба и разогревается обычной паяльной лампой. Дальше трубу можно гнуть на шаблоне. При этом, естественно, что изгиб шаблона должен быть таким же, как и требуемый изгиб.
Важные технические моменты при изготовлении профилегиба.
Гибка профильной трубы с заломами.
Ролик с ребром по центру.
Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Рекомендуем прочитать:
Собираем зачистной станок для труб.
Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Ролик для гибки круглой трубы.
Что можно гнуть, а что нет
Многие соотечественники задаются вопросом можно ли гнуть полипропиленовые трубы и как это сделать правильно ().
Рассмотрим то, какие материалы подлежат механической деформации без ущерба для последующей эксплуатации, а какие нет.
Можно гнуть практически весь металлопрокат, включая алюминиевые, медные и стальные трубы различного диаметра. Сложнее изменить конфигурацию изделий из нержавейки и аналогичных жестких сплавов.
Для правильной деформации всех без исключения металлов необходим специальный станок для гнутья труб. Использование специального станка не только обеспечит оптимальное качество сгиба, но и позволит выполнить поставленную задачу с минимальными физическими усилиями.
Некоторые сантехники из экономии фитингов разогревают полипропилен промышленным феном и гнут до требуемой формы. Делать это нецелесообразно, так как из-за деформации в сочетании с нагреванием изогнутая труба из пластика будет иметь неравномерную толщину стенок на внешнем и внутреннем радиусе.
В итоге эксплуатация построенного водопровода будет непродолжительной, так как под давлением жидкой среды, в тонкой стенке со временем появятся трещины.
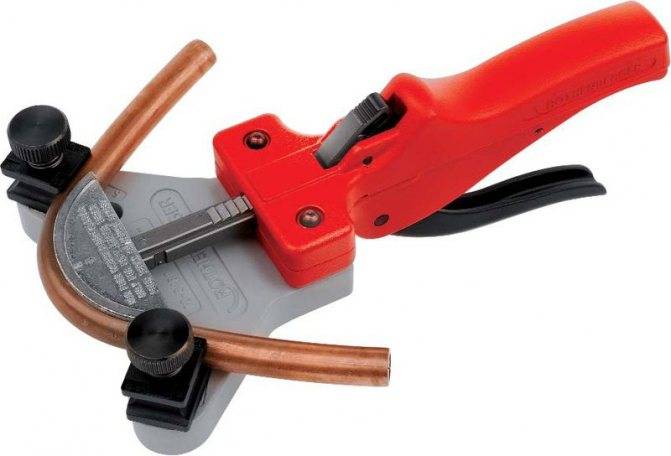
Выбираем подходящий инструмент
Пружина — эффективный инструмент для работы с металлопластом. Пружины, представленные на рынке, бывают двух типов: внешние и внутренние. И тот и другой тип инструмента отличает доступная цена. Инструмент должен подбираться в соответствии с внешним или внутренним диаметром трубы.
Приспособление производится из полированной стали. Гладкая поверхность витков позволяет снять пружину с согнутой трубы. Применение пружины позволяет обеспечить одинаковый диаметр поперечного сечения на всем протяжении сгиба.
Трубогиб — это широкий ассортимент станков или приспособлений, предназначенных для деформации металлопроката с учетом требуемого угла и радиуса сгиба. Устройства активно применяются при строительстве трубопроводов различного назначения различной конфигурации и типоразмеров.
Классификация трубогибов
Все современные трубогибы соответствуют следующим требованиям:
- возможность сгиба на угол до 180 градусов;
- возможность работы с трубами, изготовленными из различных материалов, включая алюминий, медь, сталь и полимерные композиции.
Такое оборудование в соответствии с типом используемого привода подразделяется на следующие категории:
- Ручные модификации , как правило, применяются для работы с трубами малого диаметра. Устройство приводится в действие воротом, к которому прикладывается существенное мускульное усилие.
- Гидравлические модификации – это оптимальный выбор для работы с трубами, диаметр которых не превышает 3-х дюймов. Эксплуатация гидравлических устройств позволяет работать с трубами без чрезмерных физических усилий. На рынке представлены мобильные и стационарные гидравлические трубогибы.
- Электромеханические модификации представлены на рынке универсальными устройствами, предназначенными для выполнения высокоточного сгиба. Основным преимуществом таких трубогибов является возможность работы с тонкостенным металлопрокатом без угрозы повреждения.
В соответствии со способом гибки и конфигурацией рабочей части, инструмент может быть:
Арбалетным , где в качестве деформирующего элемента применяется сменная металлическая направляющая форма, которая подбирается под определенный диаметр труб.

Сегментным , где металлопрокат вытягивается специальным сегментом, оборачивающим трубу вокруг себя.

На фото — дорновый станок
Дорновым , где работа с металлопрокатом ведется как с внешней, так и с внутренней стороны трубы. Такая особенность позволяет применять устройство для изменения конфигурации тонкостенных труб без угрозы разрыва металла или образования складок по внутреннему диаметру.








Технология сгибания труб
Инструкция изменения конфигурации труб посредством внешней пружины следующая:
- Пружина одевается на металлопластовую ;
- Затем труба захватывается обеими руками на расстоянии 20 см от пружины и гнётся до получения нужного угла;
- После того как получен нужный угол, пружина проворачивается вокруг своей оси и снимается.

Применение внутренней пружины отличается тем, что устройство вставляется с краю трубы, где его потом можно будет вытащить.
Согнутый конец трубы можно получить, используя трубогиб. В этом случае устройство, в соответствии с его модификацией, настраивается под требуемые параметры. Затем труба вставляется в приемный зазор и устройство приводится в действие посредством того или иного привода.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.


При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.


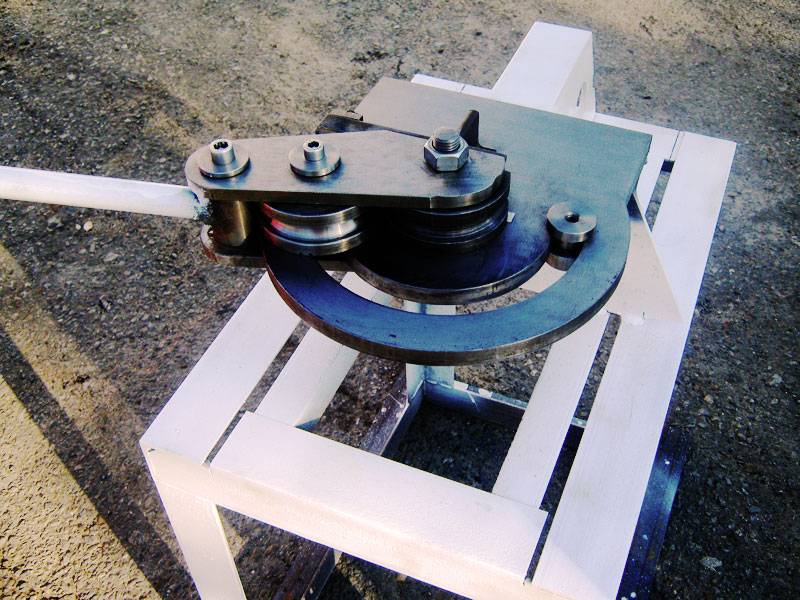
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
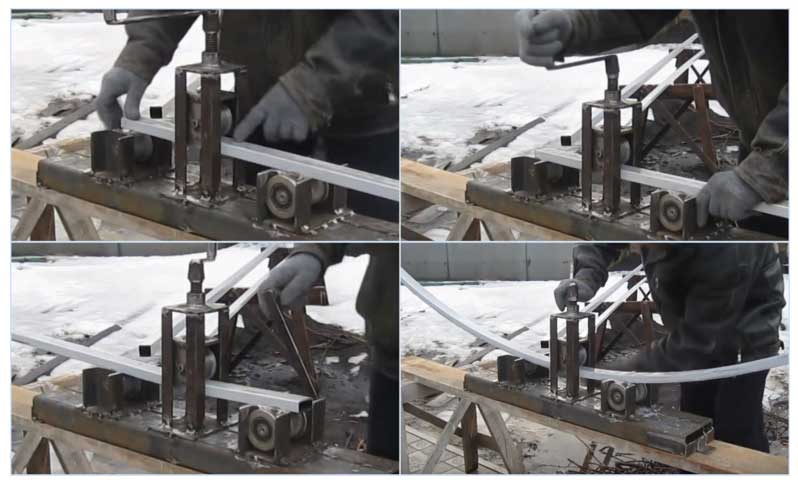
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Методы гибки труб в домашних условиях
При изготовлении простых конструкций в условиях частной мастерской многие не знают, как согнуть металлическую трубу самостоятельно без приобретения готовых деталей с высокой ценой. Решить проблему помогут несколько способов сгибания профиля:
- Холодный метод. Применяется для деталей с малым сечением и толщиной металла не более 1,5 мм. Мастер прикладывает физические усилия и ведет самостоятельный контроль за заготовкой (выполняется замер). После сгибания деталь сравнивают с шаблоном.
- Горячий метод. Необходим источник открытого пламени для накала заготовки. Трубе придается необходимая форма. При этом сторонние напряжения сохраняются до полного остывания профиля. В качестве источника тепла могут применяться паяльные лампы, газовые котлы и печи на угле или дровах.
- Заполнение полостей. В роли материала для наполнения может применяться вода, песок и машинное масло. Внутреннее пространство должно быть заполнено без пустот. При использовании воды ее следует заморозить, лед не позволит образоваться вмятинам и заломам на внутренней стороне радиуса. Для достижения герметичности трубу с двух сторон закрывают пробками из дерева или заваривают.
- Нарезка сектора. При помощи угловой шлифовальной машинки с отрезным диском на отмеченном участке трубы делают прорези определенной глубины. Затем профиль загибают и нарезку заваривают. Способ требует много времени на выполнение, но отличается надежностью. Таким способом можно согнуть квадратную трубу.
Гибка своими руками (Фото: Instagram/prokmetall.ru)
Пошаговая инструкция
 Чтобы согнуть трубу, вам необходимо воспользоваться трубогибом с использованием растяжения, которое, в итоге, сместит нейтральную ось по заданному направлению.
Чтобы согнуть трубу, вам необходимо воспользоваться трубогибом с использованием растяжения, которое, в итоге, сместит нейтральную ось по заданному направлению.
Такие действия снизят возможность получить гофрированную поверхность после проведения всех действий (при разводке труб в ванной и туалете).
Находясь в станке, трубу стоит обхватить по краям и растягивать, при этом, в одно и то же время она деформируется и обретает необходимую форму по движению гибочного шаблона.
Как согнуть трубу из нержавеющей стали при этом не потерять ее качество? Все манипуляции стоит проводить под внутренним гидростатическим давлением:
- на концы пустотелого предмета наденьте заглушки,
- подайте внутрь жидкость,
- подведите гибочный шаблон к центру трубы, благодаря которому и выполняется изгиб,
- изделие обретает необходимую форму.
Гибка трубы своими руками
Профильная труба может обрести необходимую форму и без использования специального станка и приспособлений.
При этом во многих случаях работа получается действительно хорошего качества.
Способы согнуть профильную трубу своими руками
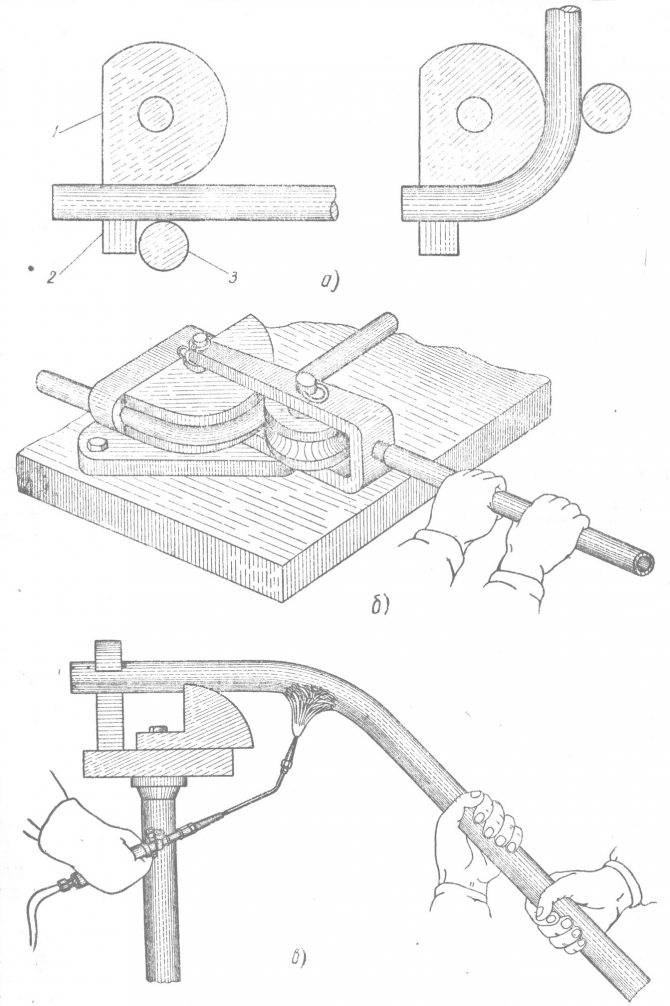
Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.






Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
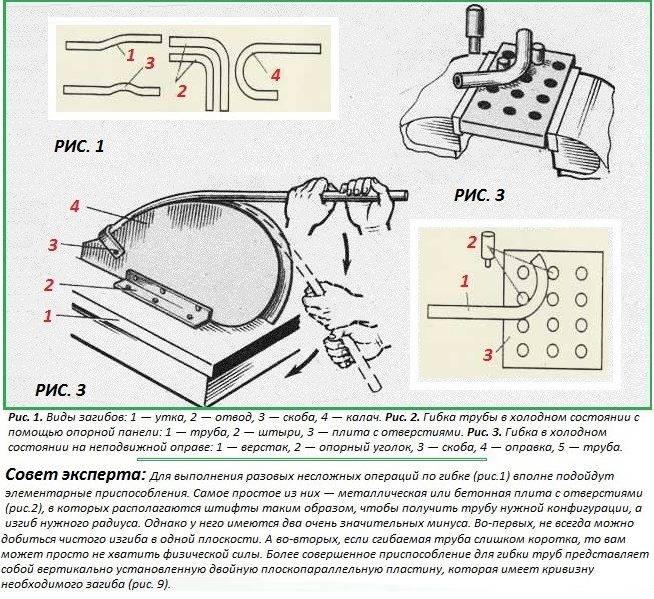
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.
Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
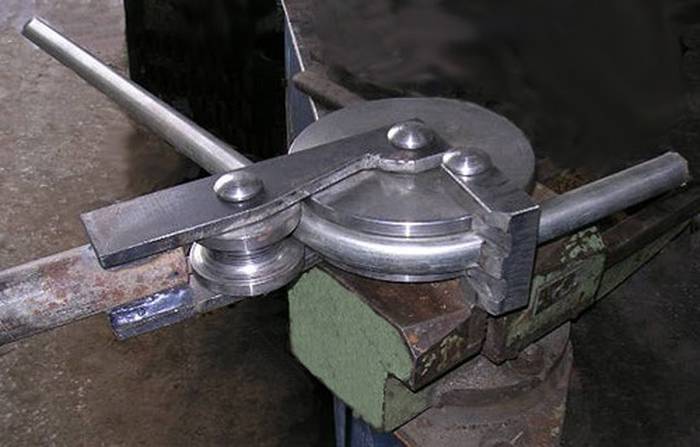
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
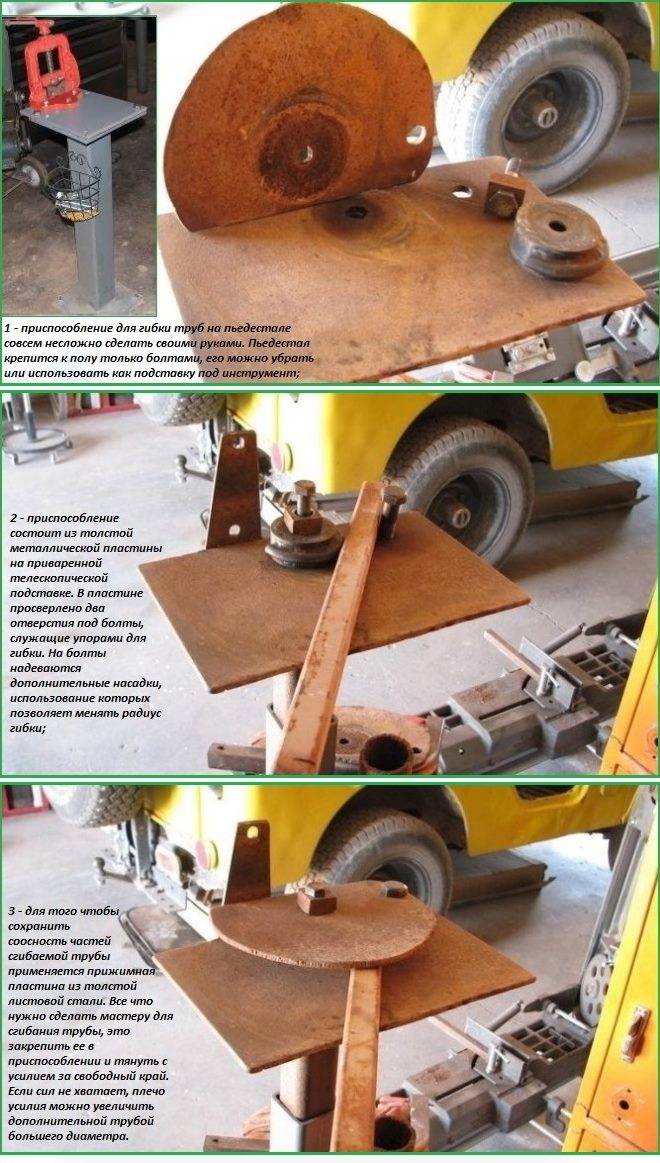
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
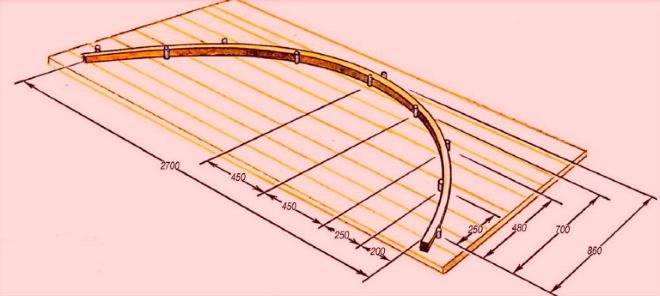
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
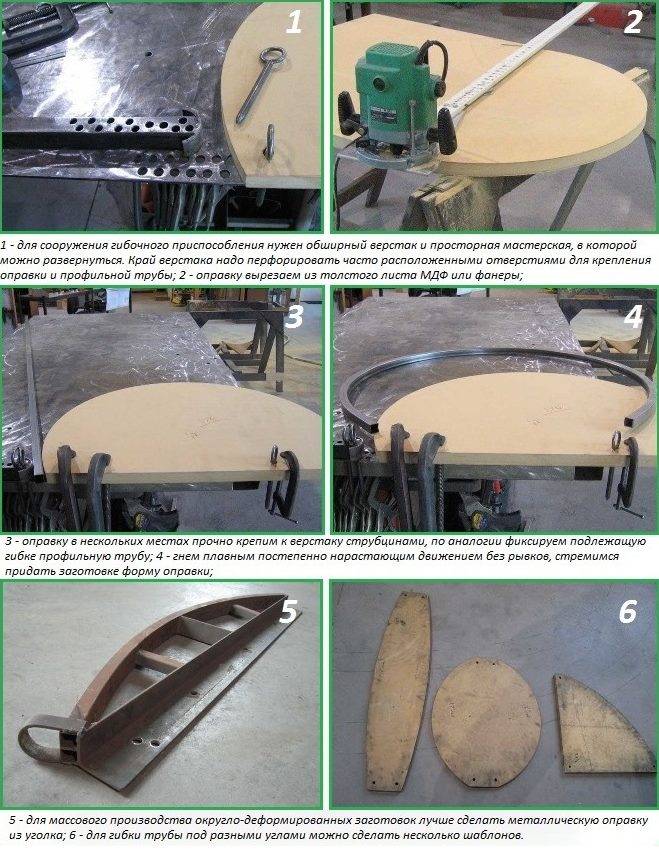
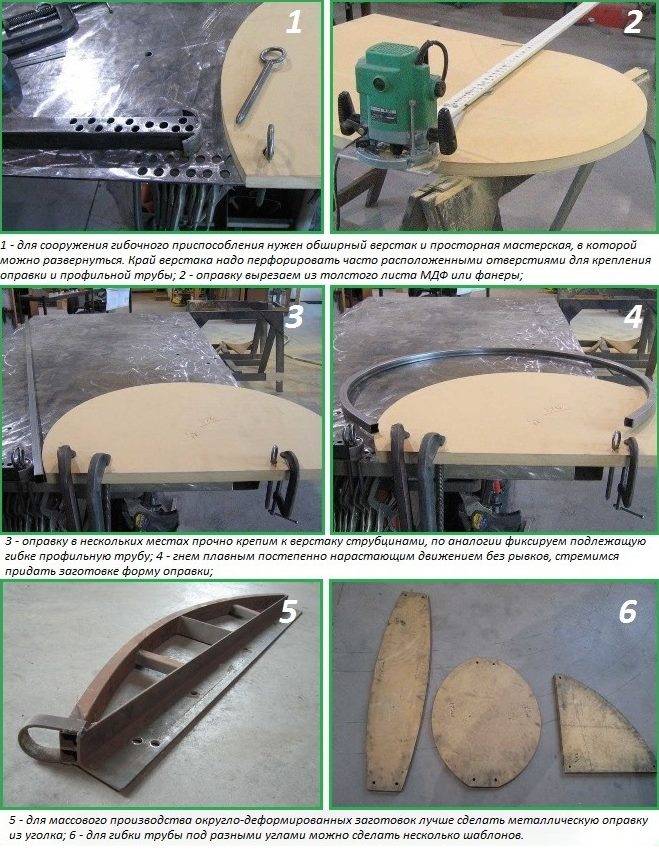
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
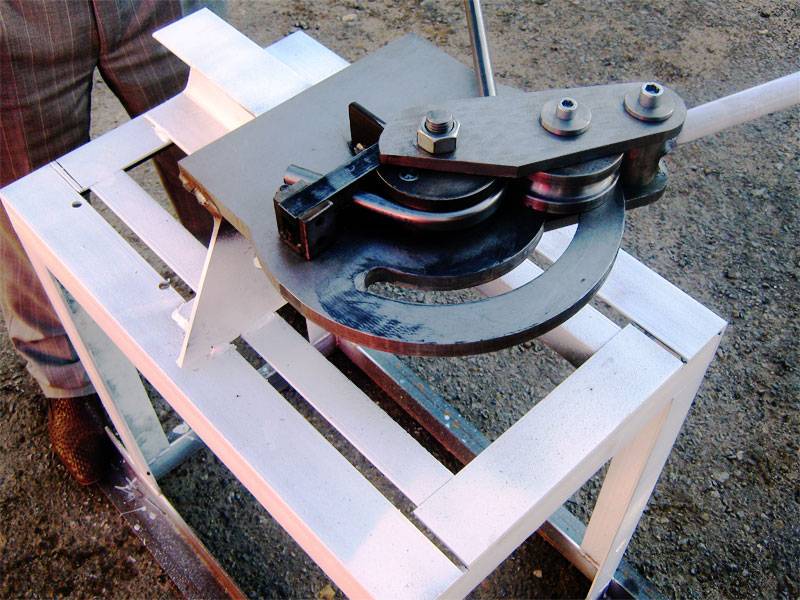
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
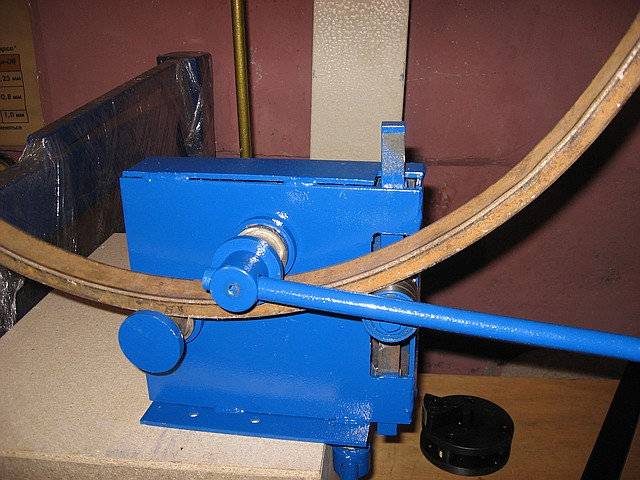
Улитковый трубогиб
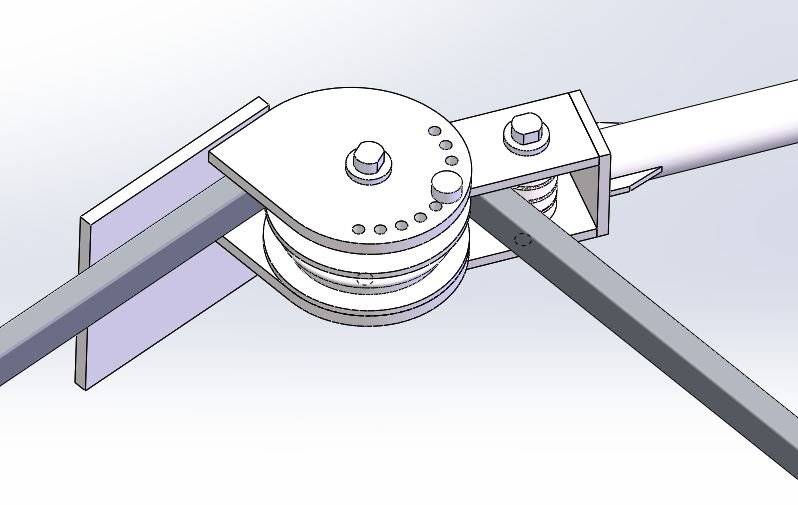
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.







Учёт профиля
К профильным трубам относятся такие изделия, что имеют разную форму поперечного сечения:
- квадратную;
- круглую;
- плоскоовальную;
- овальную.
 Даже несмотря на такое разнообразие, чтобы возвести теплицу или навес, обычно используют прямоугольную или квадратную трубу. Это объясняется тем, что на плоских стенках гораздо проще смонтировать внешнее покрытие.
Даже несмотря на такое разнообразие, чтобы возвести теплицу или навес, обычно используют прямоугольную или квадратную трубу. Это объясняется тем, что на плоских стенках гораздо проще смонтировать внешнее покрытие.
В магазинах продаётся большое количество профилей. Имеются разные геометрические параметры, основными из которых считаются площадь поперечного сечения и толщина стенки. А также стоит смотреть на пластические возможности материала. Этот показатель покажет минимально допустимый радиус закругления и поможет определить тот радиус, на который можно согнуть трубу, чтобы она не испортилась.
Для определения параметра минимального радиуса сгибания необходимо знать высоту профиля. Если собираетесь сгибать профильную трубу, что имеет поперечное сечение прямоугольного вида или квадрата, то следует соблюдать некоторые рекомендации.
Если имеется профиль не больше 20 мм, тогда её необходимо выгнуть на тех участках, длина которых превышает величину, что равна 2,5 xh (h является высотой профиля).
Если профиль изделия превышает 20 мм, тогда можно сгибать на участках, длина которых равняется 3,5 xh и больше.
Эти рекомендации пригодятся тем людям, кто своими руками собирается гнуть металлический профиль, чтобы изготовить стеллаж, навес или другие подобные конструкции. Но следует иметь в виду, что для качественного сгибания необходимо учитывать ещё и толщину стенки. Изделие, толщина которого меньше 2 мм, совершенно не подходит для сгибания, а потому необходимо выбрать более толстую конструкцию. Если толщина стенки меньше 2 мм, то лучше не гнуть трубу, а использовать сварку для соединения деталей.
Если на домашнем участке необходимо согнуть трубу, которая изготовлена из углеродистой или низколегированной стали, надо учитывать ряд нюансов. Подобные металлы после сгибания могут отпружинить и возвратиться в исходное положение, а потому такие конструкции необходимо повторно проверять по шаблону.
Величина отпружинивания характеризуется таким параметром, как момент сопротивления — Wp. Этот параметр указывается в строительной документации. И чем он будет ниже, тем меньше будет вероятность того, что профиль в процессе сгибания вернётся в своё первоначальное положение.





