

Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.

Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.

Рис. 3 Инструменты для работы с ППР
Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.
Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.
Рутиловые электроды
Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:

- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.








Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Методика сварки
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
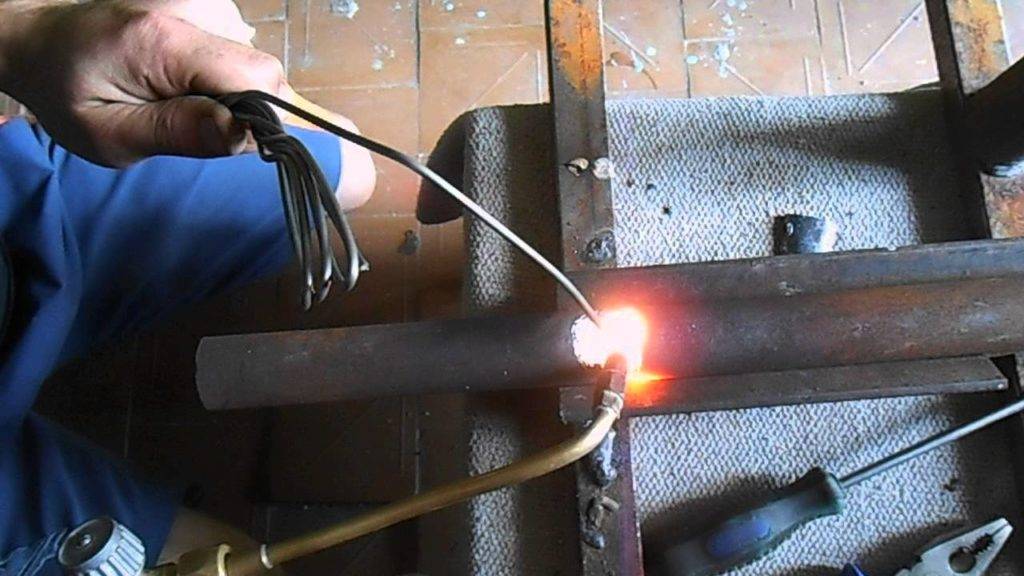
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
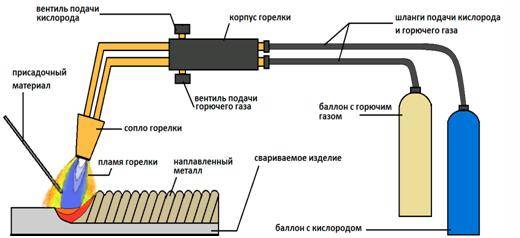
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.

Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.

Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
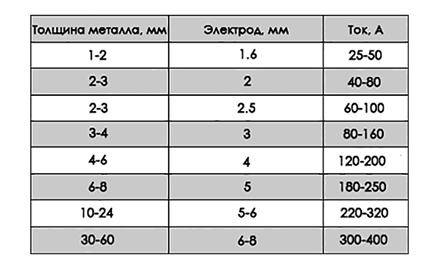
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.
На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;

Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.

Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.








Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.
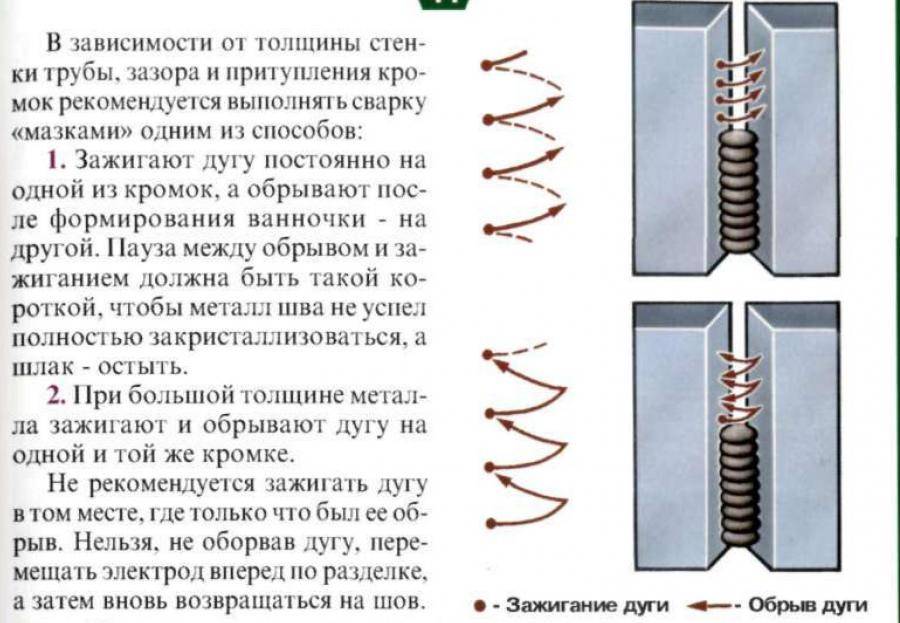
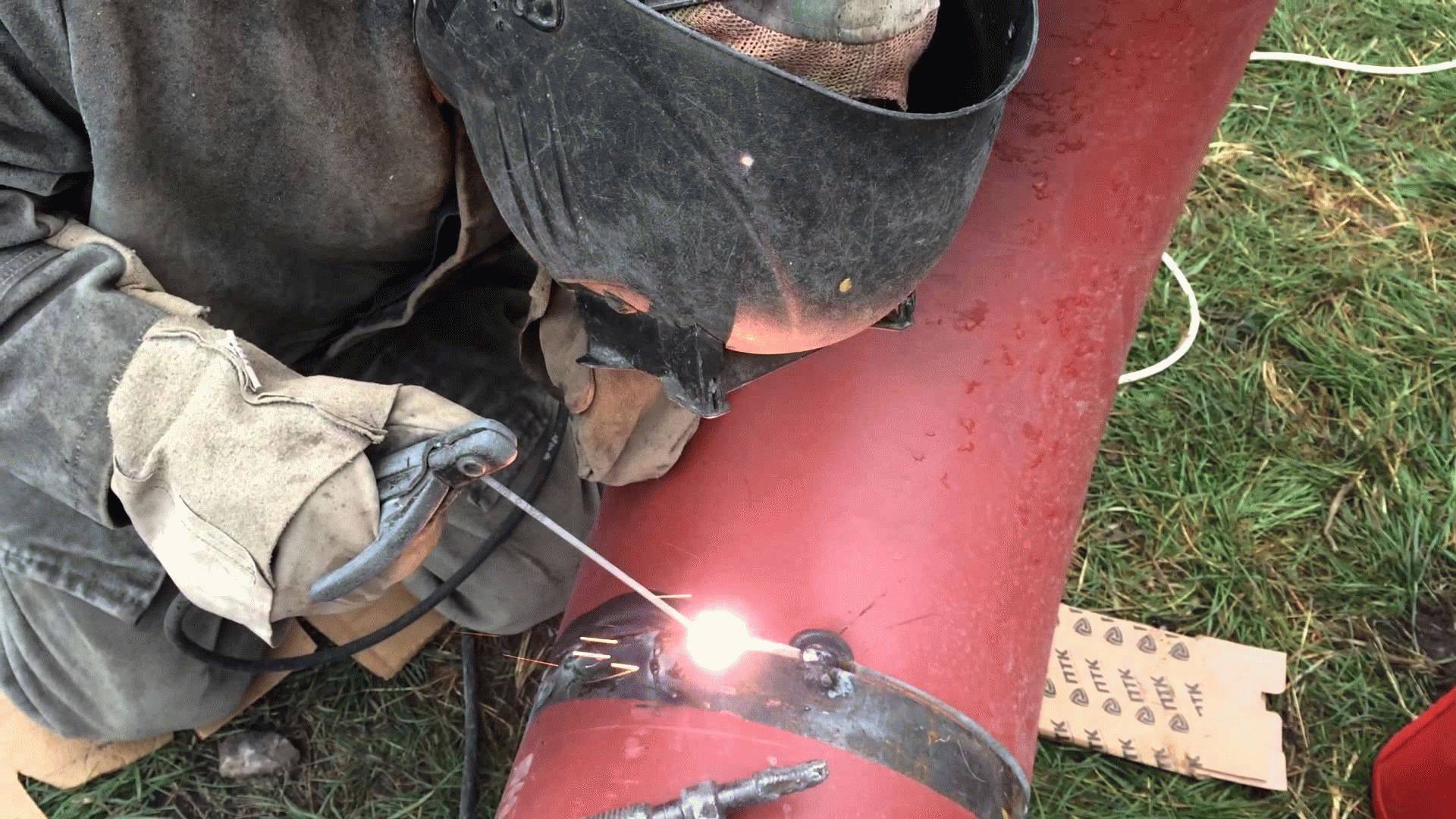
Некоторые особенности, характерные для сварки трубопроводов
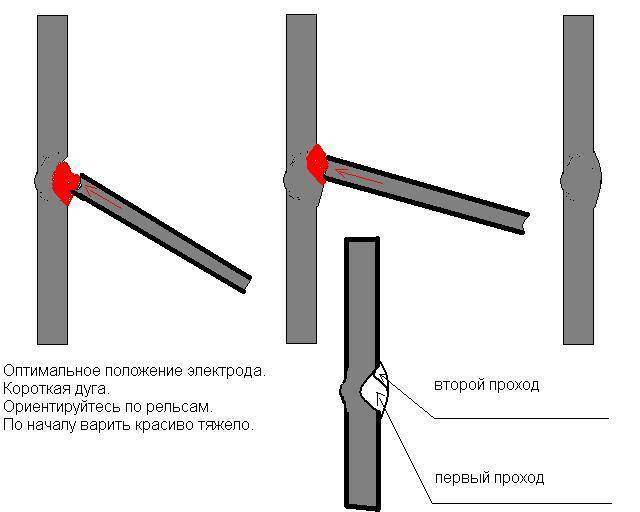
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат. При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности. Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении. Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров. Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.
Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска. Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя. Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки. Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки. Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно. Каждый последующий слой выполняется во время медленного поворота трубы. Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба. Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А. Дополнительные функции оборудования могут облегчить работу для новичка
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем
Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.









При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.





