

Содержание документа
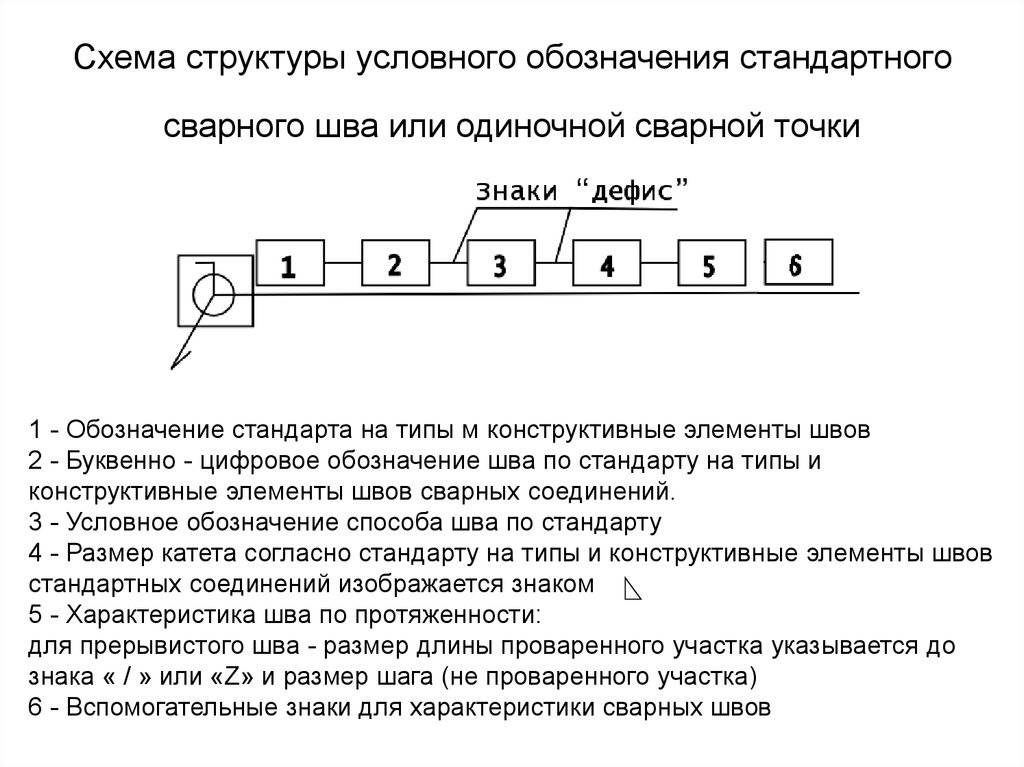
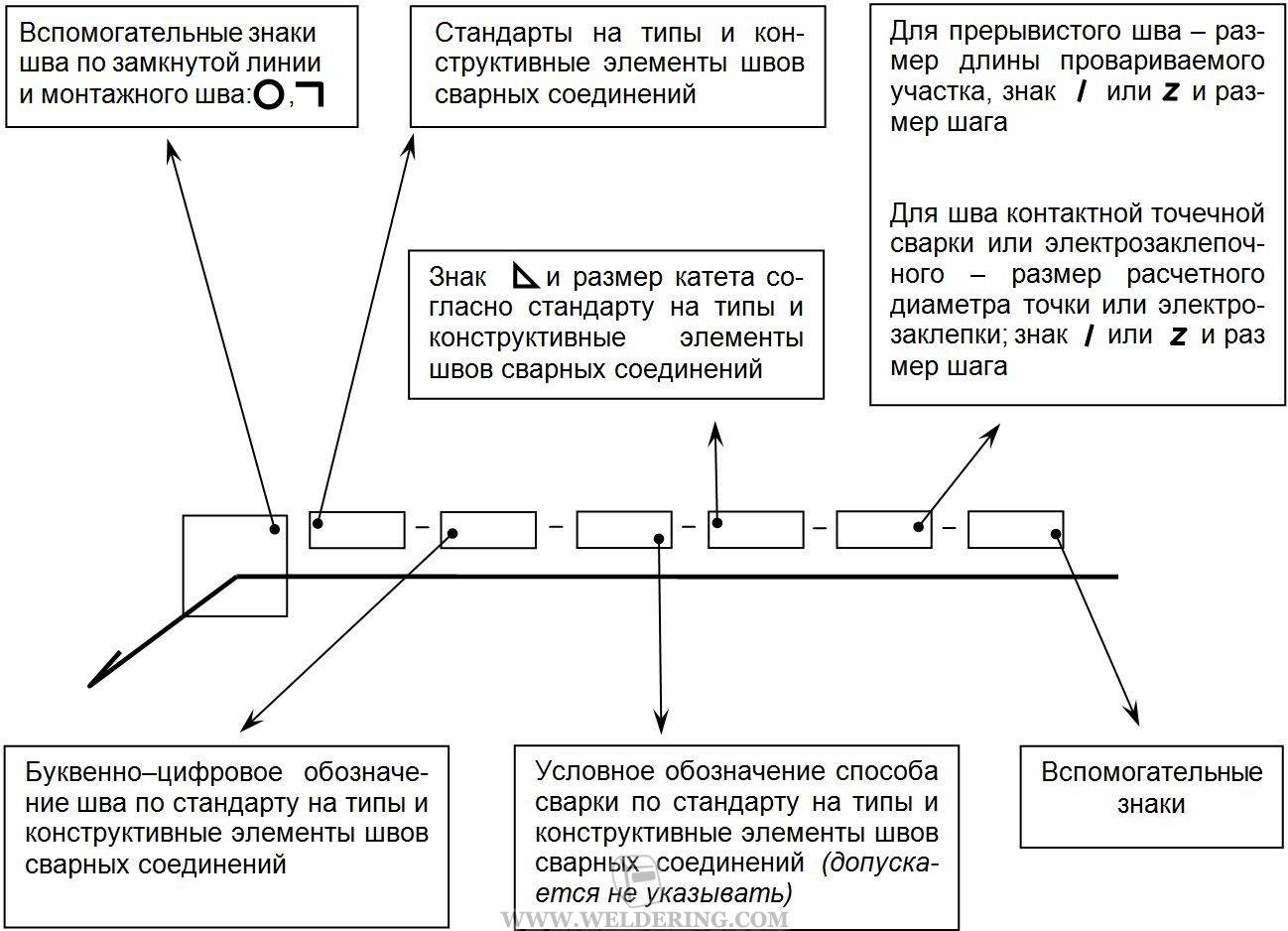
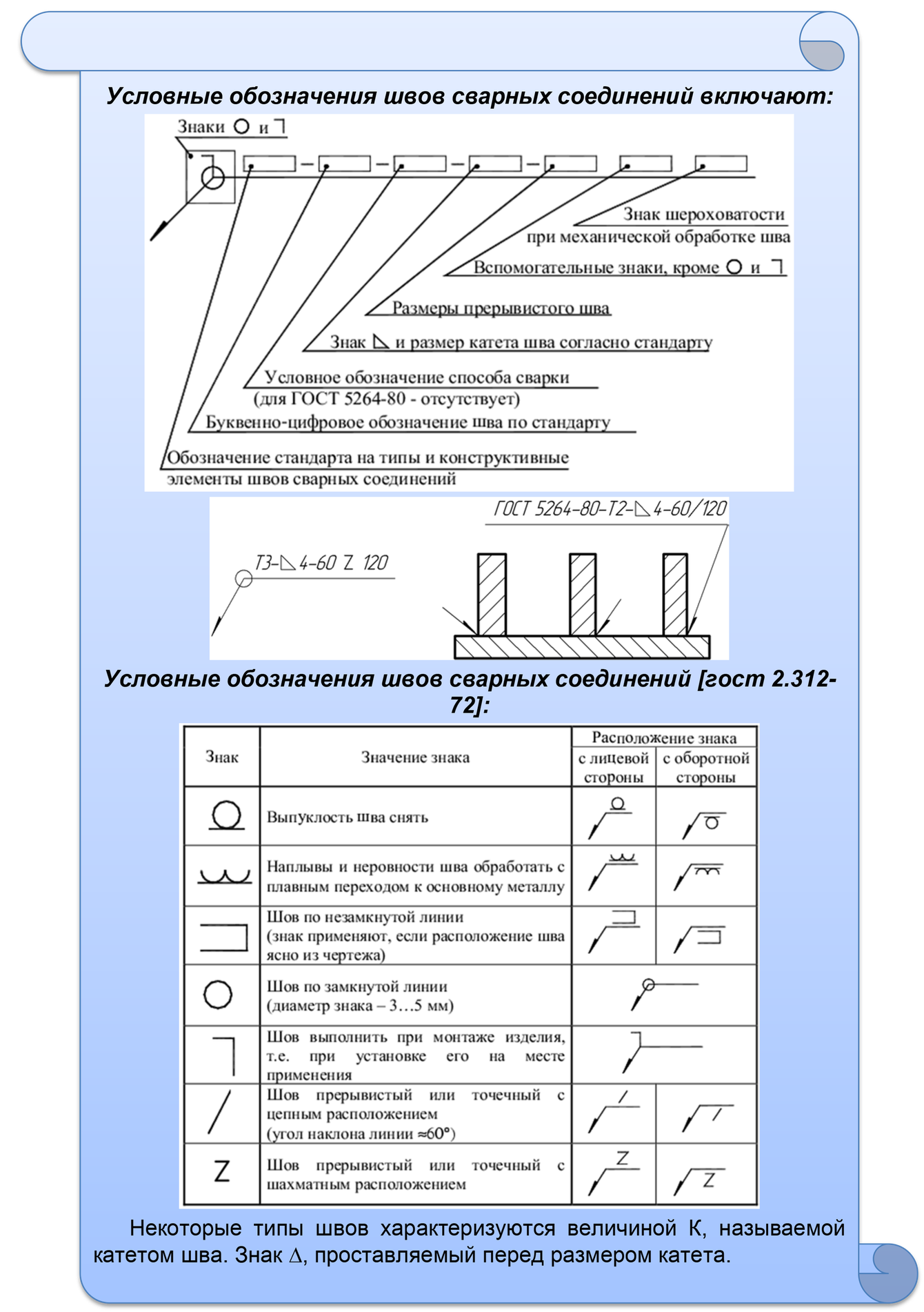
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
 Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
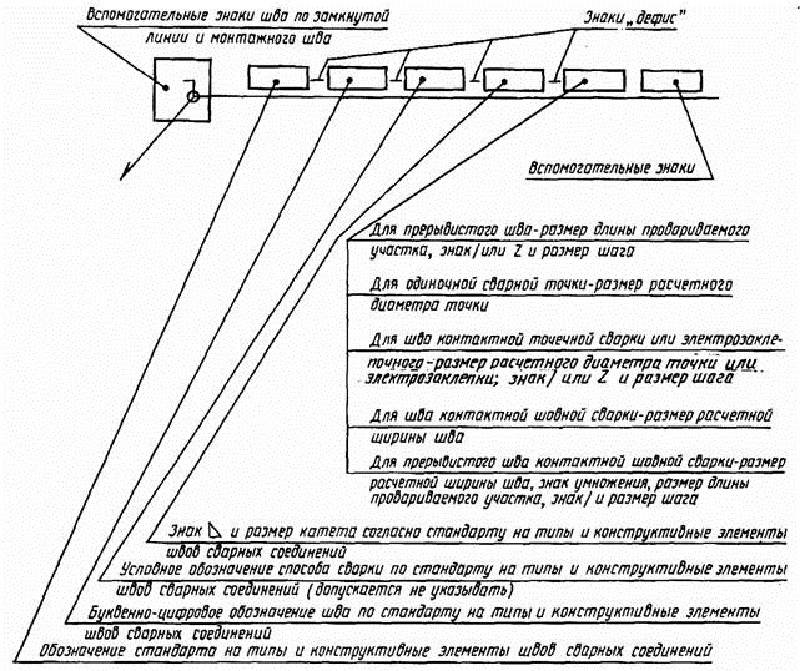
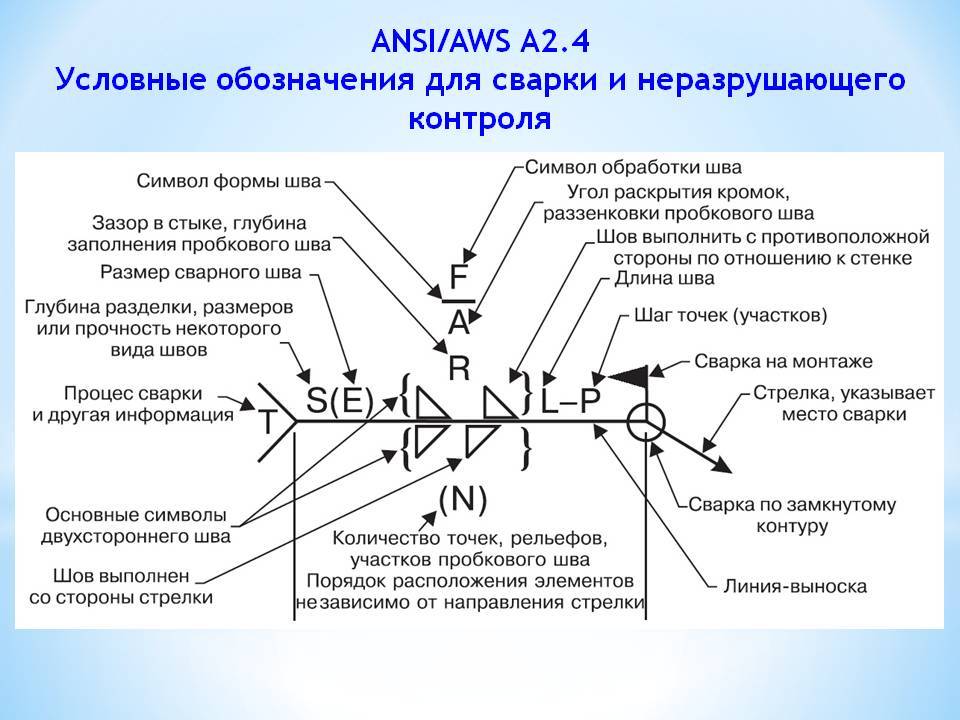
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
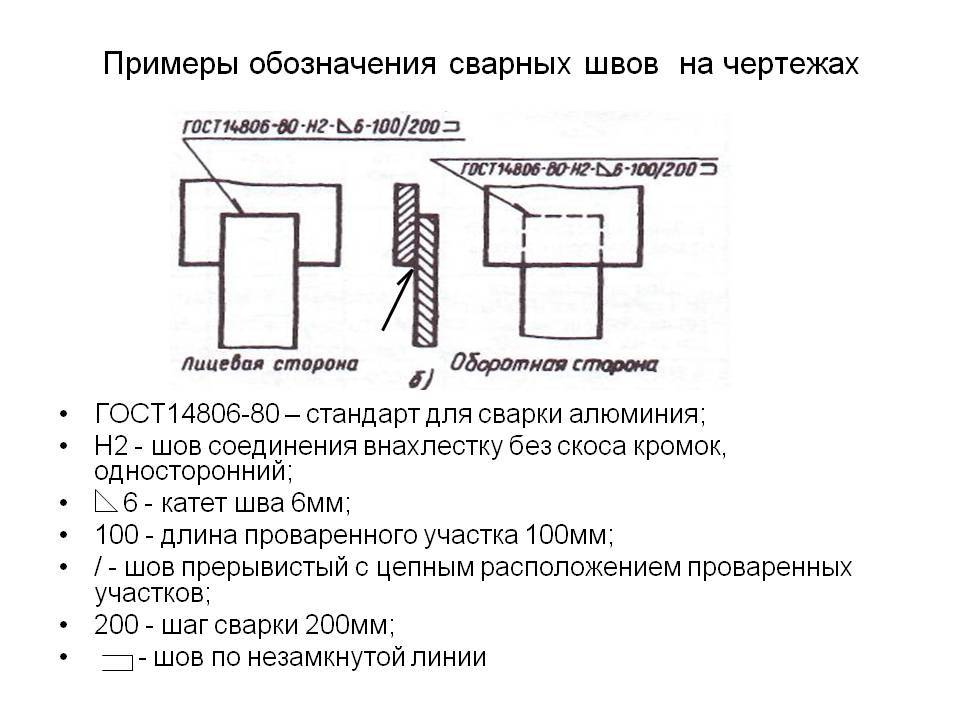
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
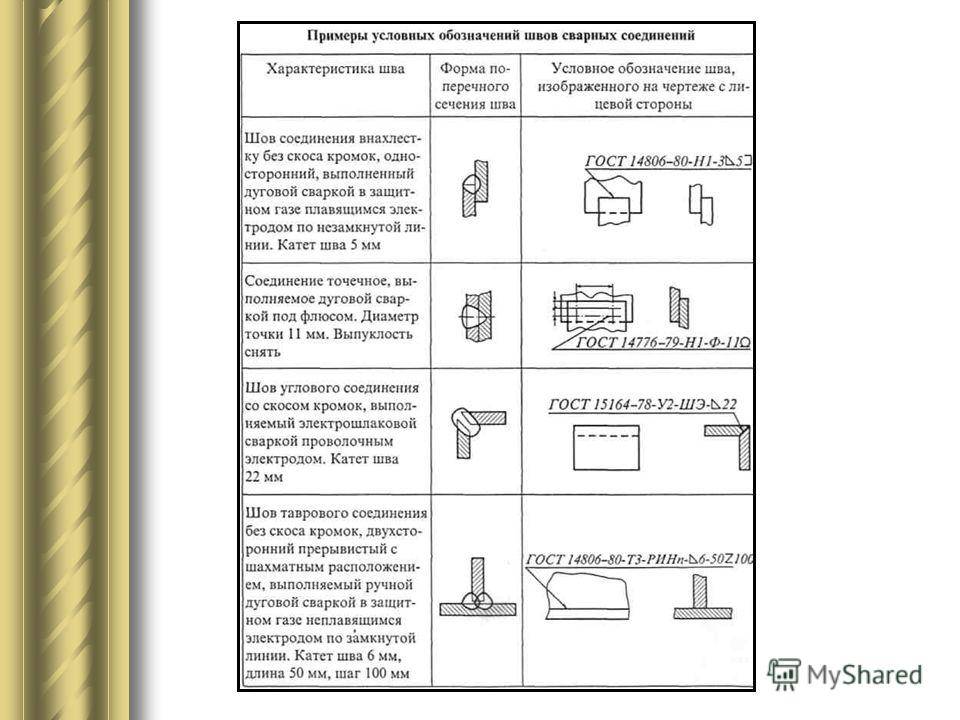
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Что это такое?
Исполнительная схема — неотъемлемый элемент проектной и рабочей документации водопровода, теплоснабжения, транспортных трубопроводов и технологических установок с жидким или газообразными средами. Выполняется вне масштаба и дает лишь общее представление о взаимном расположении сварных швов в пространстве. Чертеж в обязательном порядке привязывается к геодезическим координатам или к объекту с известными координатами.
При формировании документа соблюдают порядок следования швов на том или ином участке трубопровода. Документ является руководством по выполнению сварочных работ, средством планирования и контроля. Он выпускается вместе со сводной таблицей стыков, обобщающей в табличной форме данные о соединениях. Кроме технических параметров швов, приводятся личные данные сварщиков и номер их персонального клейма.
Нестандартные соединения
Приведенная структура относится к обозначению стандартных сварных швов, то есть тех, которые выполняются по ГОСТу. Для отображения на чертеже сварных соединений, выполняемых не по ГОСТам, используется аналогичная структура, только укороченная, состоящая из основного блока и двух дополнительных.
Основной блок, как и в предыдущей структуре, содержит графические знаки, обозначающие характер соединения. Информация, содержащаяся в 1 – 4 дополнительных блоках стандартной структуры, здесь отсутствует, так как нестандартный сварочный шов выполняется не по ГОСТу.
Поэтому, в первом дополнительном блоке структуры нестандартного шва содержатся параметры, уточняющие особенности выполнения данного соединения. Во втором блоке помещена специальная информация, необходимость которой определяет конструктор.
Все технологические особенности выполнения нестандартных сварочных процессов, включающие применяемый тип сварки, особый режим производства работ, используемые дополнительные средства, подробно излагаются отдельно, в технических требованиях, дополняющих чертежи проекта.
Типы швов и их расшифровка
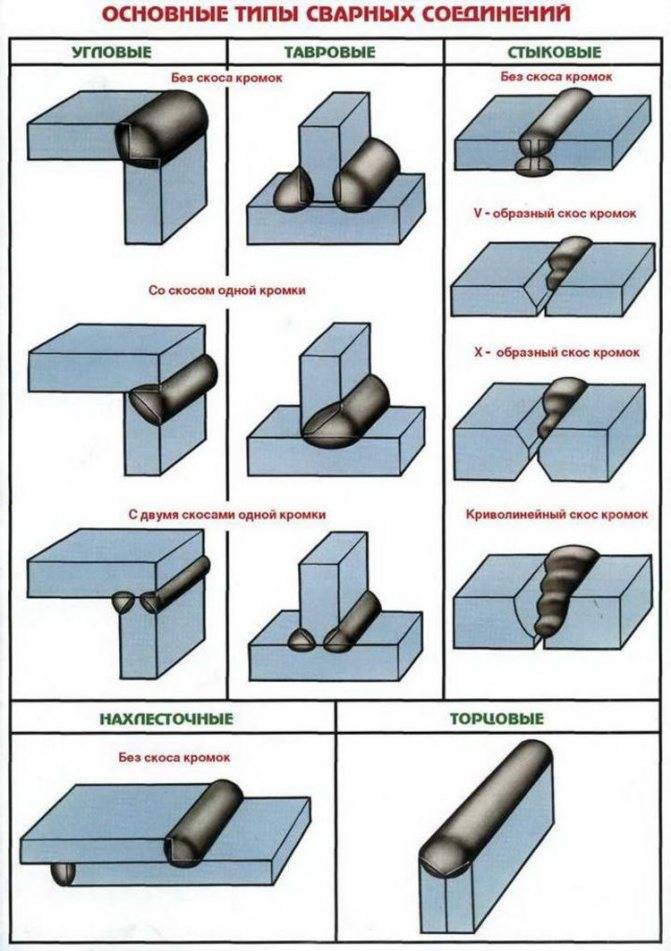
Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Нахлесточный шов. Данный тип подразумевает параллельную стыковку элементов с частичным заходом друг на друга относительно плоскости сваривания. Имеет обозначение «Н».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как «Т».
Подавляющая часть деталей соединяется под углом 90º — это обеспечивает необходимую крепость.
- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
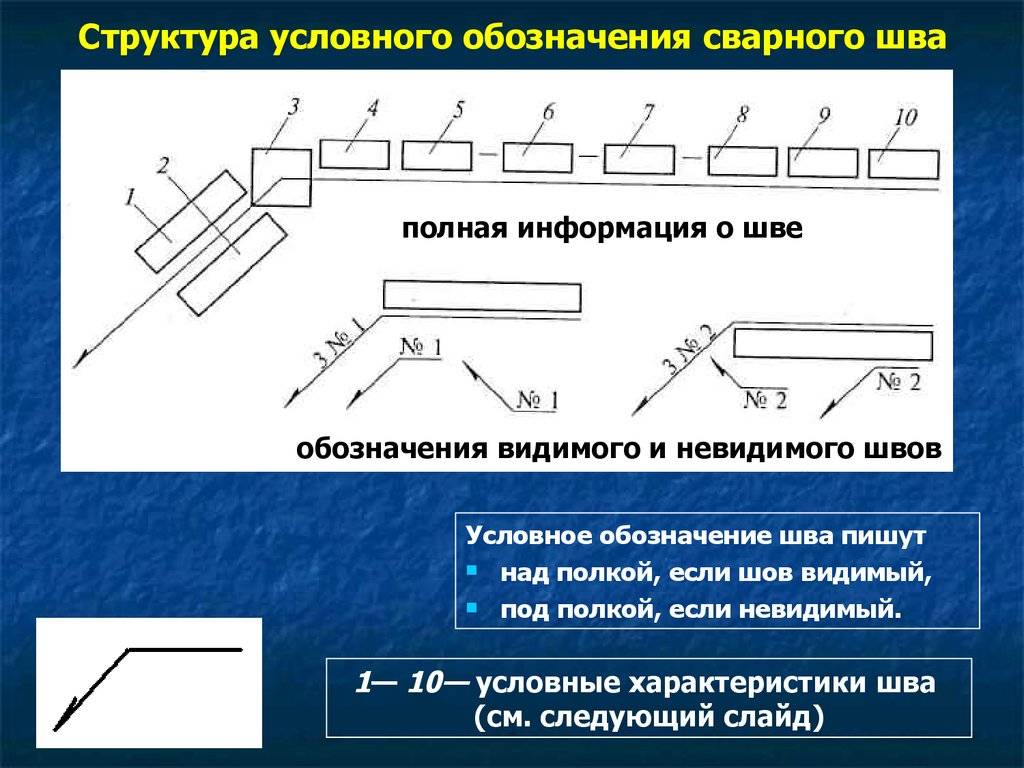
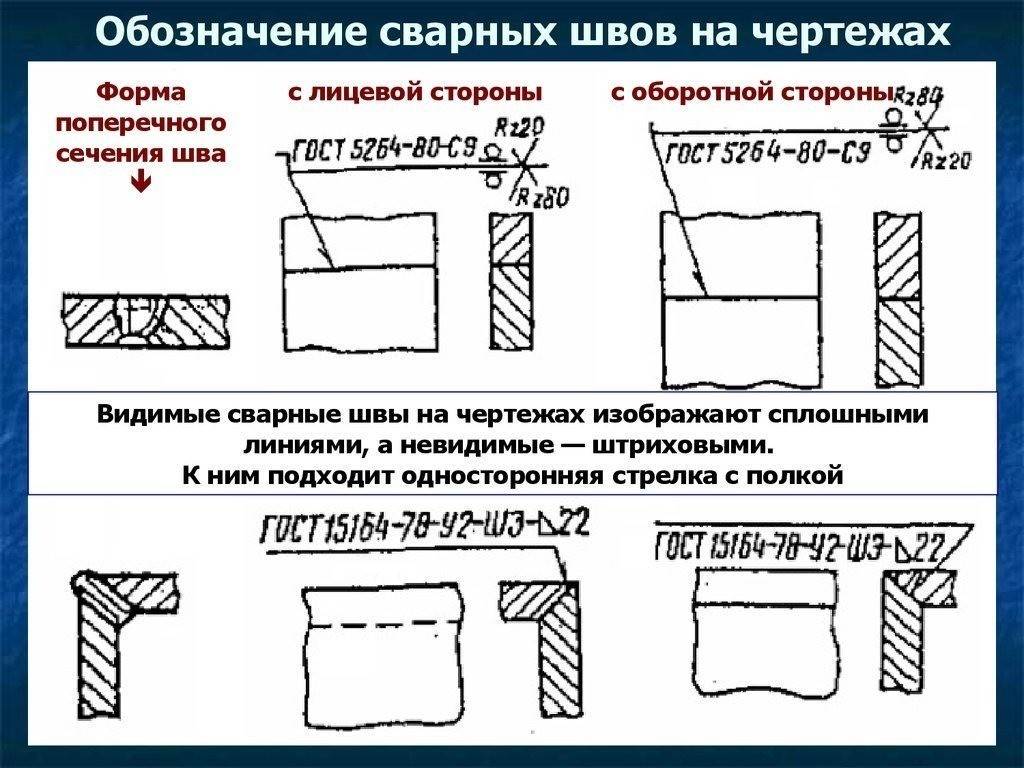
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.
Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
Чертежи: требования ГОСТ
выполнено в виде изображения
Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок. Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.



Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Это интересно: Как врезать трубу электросваркой?
Обозначения сварки по ГОСТу
Мало кто захочет изучить абсолютно все общепринятые аббревиатуры и сокращения, связанные со сварочными работами, а также запомнить наизусть все обозначения на чертежах сварки.
В том числе и все ГОСТы на свете так же невозможно знать. Все это и не нужно только если вы не сварщик, желающий стать квалифицированным профессионалом, вот в этом случае знать все эти моменты не просто желательно, а необходимо.
Крайне важно знать все тонкости стандартов если вы собираетесь заниматься сваркой не только на своем дачном участке, но и на предприятии где вам 100% придется столкнуться со специфической топологией и рабочими чертежами со всеми специфическими обозначениями на них. Без знаний специфики, терминов и обозначений сварных работ вам невозможно будет работать
Технологический процесс сварки включает в себя огромное количество методов. Каждый из них в свою очередь соответствует узкоспециализированным требованиям и техническим запросам. Все эти моменты обобщены и отображены в ГОСТах и именно о них и всех моментах касающихся сварочных работ вы можете прочитать на страницах нашего интернет портала mrmetall.ru
Без знаний специфики, терминов и обозначений сварных работ вам невозможно будет работать. Технологический процесс сварки включает в себя огромное количество методов. Каждый из них в свою очередь соответствует узкоспециализированным требованиям и техническим запросам. Все эти моменты обобщены и отображены в ГОСТах и именно о них и всех моментах касающихся сварочных работ вы можете прочитать на страницах нашего интернет портала mrmetall.ru
Для неопытного специалиста технологические чертежи со всеми специфичными обозначениями так же, как и сварочные швы обозначение на чертежах сразу могут быть пугающими. Но как только начинающий сварщик изучит самые основные ГОСТы по профессии, то все условные обозначения в документах станут понятной и ценной информацией
Очень важно для сварщика уметь «прочесть чертеж» и понять поставленные задачи
ЕСКД
Есть целая система, в которую входят самые основные стандарты. Она называется кратко «ЕСДК».
В нее входят:
- ГОСТ 14771-76 Сварка в инертной среде. Полный свод информации о том какие получаются швы и соединения при таком варианте работ;
- ГОСТ 2.312-72 именно здесь собран весь перечень условных обозначений и отображение всех видов сварочных швов в чертежных документах
- ГОСТ 5264-80 собрана вся информация по швам и соединениям, которые выполнены дуговой ручной сваркой (РДС).
Кроме того, используется и ГОСТ 16037 который применяется в том случае если производится сварка стальных трубопроводов с арматурой и другими видами труб.
Благодаря тому, что есть чертежи, есть возможность проверить готовые изделия (конструкции) на целостность и прочность стыков (и это не только при изготовлении металлоконструкций нужны ОСШ обозначение сварных швов). Те сотрудники, которые осуществляют контроль сверяют замеры каждого из соединений с данными чертежей, что позволяет судить как о надежности конструкции, компетентности сварщика, который произвел работу и о качестве сварки.
Сводная таблица
Документ оформляется по унифицированной форме П27.4, утвержденной Приказом министерства энергетики № 197. Он должен содержать полный список швов, заваренных на объекте.
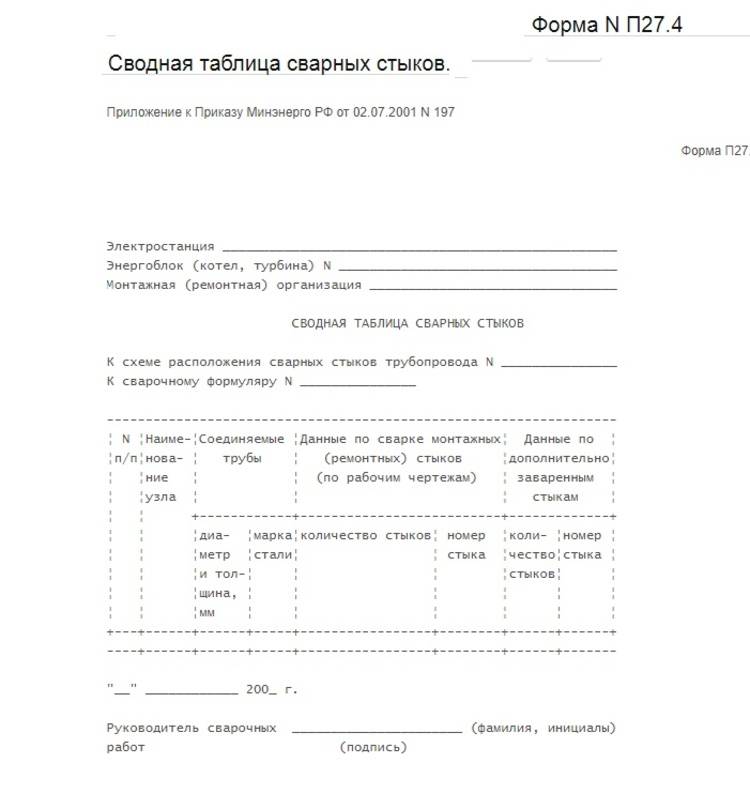
Сводная таблица содержит сведения о всех соединениях объекта в форме, удобной для контроля, обобщения и анализа.
Для каждого соединения приводятся следующие данные:
- порядковый номер,
- название узла, к которому он относится;
- сорт стального сплава, из которого изготовлены трубы;
- их диаметр и толщина стенок;
- количество;
- номер, соответствующий обозначению на Схеме.
Если на участке заваривались дополнительные швы, их число и номер приводятся в графе дополнений. Такая таблица позволяет определить общее количество стыков, сгруппировать их по диаметрам, толщинам стенок, необходимости неразрушающего контроля. Это облегчает планирование трудоемкости, потребности в расходных материалах, а также в инструментальном контроле качества соединений.
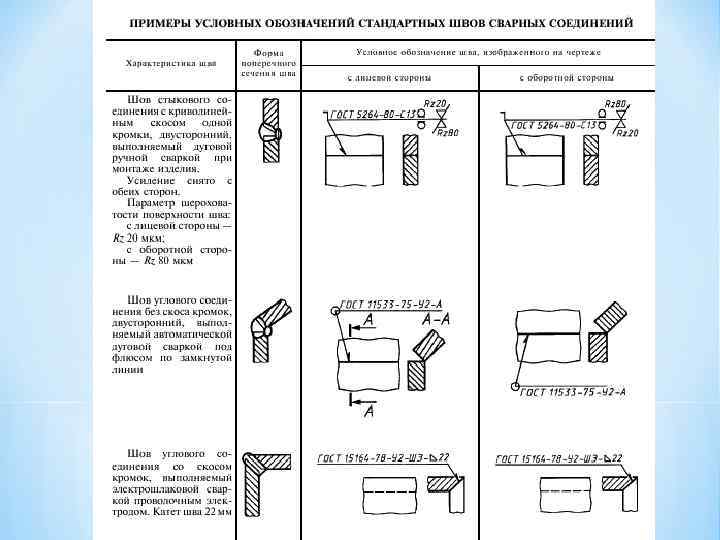
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает налицевую сторону шва | б) стрелка указывает наобратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает налицевую сторону шва | б) стрелка указывает наобратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
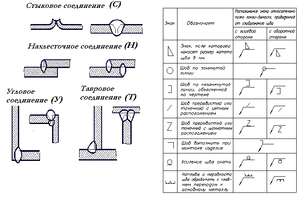
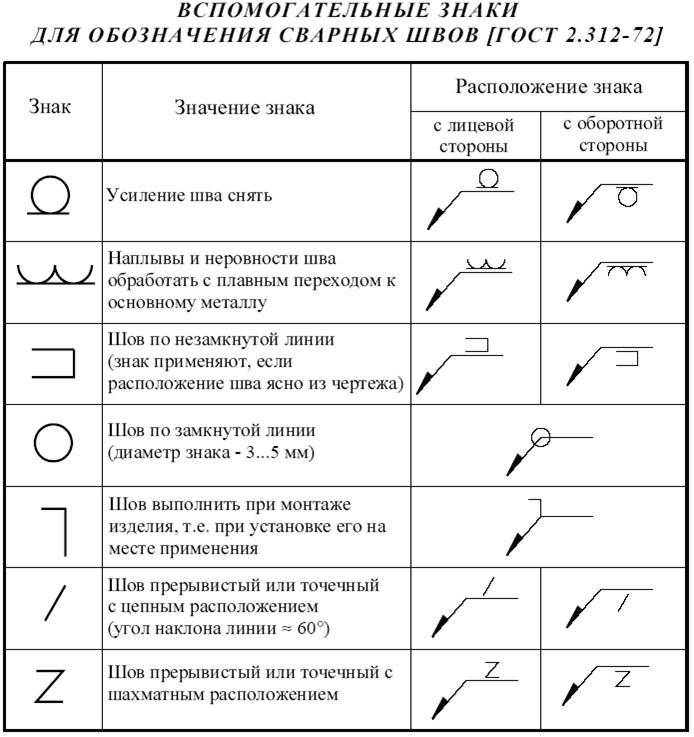
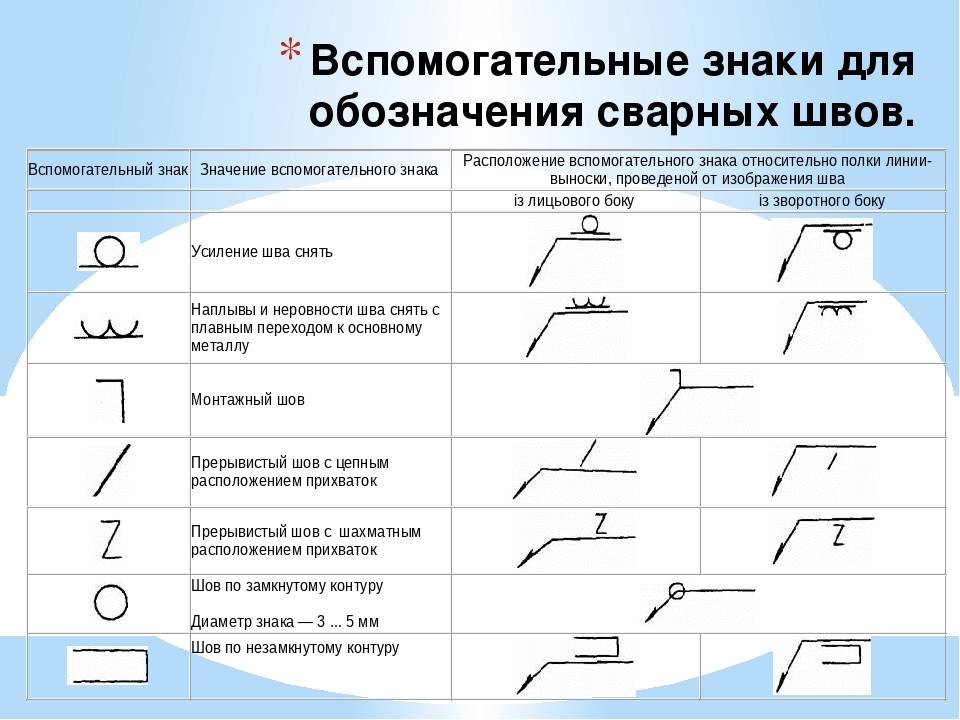
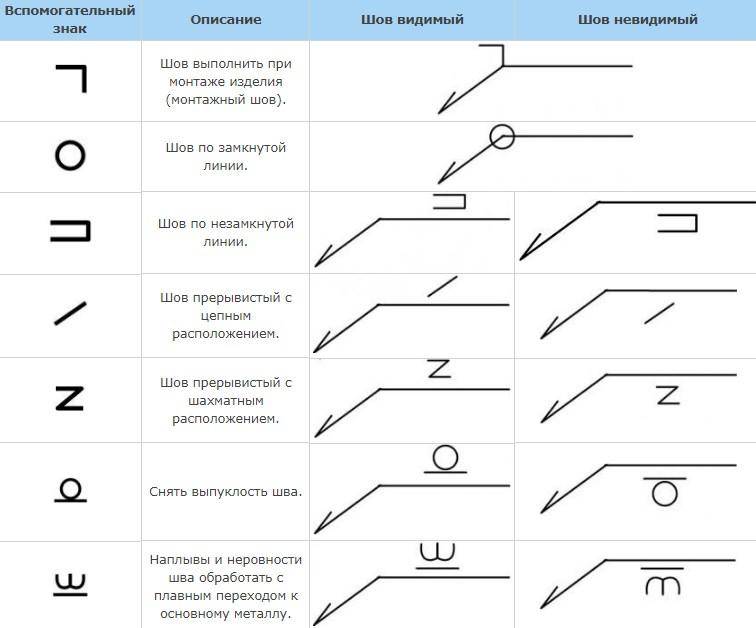
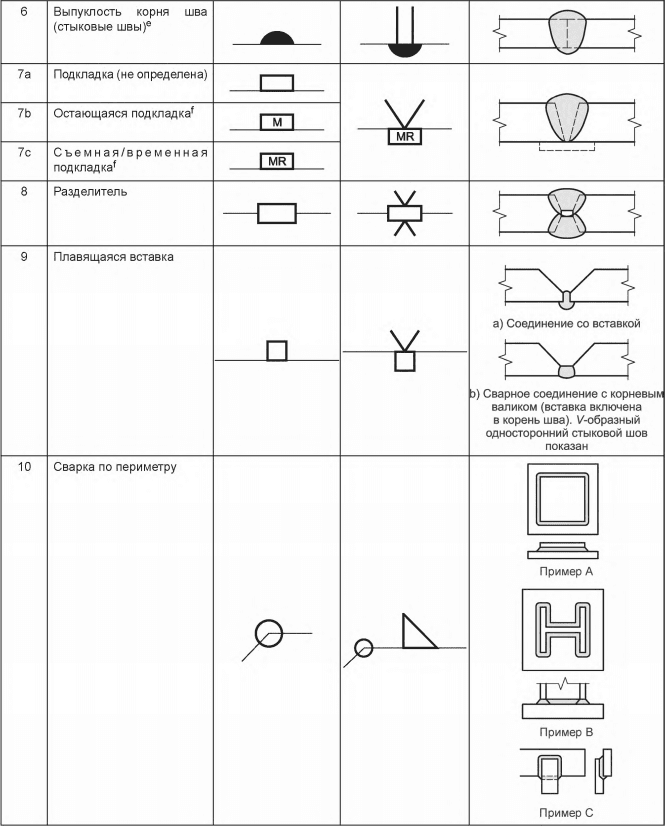
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.
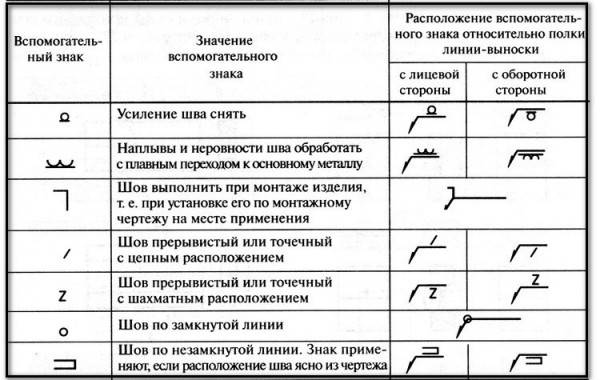
Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
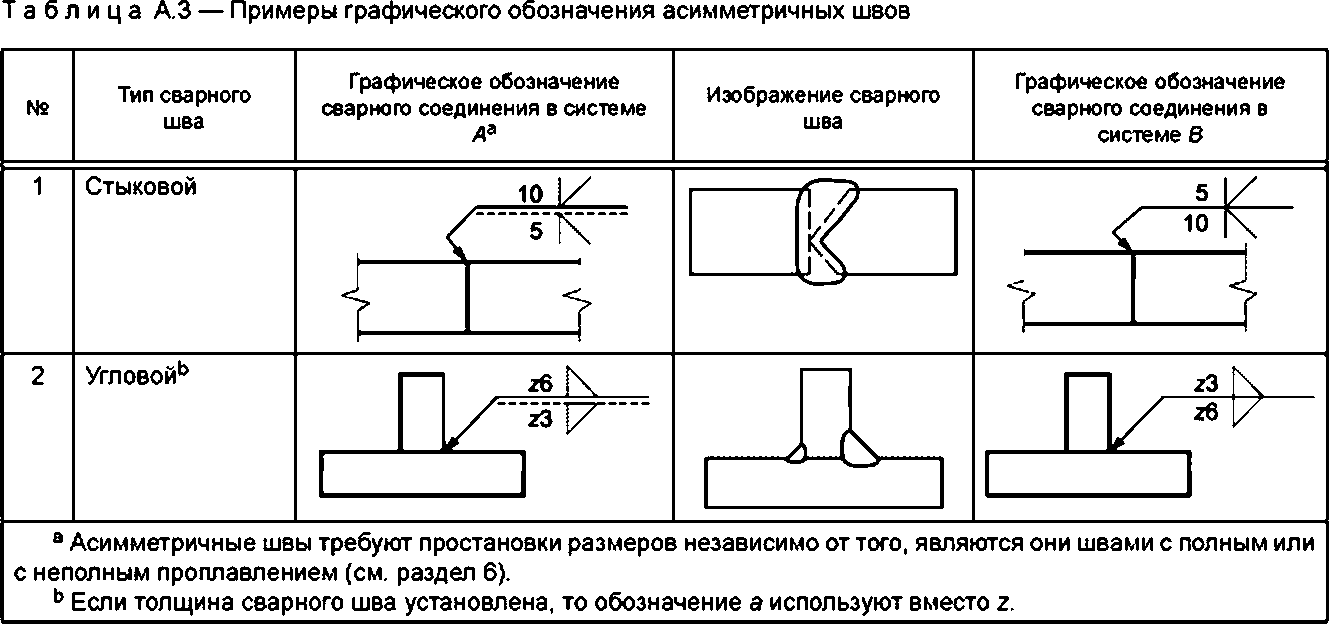
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями
При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры
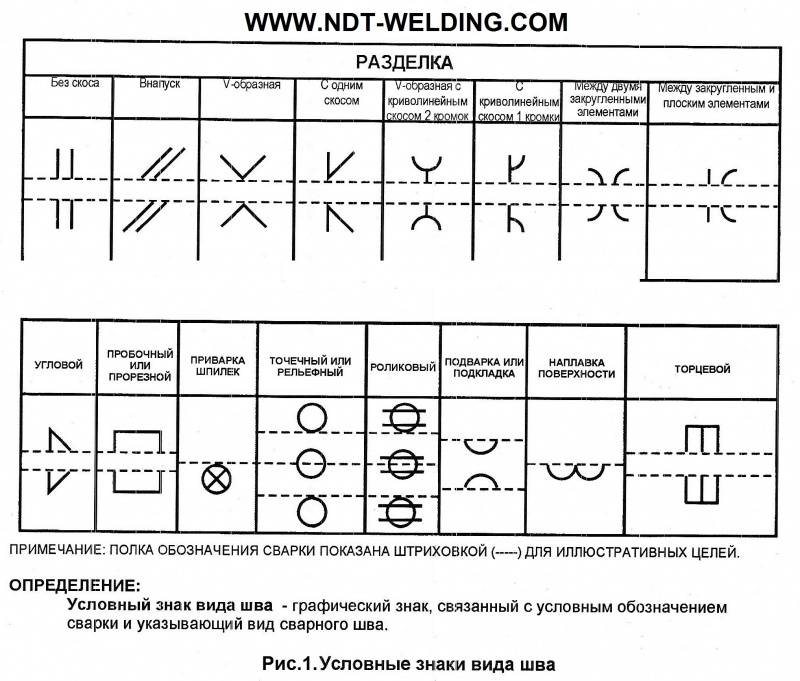
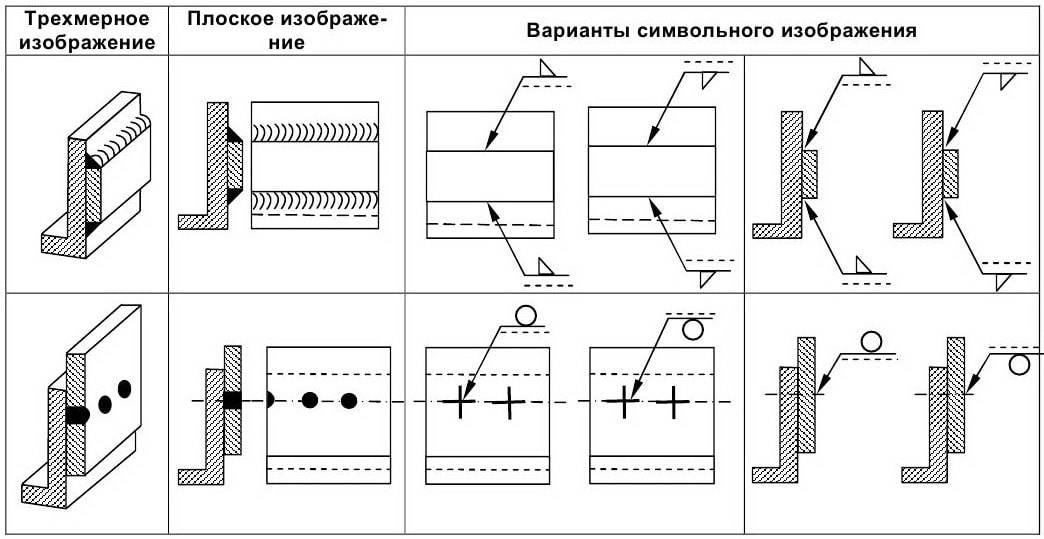
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | ||
| Шов выпуклый двусторонний, кромки разделены в виде символа V | ||
| Угловой стык вогнутого типа | ||
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | ||
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | ||
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | ||
| Угловое соединение с плавным переходом к основному металлу от самого шва |
Правила оформления
Исполнительная схема сварки трубопровода должна содержать следующую информацию:
- наименование объекта;
- класс трубопровода;
- параметры труб: материал сплава диаметр и толщина стенок;
- транспортируема среда;
- привязку к опорным точкам.
Каждый стык на схеме должен иметь свой уникальный номер. Иногда используется сквозная нумерация сварных соединений на всем проекте, тогда обозначение принимает вид «Э12.123», где до точки находится идентификатор объекта, а после- собственно номер стыка на конкретной схеме.
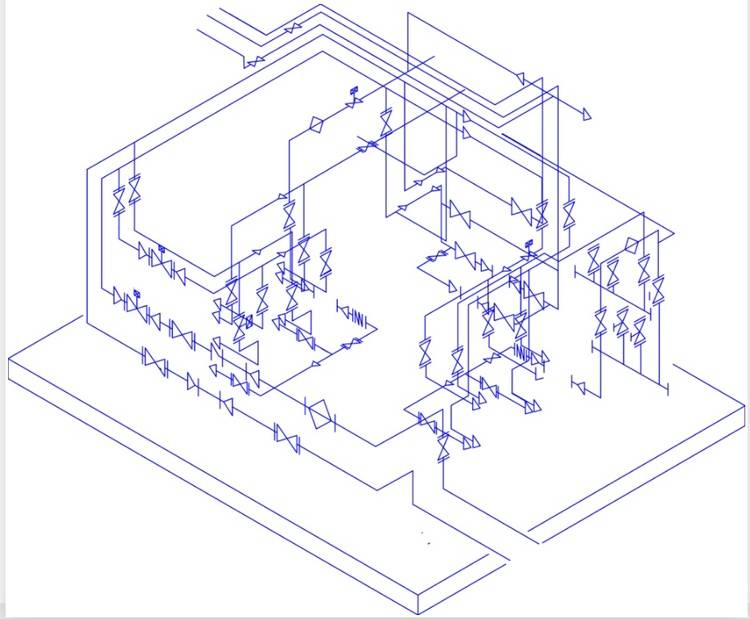
Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Кроме того, на схеме может обозначаться расстояние между соседними стыками и опорными объектами, такими, как повороты, арматура, опорные металлоконструкции или технологическое оборудование. Это обязательно в двух случаях:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей или скрыт в стенах.
Обозначения при необходимости (например, в случае аварии, планового ремонта или обследования) помогут быстро и без лишних затрат и повреждений конструкций найти место стыка в случае ремонта, не прибегая к дополнительной документации.
Стыки на схематическом чертеже могут быть двух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются более качественными и долговечными, поскольку работа идет в положении, удобном для сварки. Анализ статистических данных показывает, что частота обнаружения дефектов таких швов существенно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в удобное положение. Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Шов при этом варится в несколько приемов, что отрицательно сказывается на его прочности и долговечности. Работа в таких условиях требует о работника большого опыта, а также высокой квалификации.
Возле каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).
На документе также отмечают соединения, для которых потребуется провести контроль качества неразрушающими средствами (ультразвук, рентген и др.) Для особо важных объектов, связанных с высокими давлениями и температурами, агрессивными средами и другими факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается стыки, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки.
При оформлении документа используется та же система координат, что и в прочей проектной и рабочей документации.
Важно! Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ.
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных параметров нет». В противном случае необходима согласующая эти отклонения надпись проектанта либо ссылка на отдельный документ- акт согласования.
Схема входит в паспорт объекта, оформляется на качественном носителе и с использованием материалов, гарантирующих продолжительное хранение.
После завершения работ проводится проверка всей документации на полноту и правильность оформления и заполнения. После проверки документы сдаются в архив.
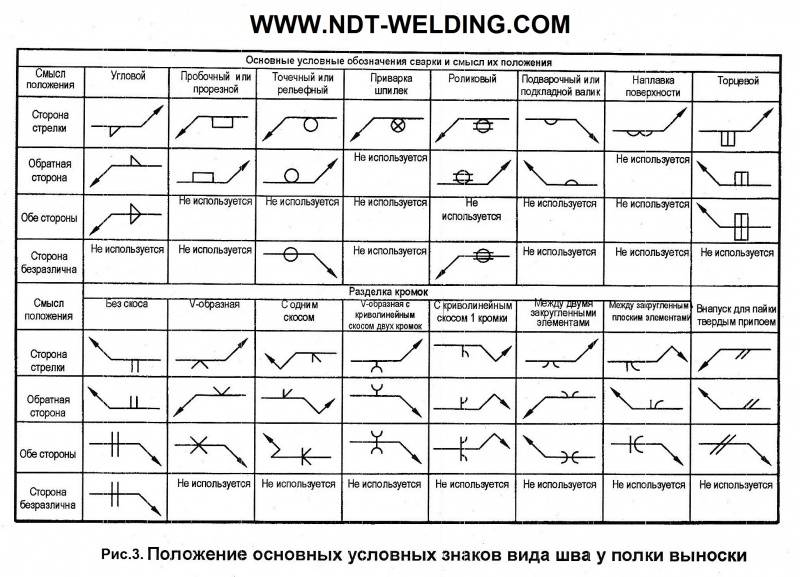
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
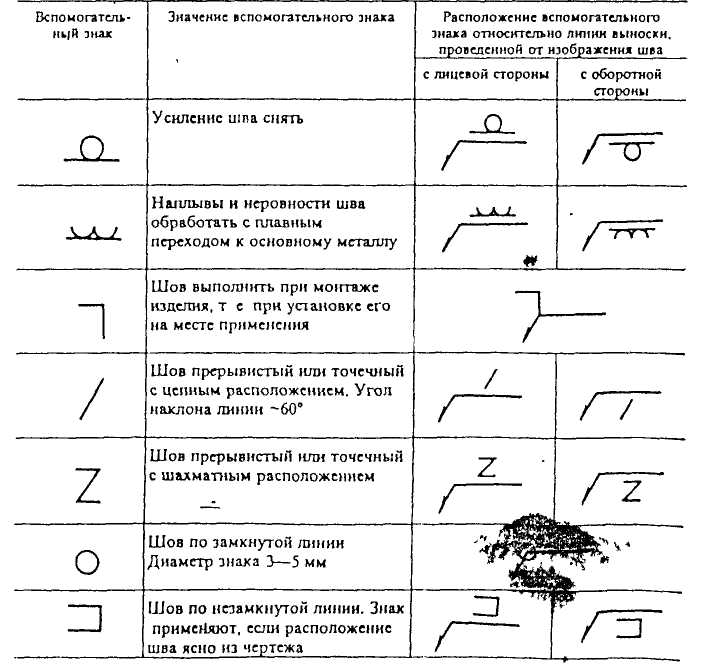
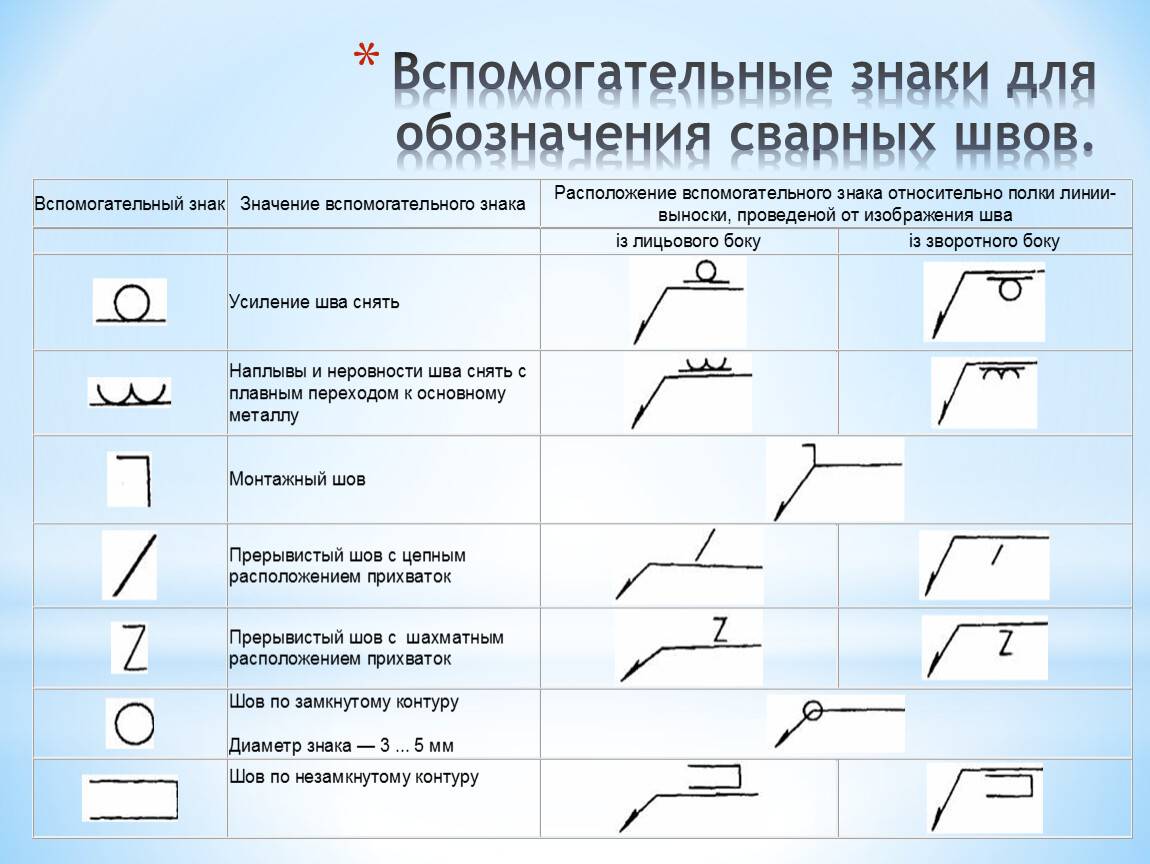
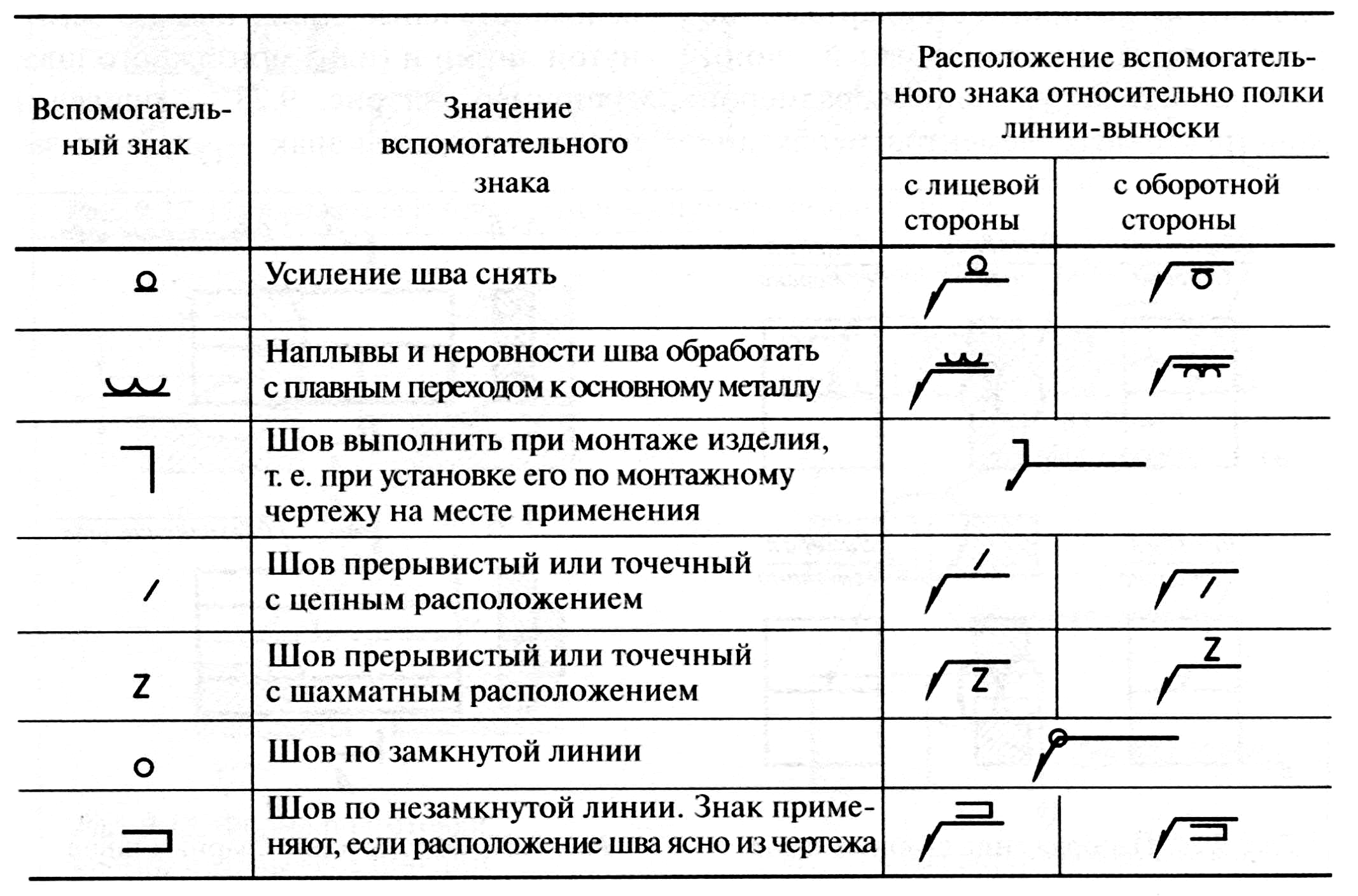
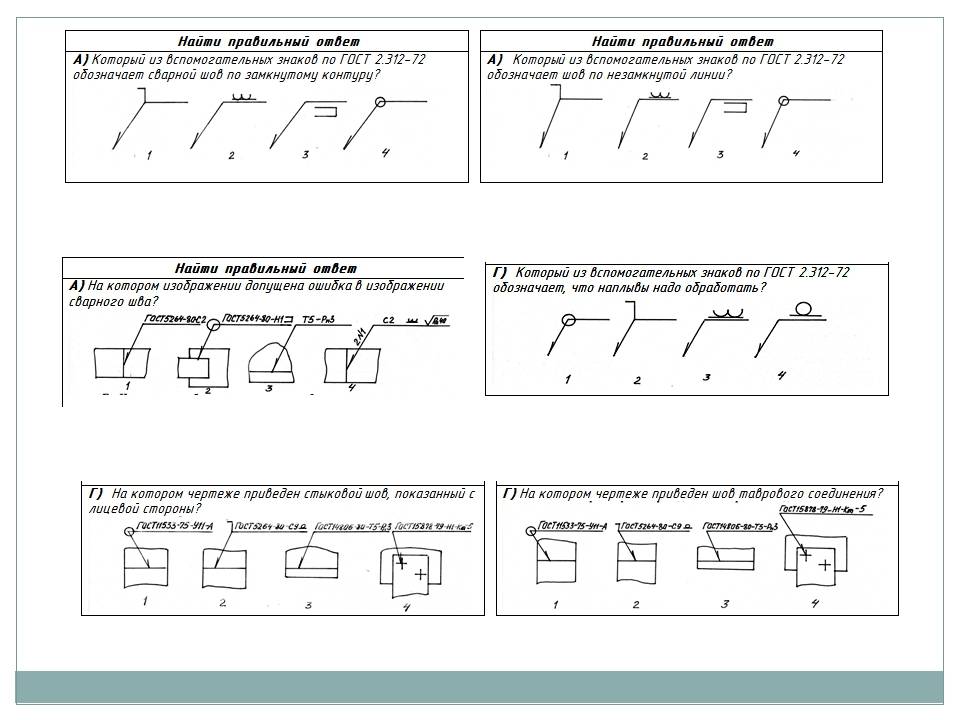
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Это интересно: Обработка сварного шва после сварки — термическая, механическая, антикоррозийная
Заключение
Мы постарались донести вам все сведения о сварочных швах, условных обозначениях и о расшифровке символов в чертежных документах.
Изначально начинающим сложно выучить буквенно-знаковые символы, используемые для обозначений швов во время сваривания. Потому задействуйте при работе блокнот с законспектированными понятиями из нашей статьи.
С течением времени вы научитесь мгновенно понимать самые запутанные чертежи и поймете, как верно прочесть знаки.
На большом заводе папка, содержащая чертежи, бывает крайне увесистой, следовательно, нужно научиться оперативно и качественно понимать все документы, касающиеся металлоконструкций.





