

Необходимые материалы/инструменты/защита
 Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ. Ну и главное, для проведения работ нужны специальные защитные доспехи:
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.
https://www.youtube.com/watch?v=NnaJTrs2qQA
Как варить, если из трубы идёт вода
Сварка по воде — иногда сварщику приходится варить в таких случаях, когда из трубы все еще идёт вода. Вроде бы напора нет, а вода все сочится и сочится, что мешает, конечно же, сварочному процессу.

Чтобы нормально заварить трубу в данном случае, воспользуйтесь такими советами:
- Используйте для сварки по воде электроды с основным покрытием. Почему именно с основным? Все очень просто, расплавленный металл остывает быстрей, а сварочный шов будет обладать большей прочностью.
- Поднимите значения сварочного тока на 50 ампер выше, чем при «сухой» сварке.
Устойчивое ведение электрода — данный способ особенно пригодится новичкам в сварке, ведь именно у них чаще всего трясутся руки, первый раз в жизни, взяв держатель с электродом. Так вот, для получения более устойчивого положения руки при сварке, просто намотайте на неё несколько витков кабеля идущего от держателя с электродом.

В таком случае вы получите два преимущества: во-первых, кабель не будет тянуть руку с держателем вниз, во-вторых, рука перестанет дёргаться, что, в конечном счете, положительно повлияет на качество сварки.
Как защитить полуавтомат от загрязнений — чтобы канал рукава для проволоки не загрязнялся, используйте кусочек поролона в качестве фильтра.

Как защитить одежду при сварке — воспользуйтесь для защиты одежды от возгорания, специальным спреем для горелок полуавтоматов. Такой спрей, после обработки им одежды, надежно защитит её от огня.
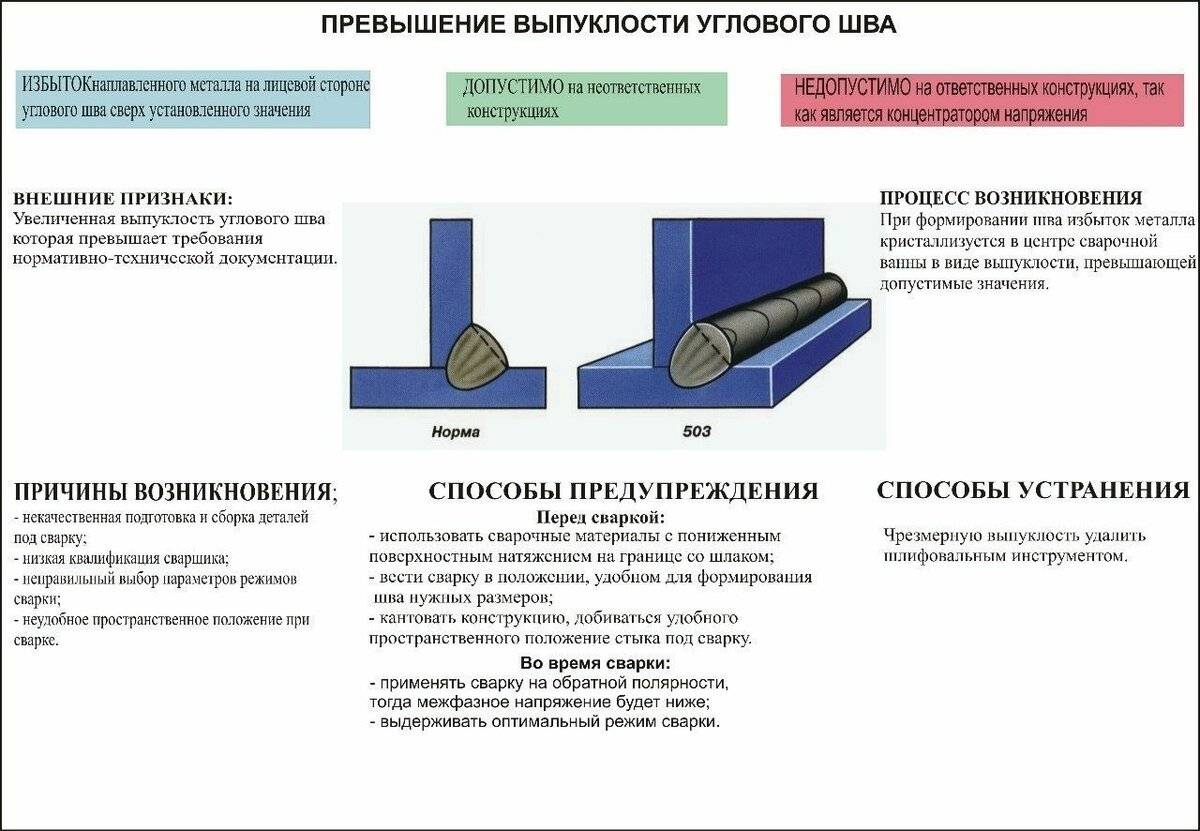
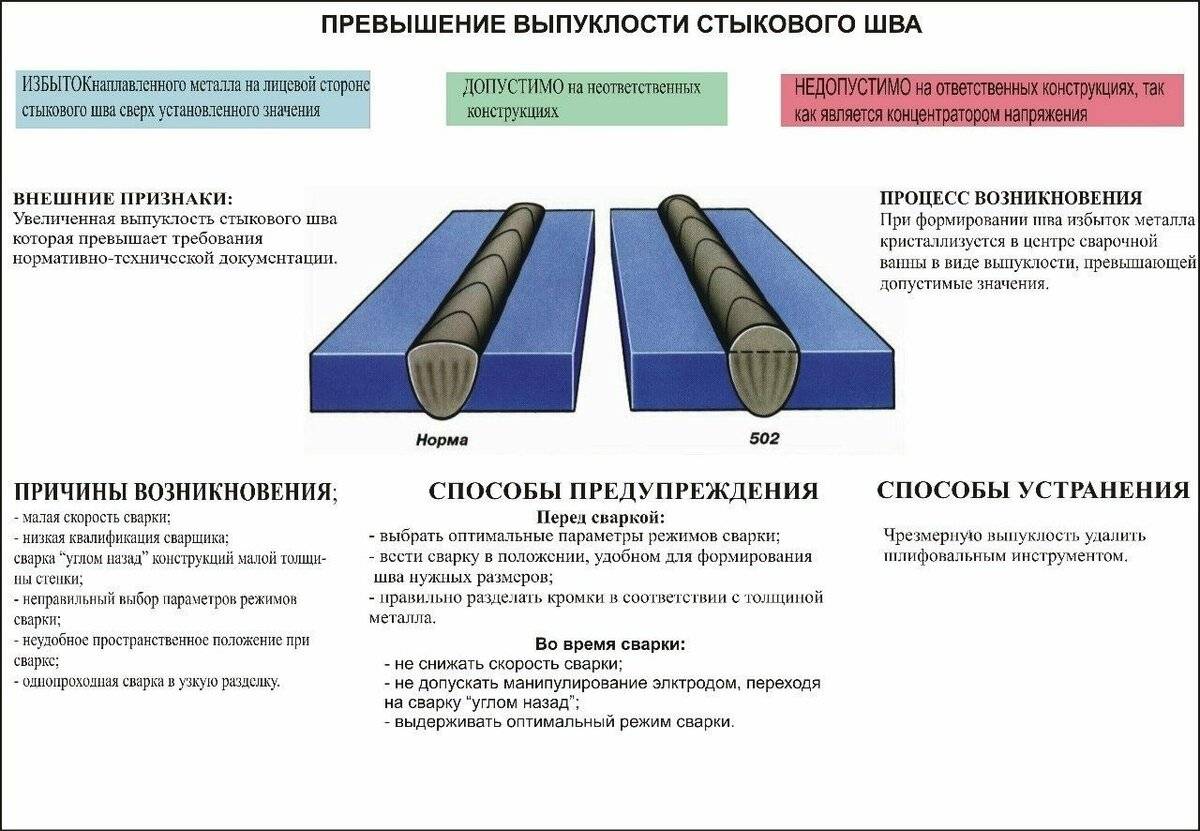
Красивый и аккуратный шов — если сварочный шов получился «так себе», можно обработать его с помощью болгарки. Только слишком не переусердствуйте, поскольку такая обработка может заметно ослабить шов.
Чем лучше делать отметки — чертить на металле лучше всего с помощью пастельного карандаша. Он отлично подходит для любых поверхностей и практически не стирается, даже при воздействии пламени.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.

Что такое сварочный инвертор и как он работает
 Сварочный аппарат инверторного типа
Сварочный аппарат инверторного типа
Инвертор представляет собой специальное оборудование, предназначенное для электродной сварки металлических деталей. В отличие от сварочного трансформатора, имеет компактные размеры и относительно небольшую массу.
Простые модели позволяют вручную регулировать ток, подаваемый на электроды, а также ряд типичных предустановок. Профессиональные аппараты предоставляют возможность подстроить параметры горения дуги, создавать собственные настройки и т. д.
Принцип работы инвертора основан на преобразовании переменного тока в постоянный, а затем в высокочастотный, но с малой величиной напряжения (50-70 В). Поскольку в качестве питания используются обычные одно- или трёхфазные электросети, то в них могут возникать скачки напряжений, что недопустимо при сварке. Выбор в пользу постоянного тока решает эту проблему.
Преобразование в постоянный ток решает проблему колебаний напряжений. Также стабильная работа аппарата обеспечивается и при пониженных величинах питания.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Перед вами сварочный шов
Что такое сварка?
Классическое определении сварочного процесса звучит так: «Процесс создания неразрывных соединений через установление межатомных взаимосвязей между частями, которые соединяют в процессе их нагревания или (и) пластической деформации». Помня явление диффузии, известно, что в горячей воде процесс взаимопроникновения ускоряется. Сварка очень напоминает диффузию, только нагревание двух деталей происходит с помощью высокотемпературной электродуги, вырабатываемой сварочным аппаратом. Под её воздействием происходит плавление и взаимопроникновение материалов деталей. Появляется сварной шов, который состоит из материалов обеих деталей и других химических веществ, которые привнёс плавящийся электрод (элемент сварочного аппарата). О прочности этого шва ходит много версий, кто-то считает, что 1 см сварочного шва выдерживает 100 кг, кто-то утверждает, что больше, но все согласны в одном: прочность сварочного шва не уступает прочности основных металлов деталей. Кроме определения главного понятия, теоретические основы сварочных работ также включают физико-химические процессы, происходящие во время сварки.


Что же происходит во время сварки с точки зрения химии и физики?
Рассмотрим схему сварочного процесса на примере электрической дуговой сварки.
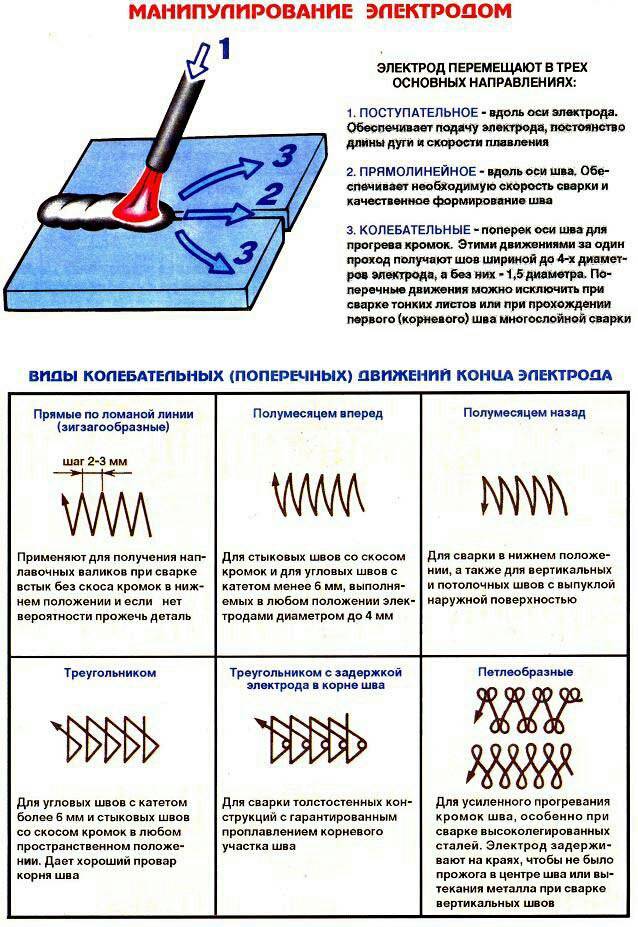
Электрическое напряжение подается на электрод и на деталь, но только разной полярности. Как только электрод подносится к детали, сразу зажигается электродуга, плавящая всё в своём поле действия. В это время материал электрода покапельно перемещается в сварочную ванну. Для того чтоб процесс не останавливался, а это произойдёт при неподвижном положении электрода, необходимо двигать электродом сразу в трёх направлениях: поперечном, поступательном и стабильно вертикальном (рис.2).
После всех манипуляций сварщик убирает сварочный аппарат и сварочная ванна, застывая, образует тот самый сварочный шов. Вот такая химия и физика происходит во время электрической дуговой сварки. Естественно, при других видах сварки, механизмы будут другие. Например, в упомянутом виде главное – механизм плавления, а при сварке давлением свариваемые поверхности не только нагревают, но ещё и сдавливают при помощи осадочного давления. Рассмотрим подробнее классификацию разновидностей сварки.
Как подобрать диаметр электрода
При подборе диаметра электрода нужно учитывать тот факт, что чем он толще, тем больше по величине токи способен выдерживать, а, соответственно, сваривать более массивные конструкции. Таблица 1 позволит подобрать оптимальный вариант.
Таблица 1. Зависимости толщины свариваемой стали от диаметра электрода и величин тока, на который он рассчитан.
Толщина стали, мм | Диаметр электрода, мм | Сила тока, А |
1,5 | 1,6 | 45-50 |
2 | 2-2,5 | 60-70 |
3 | 2,5-3 | 75-90 |
| 4-5 | 3,2-4 | 95-120 |
| 6-12 | 4-5 | 120-150 |
| Более 13 | 5 | 145-155 |
 Для сварки следует использовать качественные электроды с неповреждённой оболочкой. Любые дефекты могут стать причиной создания некачественного шва.
Для сварки следует использовать качественные электроды с неповреждённой оболочкой. Любые дефекты могут стать причиной создания некачественного шва.
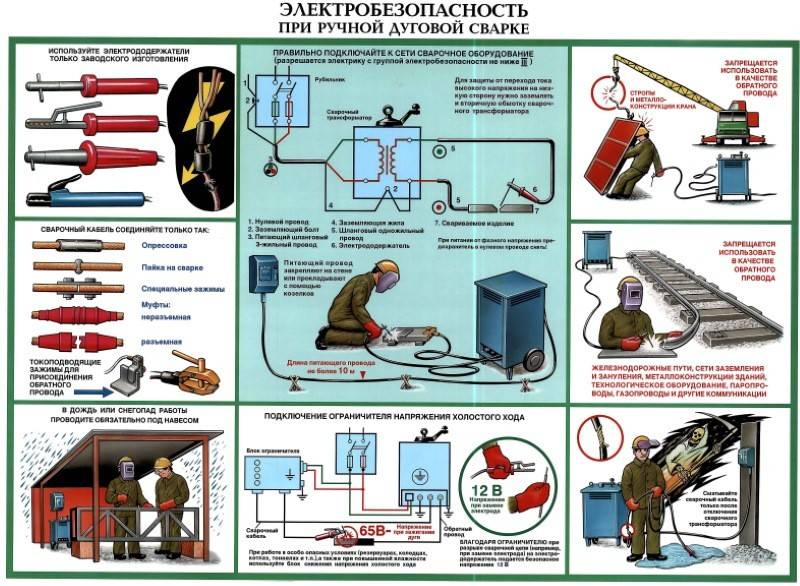
Факторы опасности
Вне зависимости от того, в каком месте пользуются сварочным оборудованием, нужно помнить, что вредные факторы воздействуют на сварщика и всех окружающих его людей. Помощникам, придерживающим соединяемые элементы, тоже требуются меры безопасности. При использовании электродов необходимо помнить, что искры от них рассыпаются в радиусе пяти метров. «Зайчиков» ловят при прямом излучении на расстоянии до трех метров.
Правила техники безопасности на сварочном участке разработаны с учетом профессиональной опасности. Потенциальные причины несчастных случаев и травм:
- при попадании искр на рукава одежды возможны прогорания ткани;
- расплавленный металл способен прожечь обувь из легкоплавких материалов;
- воспламенение находящихся в зоне разлета искр горючих материалов;
- травмировании глаз и кожи лица парами раскаленного металла.
- ожоги от искр, попавших на кожу;
- поражение током высокого напряжения;
- возможные ожоги при взрыве оборудования, возникновении пожаров;
- падение плохо закрепленных частей конструкций;
- случайное падение при выполнении сварки на высоте.
Физические и химические факторы промышленной безопасности:
- шумы высокого уровня, возникающие от работающего сварочного оборудования;
- ультрафиолетовое и инфракрасное излучение большой интенсивности;
- слепящий свет в видимом спектре от дуги и горелки;
- пары расплава, содержащие вредные для здоровья свинец, цинк, кадмий, хром и другие компоненты, входящие в состав сплавов; при отсутствии вентиляции риск поражения возрастает;
- горячая взвесь с микрочастицами расплавленного металла над ванной расплава;
- тепловое воздействие горелки или электрической дуги.
Требования по охране труда перед сварочными работами
Сварщик обязан:
Получить поручение на выполнение конкретного задания на сварку.
- Обеспечить себя средствами индивидуальной и коллективной защиты, проверить их исправность.
- Надеть чистую, не замасленную специальную одежду и обувь, не допуская наличия открытых участков тела, волос.
- Проверить непосредственно рабочее место: очистить его от пыли, грязи и мусора. Не загромождать мусором выходы. Пол на рабочем месте сварщика должен быть чистым и сухим.
- Убедиться, что вблизи отсутствуют газовые баллоны, не вымытая тара от уже использованных горючих материалов, краска, иные легковоспламеняющиеся вещества. Если таковые имеются, то нужно обеспечить их удаленность от рабочего места не менее 10 метров.
- Убедиться в исправности сварочного аппарата, надежности заземления, правильной изоляции электропроводки, целостности сварочной цепи, исправности пускового устройства.
- Проверить надежность фиксации элементов, подлежащих сварке.
- Включить вентиляцию
- Обеспечить наличие перегородки или специального защитного экрана.
- Очистить кромки от шлака и ржавчины.
- Следить за надлежащим функционированием сварочного агрегата.
- Использовать коврики, защищающие от влаги, при сварке неповоротных стыков труб.
- Проверить наличие воды, песка или огнетушителя на месте работы.
- Если предстоит сварка резервуаров из-под горючих веществ, то они должны быть тщательно вымыты и высушены.
- Если предстоит сварка элементов рамы автомобиля, то нужно обеспечить заземление кузова, бак для топлива должен быть снят.
- Генератор нужно поместить в теплое место, если минусовая температура.
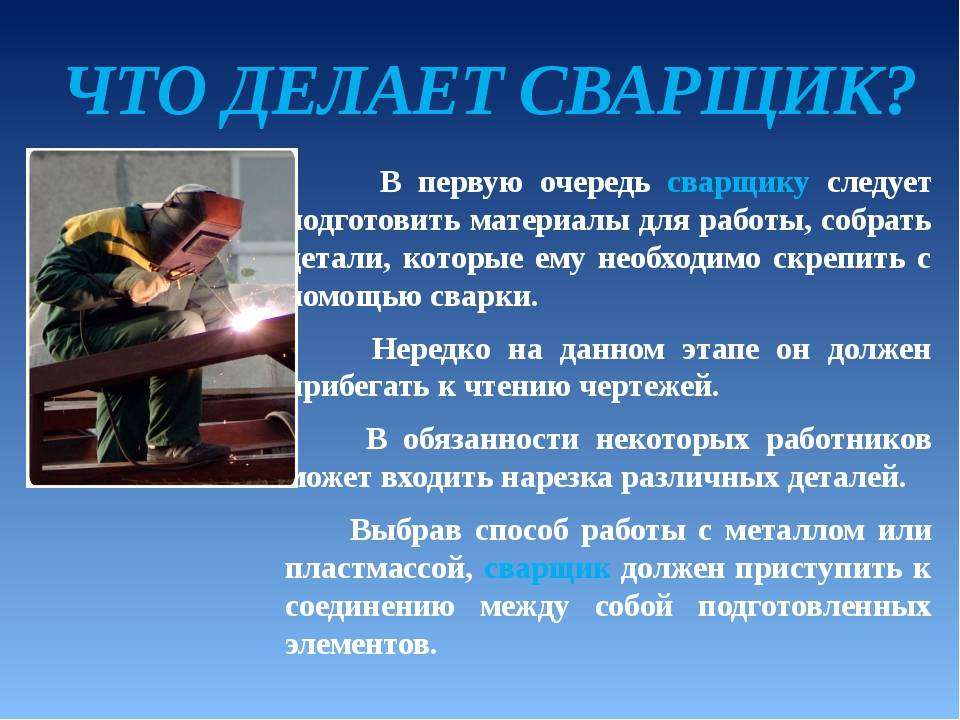
Пошаговая инструкция по сварке инвертором
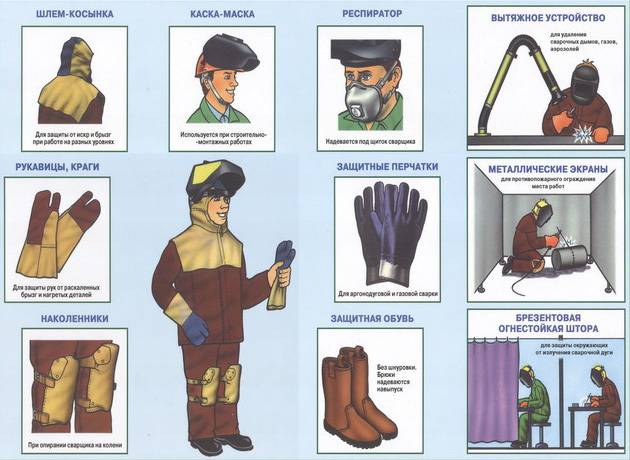
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
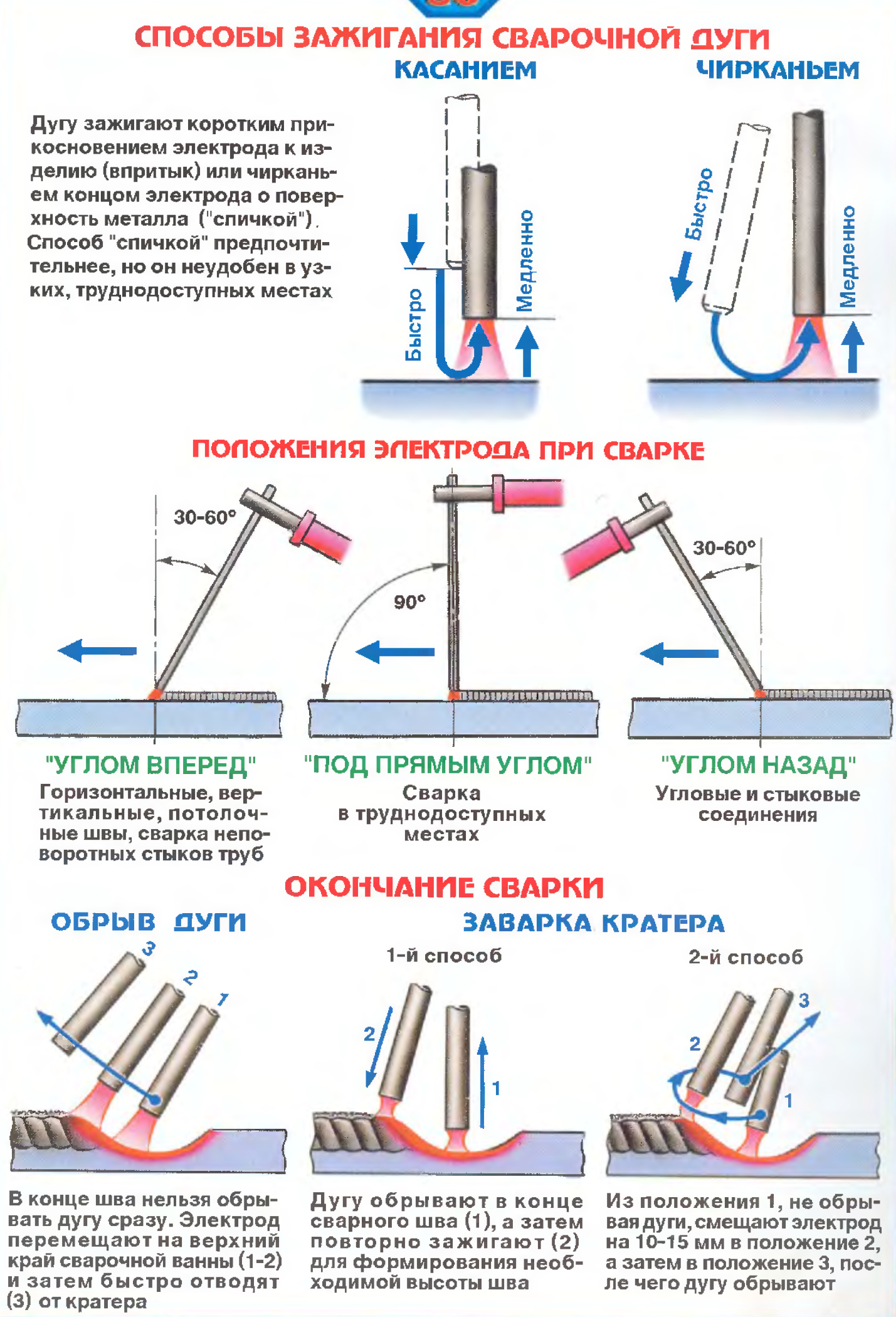
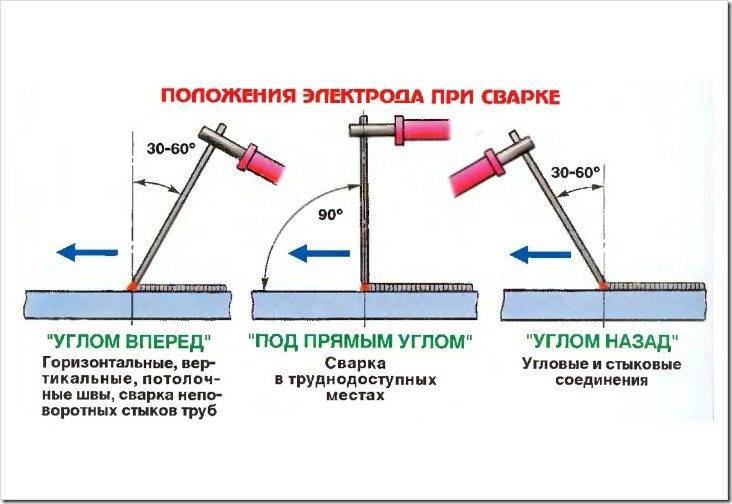
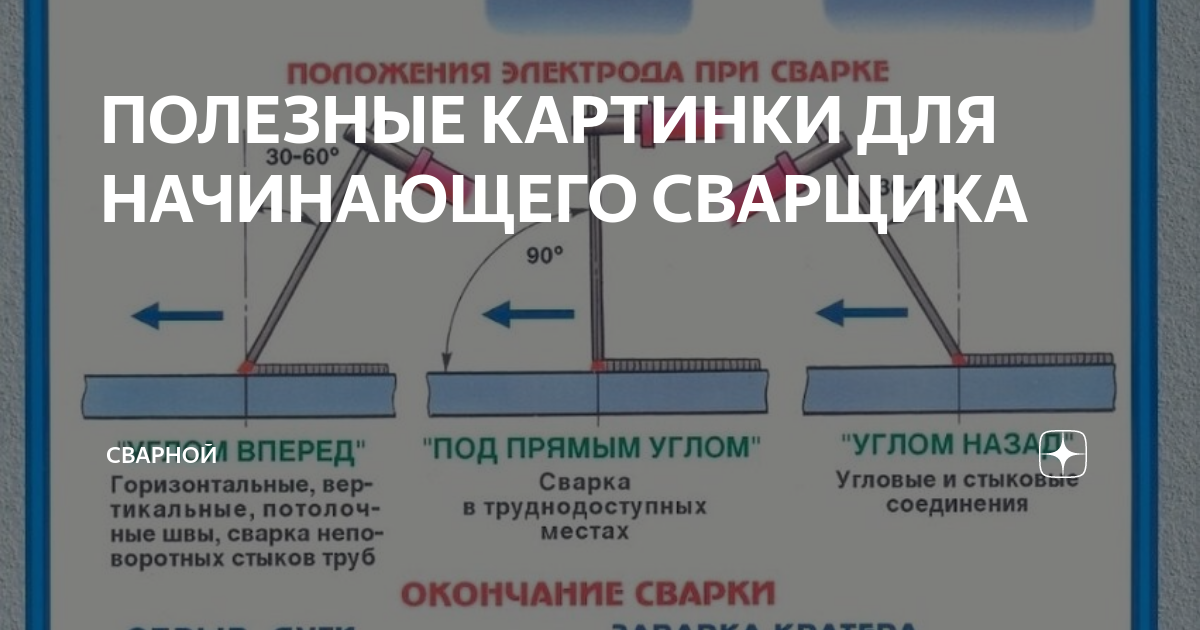
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.


Основы сварки инвертором
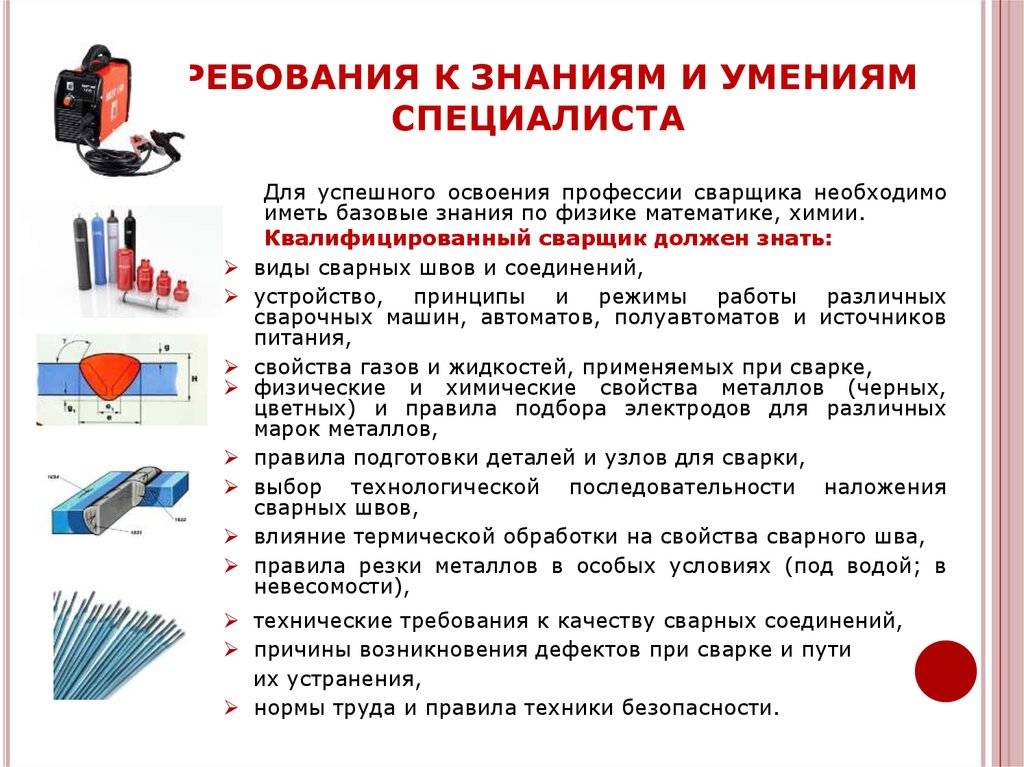
Для сваривания металлических конструкций при помощи инвертора, нужно понимать особенности процесса сварки, разбираться в его функциональности. Следует ознакомиться с теоретическими данными и только после этого переходить к практике и нарабатывать опыт.
Сварка инвертором для начинающих
Для начинающих сварщиков важно правильно отточить перемещения электрода над поверхностью свариваемых металлов и понять, как подбирать ток, чтобы формировать качественный шов. Нужно взять несколько заготовок и потренироваться на них создавать шов с использованием различных электродов
Основной нюанс — описывать электродом простые зигзаги, круги или ёлочки так, чтобы высота шва и ширина была одинаковой по всей длине.
Стандартные схемы перемещения электрода для создания надёжных сварных швов.
Сварщик надо владеть техникой формирования швов на уровне автоматизма. Рука должна плавно и равномерно перемещать электрод на одинаковой высоте от поверхности заготовок
Не менее важно понять, какие свойства металл приобретает в различных сварных ваннах
На этапе оттачивания автоматизма следует не забывать о том, что не нужно допускать прогаров, неполного проплавления, разбрызгивания металла.
Как при сварке образуется шов
 Так выглядит шов при сварке инвертором
Так выглядит шов при сварке инвертором
Сварной шов образуется в месте формирования дуги, которая создаётся вблизи контакта электрода и металлических частей. При подаче тока в определённом диапазоне величин между электродом и поверхностью металла, подсоединённого к одной из клемм инвертора, формируется дуга с высокой температурой горения. Именно она заставляет проплавляться металл и создавать шов после остывания.
Обмазка электродов содержит определённый химический состав, который при нагреве частично плавится и испаряется. Испаренная часть вокруг дуги образует особую атмосферу, препятствующую контакту металла с кислородом. Благодаря этому соединение получается по прочности сравнимое с литыми конструкциями. Несгоревшие компоненты обмазки остаются на поверхности деталей и подлежат после остывания удалению путём зачистки щёткой или оббивания молотком.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
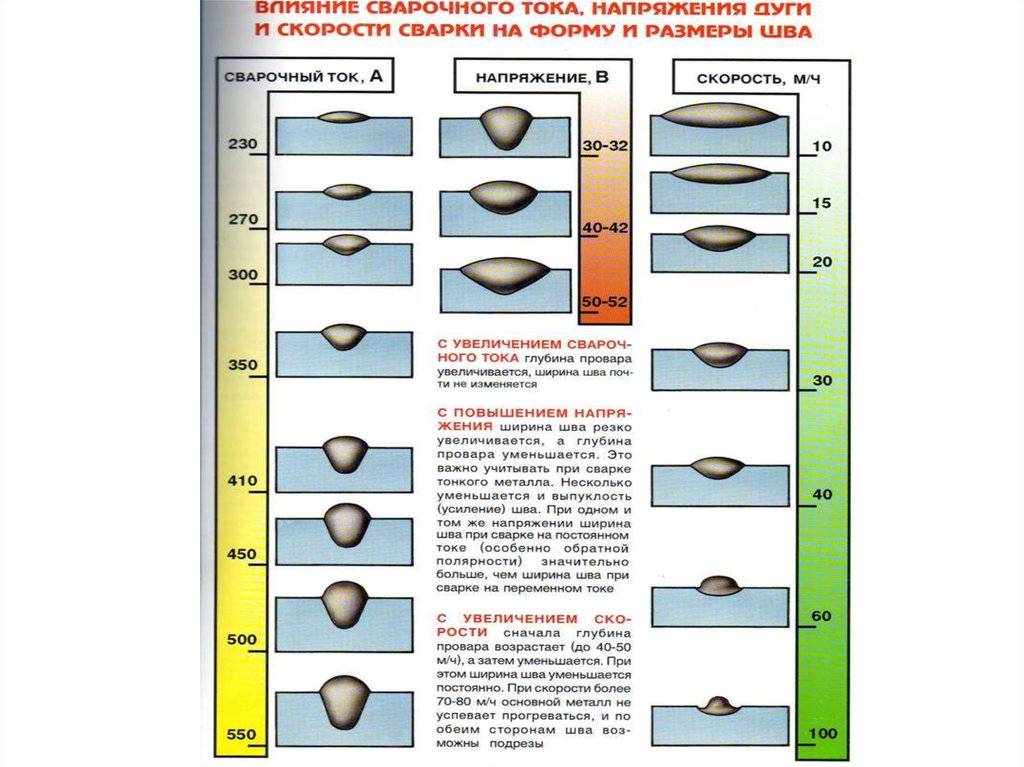
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
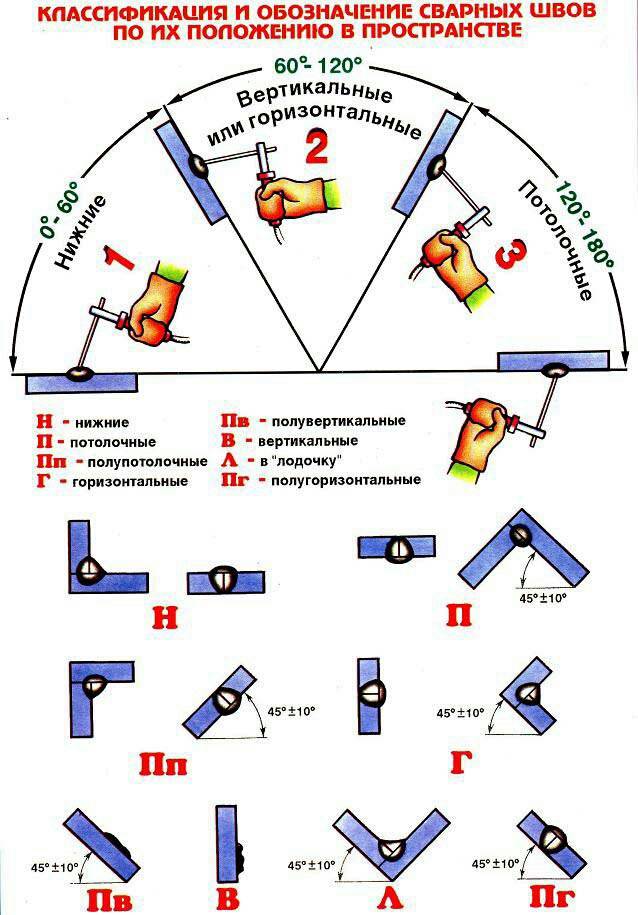
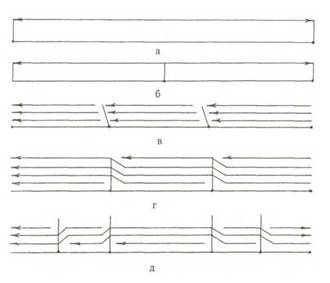
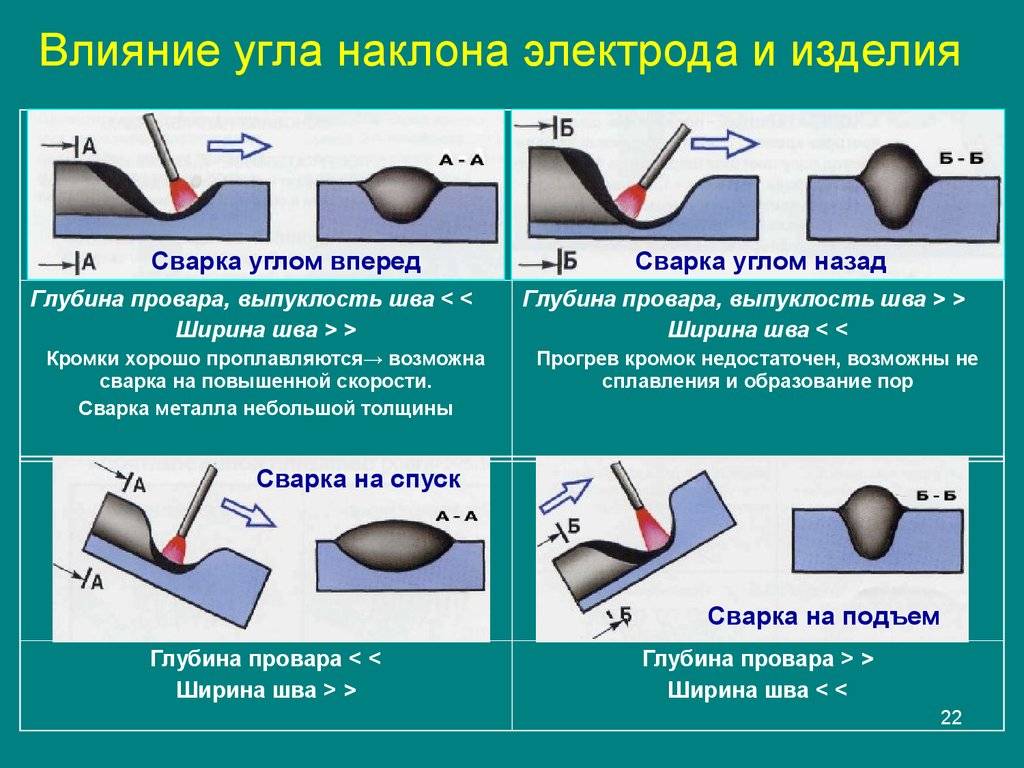
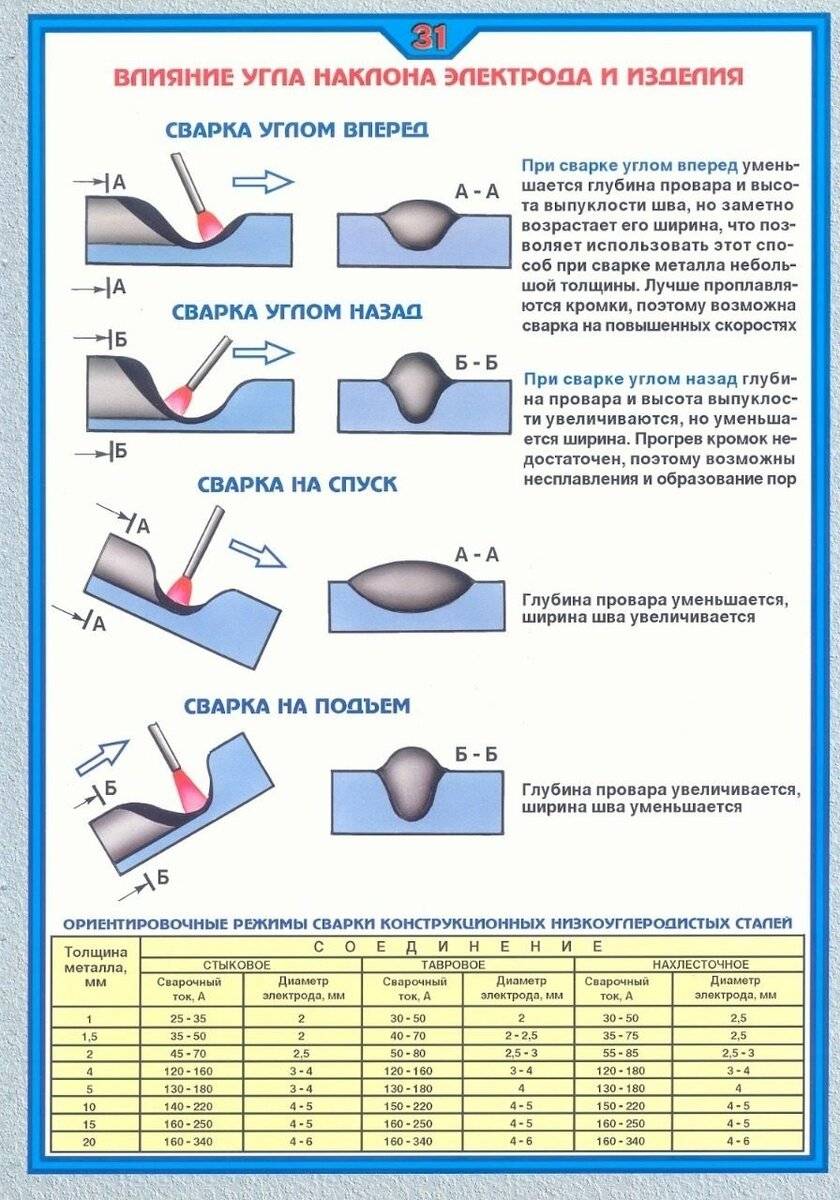
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Условия получения качественного шва
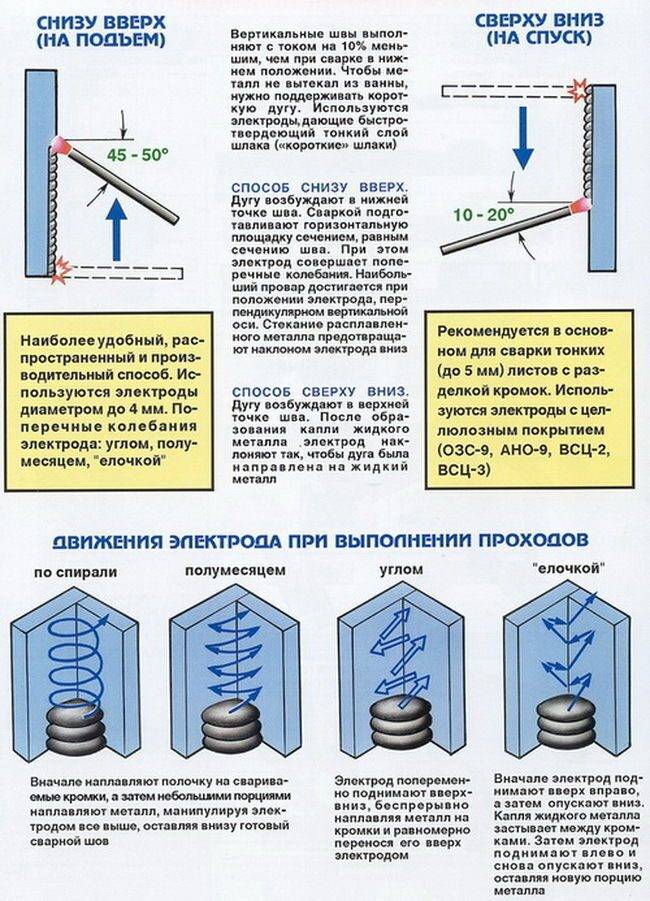
Чтобы получать качественные соединения при выполнении вертикальных швов электросваркой необходимо соблюдать несколько важных условий:
- Сила сварочного тока меньше (на 10-15%) чем при сварке в нижнем положении. Данное условие обеспечит минимальная стекание расплавленного металла и позволит избежать наплывов.
- Выбор силы сварочного тока нужно проводить на пробной заготовке. Изначально нужно выставитьрекомендованные, среднии значения силы тока и начинать варить. Если электрод часто гаснет, прилипает и дуга плохо и не стабильно горит – значит нужно тока добавить. Если же при сварке кромки прожигаются и металл ванны как бы проваливается, то нужно значения снижать. Шаг настройки как правило 5 А, то есть если нужно прибавить добавляем на 5А и сновы пробуем варить и так пока не подберем оптимальные значения.
- Процесс сварки должен вестись на «короткой» дуге. Длина дуги – это расстояние между электродом и сварочной ванной. «Короткой» считается дуга длина которой 0,5 – 1 диаметр электрода, но не более 1,5 мм. Чем длиннее дуга, тем сильнее идет нагрев металла и выше её давление. Все эти факторы неизбежно приводят к дефектам в виде пор, прожогов, наплывов и подрезов.
Подрез — это сварочный дефект в виде небольшого углубления между сварочным швом и основным металлом.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.





Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать – важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Совет пятый
Под лежачий камень вода не течет. Пожалуй, самый неоднозначный совет, который может показаться не вписывающимся в рамки хорошего и опытного работника. Считается, что проработавший много лет на одном месте – хороший и опытный специалист. Но это не годится для нашей профессии. Первое время надо поднабраться опыта и поэтому попробовать свои силы в сварке металлоизделий, металлоконструкций, труб, в ремонтных работах на транспорте и в сфере ЖКХ. Придется менять места работы. Обычно трудовая крутого сварщика исписана вдоль и поперек. Крутой сварщик работал в различных ремонтных организациях, на строительстве, на заводах и т. д. И на данный момент он знаком с различными способами, методами, приспособлениями. Последнее место, где остановился – уже, скорее всего, окончательный выбор. Приходилось встречать сварщиков высоких разрядов, много лет проработавших на одном месте, не умеющих выполнять потолочный шов. Такие сварные обычно работают на заводах, где все детали варятся в удобном положении нижним швом. Бывают и прямо противоположные случаи. Некто, сварщик шестого разряда, прекрасно варил трубы любого диаметра в любом пространственном положении. Он часто говорил: «Кто варит трубы – тот варит все». Это заблуждение. Если дать ему возможность посостязаться в изготовлении дверей или ворот со сварщиком – специалистом в этой сфере, то его проигрыш будет предсказуемым. Смена мест работы для сварщика благо. Это богатый опыт, который может пригодиться в профессии.





