

Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
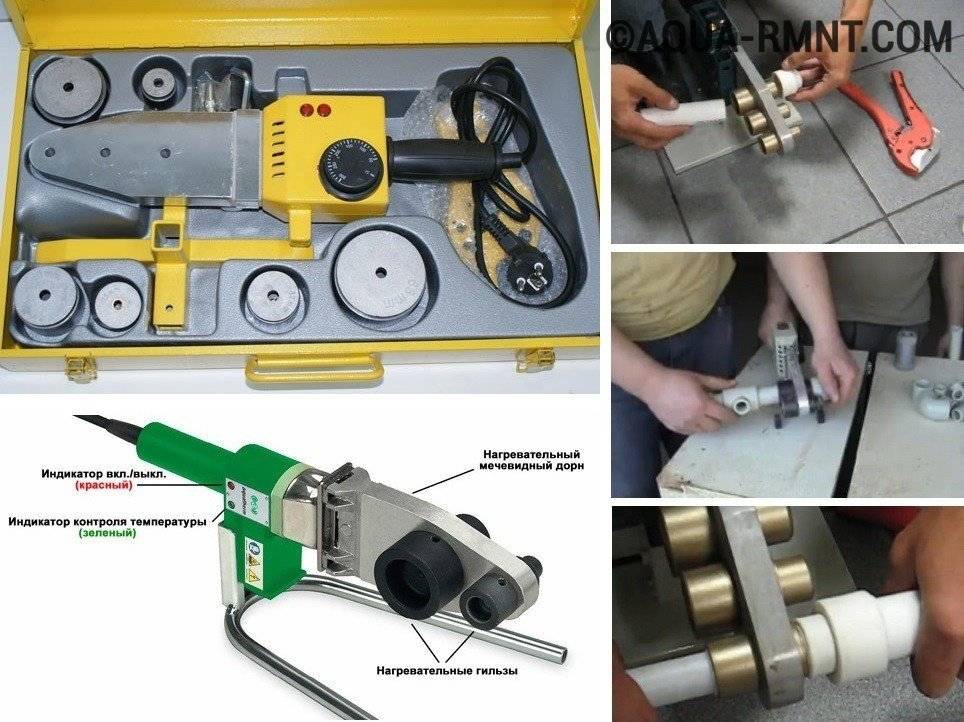
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
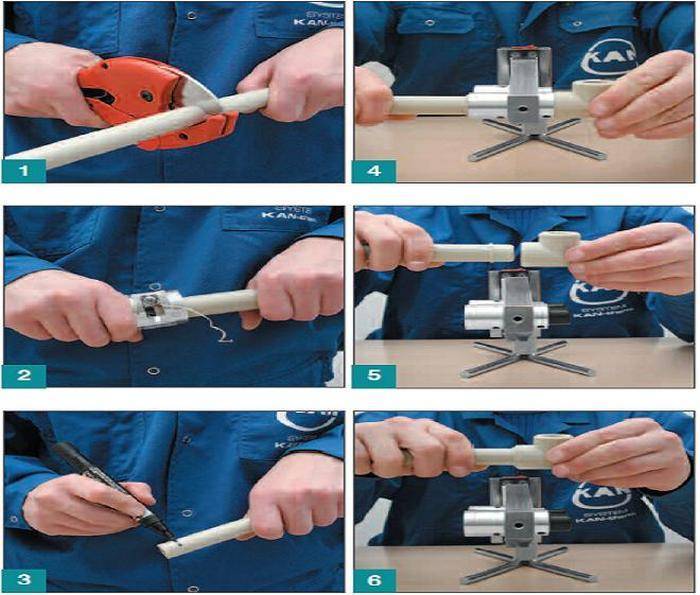
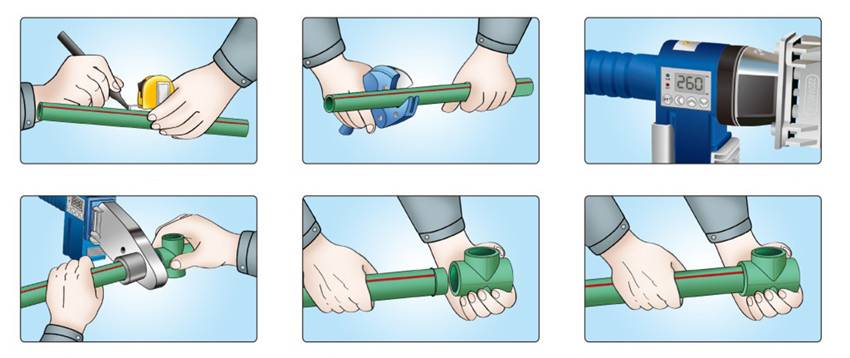
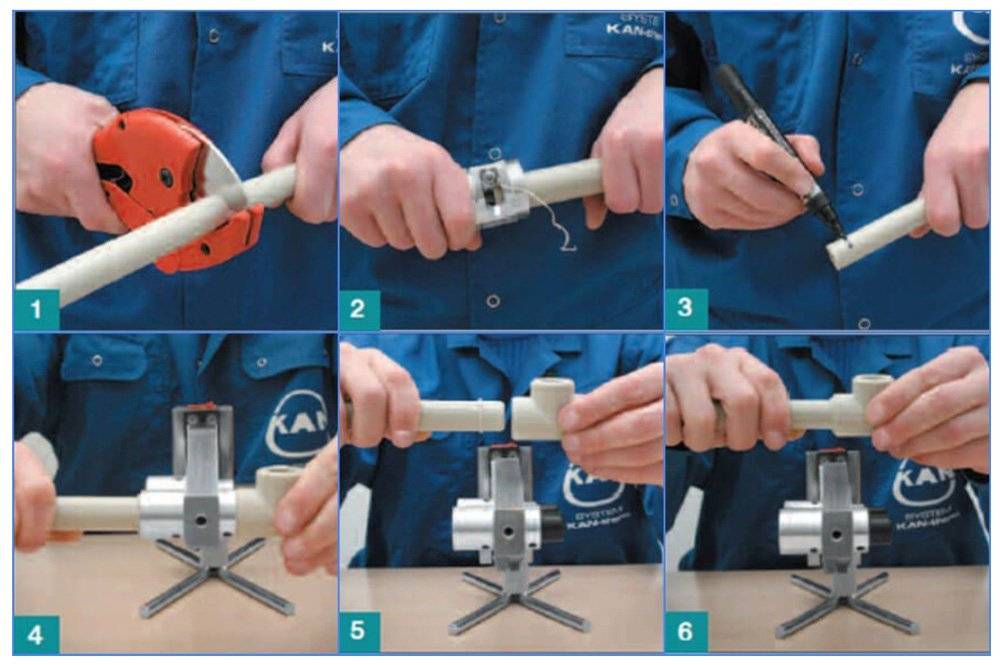
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
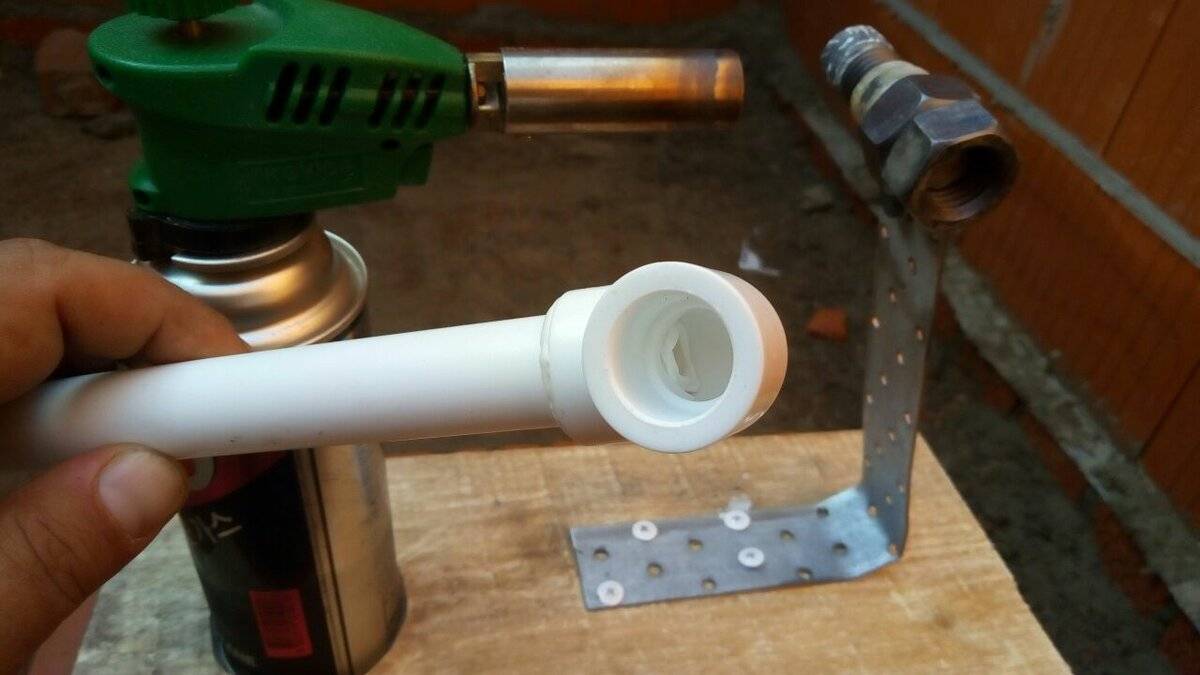
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
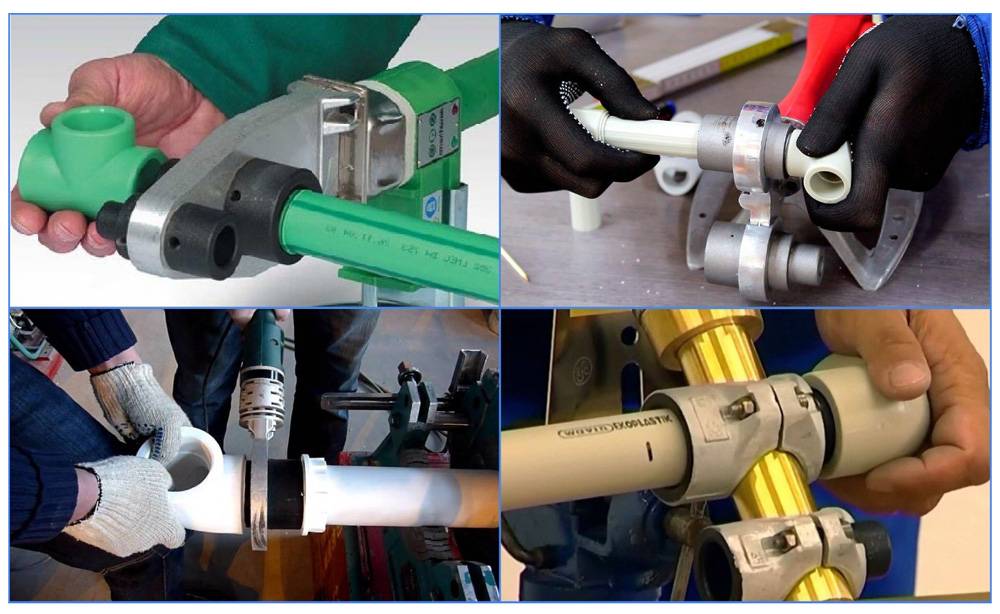
Четвертый этап – соединение элементов
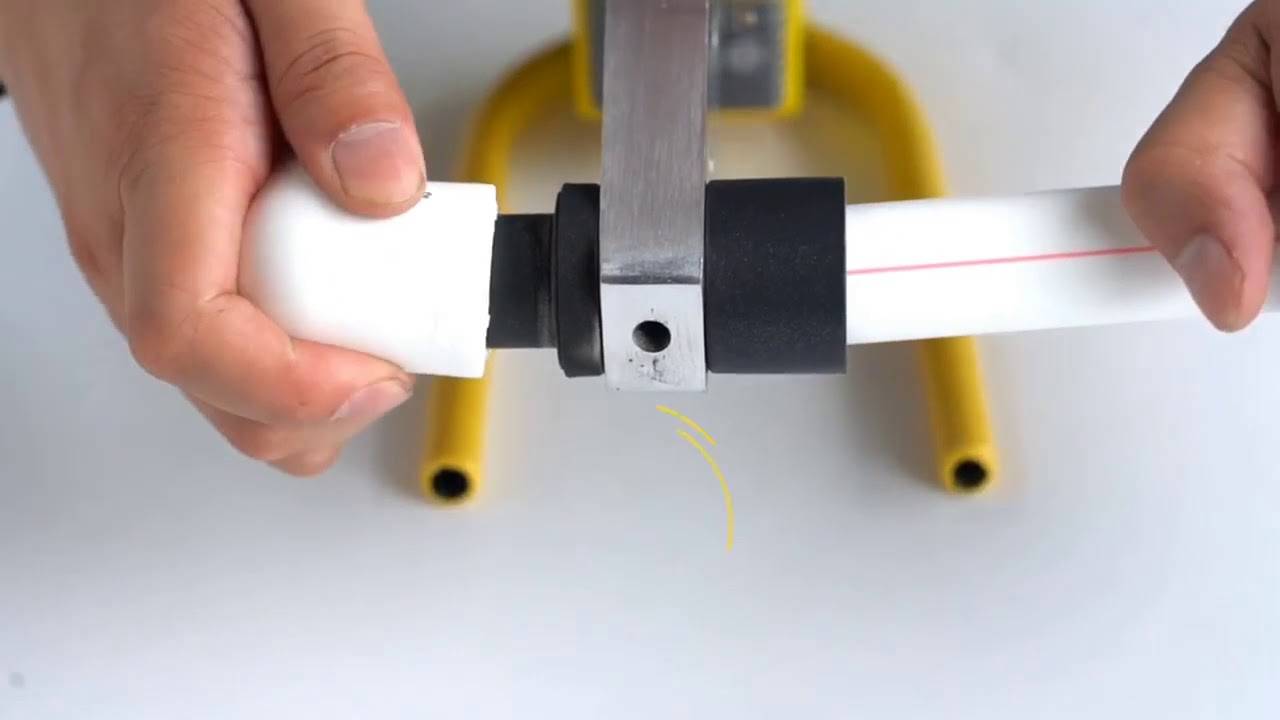
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Контактный способ нагревом
Технологически это самый простой способ сварки пластика. Для него не нужны даже электроды. Но конструкция применяемого аппарата различна для сварки листовых материалов или, к примеру, для соединения труб.
Самым простым аппаратом, применяемым для сварки небольших деталей, является обычный электрический паяльник на 220 В. Для увеличения площади нагрева, а также чтобы не портить жало, может применяться специальная насадка.
Им можно сваривать самые распространенные пластмассы — полиэтилен и полипропилен. Большая часть пластмассовых деталей для домашнего хозяйства производится из них.
Принцип этого метода несложен. Кромки деталей разогревают (для полиэтилена и полипропилена температура должна быть 200-260 °C), соединяют внахлест либо стык-в-стык и плотно обжимают в струбцине или в тисках.
Охлаждение должно происходить под давлением, иначе добиться качественного шва не удастся. Перед началом работы края рекомендуется зачистить и промыть.
Специальный сварочный аппарат применяется для сваривания листового пластика в больших объемах. Соединение труб нагревом также требует особого инструмента. Сварочные аппараты для труб делятся на 2 вида — для сварки встык и для сварки враструб.
Второй способ предназначен для сварки труб разного диаметра, плотно заходящих одна в другую. Такие аппараты обеспечивают необходимое давление.
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
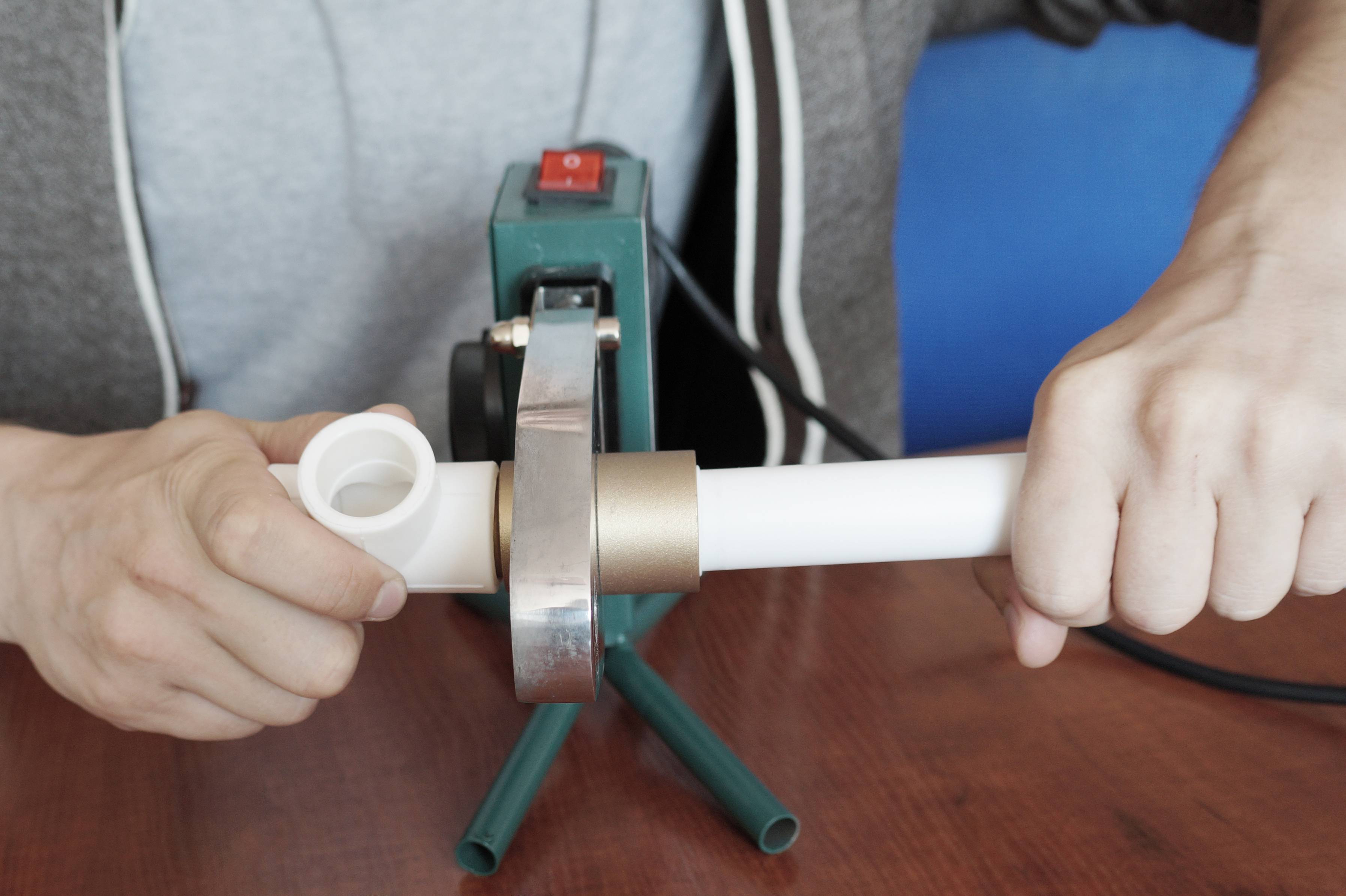
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.









При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Как называется правильный шестиугольник

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.
Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация
Шаг первый. Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй. От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.
Шаг третий. Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый. Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника
Подобная технология используется при строительстве:
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Некоторые особенности сварки пластиковых труб
При сварке полипропиленовых труб необходимо принять во внимание следующие основные моменты:
Обезжиривание поверхности соединяемых элементов – это важное требование к качеству сварки
Внутренняя поверхность трубы и поверхность фитинга протирается спиртом для улучшения сцепляемости поверхностей, удаления пыли и мелких частиц загрязнений
Осматриваются и очищаются спиртом насадки, также необходимо осторожно (с сохранением тефлона) удалить частицы расплавленного пластика.
Разметка позволяет точно определить глубину посадки пластиковых труб в зависимости от используемого фитинга. Если насадить трубу глубже положенного, то можно запаять отверстие или сузить сечение трубы.
При достаточном опыте глубина посадки определяется на глаз, так как маркировка требует довольно много времени при больших объёмах работ
Разумным вариантом будет изготовление приспособления из трубы большого диаметра и использовать его в качестве шаблона для разметки.
Сварка полипропиленовых труб производится, как правило, в одиночку на твердой и ровной поверхности – стол или пол. Иногда требуется помощник, который держит паяльник пока другой человек осуществляет стыковку элементов.
Действовать при пайке необходимо очень быстро, выдерживая время нагрева для каждого диаметра.






Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
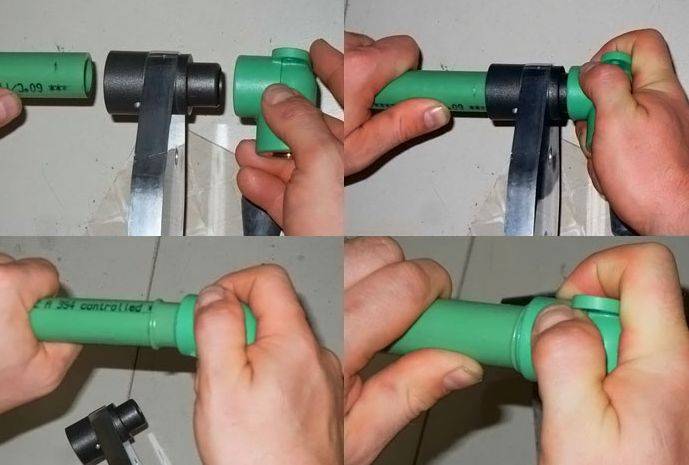
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Необходимые материалы и инструменты
муфты соединительные;
- трубы полипропиленовые;
- выходы с металлической резьбой МРВ и МРН;
- уголки на 45 и 90 градусов;
- специальные ножницы для пластика;
- клипсы, которые крепят трубы к стене;
- паяльник;
- рулетка и карандаш;
- герметик;
- лён (для лучшего соединения фитингов).
Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной. В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб:
- PN 10— тонкостенная труба (рабочее давление составляет 1 МПа). Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
- PN 16 — применяется в отопительных системах с невысоким давлением и для водопровода холодной воды.
- PN 20— универсальная труба (рабочее давление 2МПа). Применяется в системе водопровода холодной и горячей воды (+80° С).
- PN 25— труба армированная алюминиевой фольгой (рабочее давление 2,5 МПа. Используется в отопительных системах и водопроводе с высокой температурой (+95° С).
Подготовка к работе
Сварка ПВХ труб, как и других полимерных материалов, требует проведения подготовительных мероприятий.
До монтажа системы водопровода следует нарисовать схему будущих коммуникаций на бумаге, по возможности минимизировав количество ответвлений. Затем разметить прокладку трубопровода «на местности» — на стенах или на полу, с отметкой соединительных элементов (тройников, уголков и муфт), вентилей, счетчиков, фильтров и всех точек потребления воды (смесители, унитаз, стиральная машина и т.д.).
После разметки системы водопровода необходимо посчитать метраж труб и количество фитингов. Следующий этап — поход в магазин. Покупать материалы следует с запасом 10%. Вентили, фильтры, счетчики и переходные муфты с резьбовым соединением приобретаются в соответствии с нарисованной схемой.
Особенностью полимерных материалов является их линейное расширение при тепловом воздействии. Во избежание провисания и деформации коммуникаций на длинных участках (5 м и более) рекомендуется предусмотреть использование компенсаторов — петлеобразных соединительных элементов, которые компенсируют физическое воздействие высоких температур на трубопровод.
Инструменты для сварки
Прежде чем приступить к монтажу трубопровода из полипропиленовых деталей, необходимо должным образом подготовиться.
Сварочный прибор надо выбрать после того, как разработана техническая документация на систему трубопроводов.
Выбор определяется техническими параметрами и экономическими соображениями:
- предельным размером;
- эргономичностью прибора;
- стоимостью аппарата.
Монтаж изделий малого диаметра, до 63 мм, можно успешно выполнять ручным аппаратом. Если требуется выполнить соединение изделий большого диаметра, от 63 мм, то применяются механические аппараты.
Такой комплект для сварки полипропиленовых труб используется при прокладке протяженных магистралей.
Специальное устройство для зачистки поверхности изделия перед сваркой. Поверхность деталей нужно обязательно обезжирить. Для этих целей используется этиловый или изобутиловый спирт.
Ацетон применять нельзя, поскольку он разрыхляет полипропилен. Температура разогрева достигает без малого трехсот градусов. Поэтому при работе нужно использовать перчатки.
На видео представлен ручной прибор для сварки труб и последовательность действии при работе. Соединение элементов в частном доме удобнее выполнять с его помощью.
Видео:
Ручной прибор
По своей конструкции прибор представляет собой компактное изделие, которое занимает мало места. Основной элемент устройства – это нагревательное зеркало, на которое крепится насадка.
В обиходе такой аппарат называют паяльник или утюг. Для того чтобы устанавливать определенный уровень температуры, сварочный прибор оснащен контрольно-регулировочным блоком.
На панели имеются светодиодные индикаторы и клавиши включения-выключения прибора. Рабочая температура для сварки деталей из полипропилена варьируется от 260 до 280 градусов.
Правила эксплуатации прибора такие же, как и любого другого электрического устройства.
Основными параметрами, по которым нужно выбирать прибор при покупке являются:
- мощность;
- количество насадок на зеркале;
- наличие подставки.
Чем больше мощность тепло-нагревательного элемента, тем быстрее разогревается насадка. Этим параметром определяется производительность аппарата.
На паяльник может крепиться одна насадка или несколько. Количество варьируется в зависимости от конструкции прибора и размеров паяльника.
Практика показывает, что выполняя соединение системы в своем доме, достаточно будет двух насадок. Для таких систем используются трубы диаметром 20 и 25 мм.
Обращаться с фитингами нужно так же как с полипропиленовыми трубами.
При сварке армированных деталей в труднодоступных местах нужно строго выдерживать установленный отрезок времени для разогрева и фиксации соединения.
Специально для монтажников, которые работают в своем доме, составлена таблица, и в ней указаны оптимальные режимы для нагрева и соединения двух элементов.
На видео показан фрагмент соединения деталей в неудобном для работы месте.
Видео:
Механический аппарат
Сварочные агрегаты механического типа предназначены для того, чтобы обеспечить соединение труб большого диаметра.
Механический прибор имеет более сложную конструкцию, чем ручной вариант.
Сварочный агрегат собран из следующих узлов:
- каркас опорный;
- блок контрольный;
- захват для труб;
- вкладыши выравнивающиеся;
- пила для торцевания труб;
- зеркало нагревательное.
Прибор, несмотря на сложную структуру, имеет компактную конструкцию. Монтаж трубопроводной магистрали выполняется по принципу стыковой сварки.




Инструкция по эксплуатации предписывает определенную последовательность действий. Вначале выполняется зачистка торцов у соединяемых деталей.
Оборудование для прижима поставляется вместе аппаратом.
Сварочный агрегат, имеющий такое приспособление, позволяет выполнять сварку полипропиленовых труб в полевых условиях при укладке магистралей отопления.
На видео показан аппарат для сварки труб большого диаметра из полипропилена.
Видео:
Особенности и преимущества технологии
Эффективное применение принципа термического стресса обусловливает высокую технологичность использования сварочного аппарата для раструбной сварки. Непосредственный контакт с нагретым устройством обеспечивает высокую интенсивность теплопереноса, равномерность распределения тепла. В результате снижается риск деформации материала, на фоне повышенной прочности соединения пластиковых труб. Данная технология на практике доказала свое преимущество перед аналогами, в частности, перед сваркой горячим воздухом. В нашем магазине представлено оборудование для сварки ПП безупречного качества по оптимальным ценам.





