

Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Основные приемы сварки труб
Соединение частей магистральных трубопроводов может выполняться разными способами:
- Варить трубу встык. Соединяемые поверхности располагают напротив. Это самый распространенный способ, который характеризуется простотой исполнения. Однако, есть и некоторые сложности. Справится с ними будет намного проще, если учесть некоторые нюансы. Во-первых, сварочный шов лучше формировать по направлению от нижней части вверх. Во-вторых, металл следует проваривать на всю толщину стенки трубы.
- Внахлест. Метод может использоваться только в случаях, когда соединяемые поверхности имеют небольшие различия в диаметре и один из них плотно входит в другой. это может быть разница в размерах труб или же специальная механическая обработка торцевой части одной из них – развальцовка.
- Тавровое. Такой способ соединения подразумевает расположение поверхностей под прямым углом относительно друг друга.
- Угловое. Две части соединяются между собой под углом меньше 90 градусов.
Виды сварочных соединений
Выполнять сварочные работы можно только при учете того, какие именно можно найти сварочные швы. Наибольшее распространение получили:
- Размещение и сваривание деталей встык. В этом случае изделия должны быть распложены рядом друг с другом.
- Соединение в тавр характеризуется тем, что изделия расположены под прямым углом относительно друг друга.
- Способ скрепления внахлест получил больше распространение по причине простоты сварки и контроля качества получаемого соединения.
Как правило, в рассматриваемом случае применяется метод электросварки в стык. За счет этого обеспечивается качественное соединение отдельных элементов.
Пластиковые трубы
Для стыковки между собой полипропиленовых деталей обычно применяют один из двух способов, чем лучше варить трубы отопления:
- Раструбная сварка. Осуществляется погружением одного конца трубы в другой.
- Муфтовая сварка. Применяется промежуточный элемент — муфта.
Для коммутации комплектующих из полипропилена используется диффузионная сварка. В процессе ее реализации происходит нагревание отдельных узлов контура с помощью специального паяльника мощностью 1500 В. Подобные приборы работают от обычной сети 220 В. В среднем на нагревание уходит не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре +27 градусов. Нужную температуру нагревания можно выставить на регуляторе температуры.

Процесс сваривания полипропилена в разные времена года имеет свои отличия. Если процедура проводится зимой в условиях улицы, продолжительность нагревания несколько увеличивают. Такой же принцип справедлив при работе с трубами большого диаметра: как правило, их нужно разогревать в течении 30 с. Специальная насадка на приборе обеспечивает одновременный разогрев всех поверхностей, которые будут стыковаться (имеется в виду труба и муфта). По ходу повышения температуры на деталях появляются «отбортовки».

По достижению нужной температуры элементы нужно извлечь с насадок и состыковать вместе, соблюдая равномерность нажатия с обеих сторон. Отдельные части после стыковки в разогретом состоянии запрещается сдвигать или крутить, иначе шов потеряет свою прочность. Чтобы соединение имело достаточную крепость, детали в соединенном состоянии нужно выдержать не менее 30 с. Признаком излишнего нагревания поверхности труб является приобретение ею коричневого цвета.
Выбор аппарата для сварки
Не останавливаясь на конкретных брендах и моделях при выборе сварочника необходимо обращать внимание на основные характеристики и параметры. Что это значит?. Для выполнения указанных работ предлагаются аппараты трансформаторного и инверторного типа
Разница в цене, габаритах, весе
Для выполнения указанных работ предлагаются аппараты трансформаторного и инверторного типа. Разница в цене, габаритах, весе.
Отличительной и положительной чертой инверторного оборудования является тот нюанс, что при напряжении непостоянном, ниже 220 В или при перепадах он «не проседает» в мощности
Кроме этого, следует обратить внимание на параметры:
- Сварочный ток. Чем больше максимальный ток, тем большего диаметра электрод можно использовать, а это влияет на величину и глубину шва.
- Рабочий цикл. Инверторной модели, чтобы долго и качественно функционировать, нужен после какого-то промежутка работы небольшой перерыв (простой). Соотношение этих промежутков и составляет рабочий цикл.
Процентные соотношения в паспортах к аппарату могут быть двух стандартов: 5 мин и 10 мин.
Как это расшифровать?
Пример 1. В 10-ти минутном цикле 50% – надо понимать, что речь идет о 5-ти минутах работы и 5-ти минутах простоя.
Пример 2. В 5-ти минутном цикле 60% – означает 3 минуты работы и 5 минут отдыха.
Цикл может быть разным на разных токах, это тоже необходимо учитывать, то есть чем меньше ток, тем дольше можно работать и меньше отдыхать.
Сварка труб
После небольшой практики вы уже самостоятельно приноровитесь регулировать цикл исходя из технических характеристик приобретенного аппарата.
Еще один аспект, который косвенно подскажет о надежности оборудования. Если срок гарантии больше года, скажем 3, то естественно, аппарат прослужит дольше, чем тот, который готовы сервисно обслужить только в течение 6-ти месяцев.









Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
Сварка труб электродуговая
Это один из самых распространенных способов соединения газовых труб. Технология позволяет использовать ручную сварку, автоматическую и полуавтоматическую (с помощью самозащитной флюсовой проволоки). Данный способ соединения газовых труб более качественный, потому что стыковка происходит на уровне межкристаллических связей. То есть, расплавленный стержень электрода вплавляется в расплавленный металл кромок труб. По сути, получается в сварочной ванне единый монолитный участок.
Как правильно соединить трубу газоснабжения электросваркой.
- Производится зачистка торцов труб точно так же, как и в случае газосварки.
- Обязательно формируются кромки. Это можно сделать напильником или болгаркой со шлифовальным кругом. Оптимальный угол соединения кромок — 60°.
- Трубы обязательно укладываются в горизонтальной плоскости и центруются относительно друг друга.
- Делаются прихватки (количество определяется сечением трубы) длиною по 3-4 см. Главное – прихватка по высоте наполнения не должна быть больше 2/3 толщины стенки.
Все готово, остается только варить. При этом нужно соблюдать некоторые правила сварки. Если труба с толщиною стенки в пределах 4-6 мм, то сваривание можно проводить в один проход. В остальных случаях только в несколько проходов электродом. То есть, наращивание металлического наполнения шва должно проводиться послойно. При этом, чем выше слой, тем большего диаметра электрод должен быть использован.
Варить газовые трубы по диаметру очень сложно, поэтому их устанавливают в специальное приспособление – вращатель. Если такового нет, то сварка производится снизу вверх. То есть, труба делится на две части вертикалью, и каждый участок проваривается по отдельности. При этом необходимо стыки сварочных слоев производить внахлест.
Если производится сварка магистральных газовых трубопроводов, то соединение проводится по участкам. То есть, постепенно по участкам заполняется весь шов, а последний слой наносится целиком по всей окружности.
Полуавтоматическая электросварка в среде защитных газов также применяется при сварке газовых труб. По качественной составляющей она более эффективна, чем предыдущие варианты. Все дело в том, что на процесс сваривания кромок не воздействуют химические элементы, находящиеся в воздухе. Потому что зона сварки покрывает защитный газ, обычно это смесь аргона с кислородом и углекислым газом. Могут использоваться и другие смеси.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Сварка газовых труб под давлением
Сварка специальных газовых труб для транспортировки содержимого с высоким давлением предъявляет повышенные требования к процессу.
Технология сварки газовых труб
Особенности сварки труб для транспортировки составов с высоким давлением определяют двумя характеристиками:
- Толстые стенки и небольшой диаметр.
- Агрессивное воздействие транспортируемых газов.
Трубы до 10 см в диаметре варятся вручную, свыше – при помощи полу- или автоматической сварки с ручной подваркой корня шва. При диаметре более 6 см используют специальные кольца. Сварной шов делают многослойным – от 4 слоев и выше в зависимости от нагрузки на трубопровод и характеристики материала. После выполнения работ проводится обязательный осмотр – дефектоскопия внутри и снаружи места сварки.
Юлия Петриченко, эксперт
Как сделать правильный и ровный сварной шов на трубе
Для того, чтобы осуществить определенные виды соединений, применяется как раз электродуговая сварка. Вот лишь некоторые примеры таких сварных соединений:
- Прямое соединение – когда трубы просто располагаются друг против друга;
- Сварка угловая;
- Сварка внахлест.
Можно при этом брать на вооружение швы самого разного типа – горизонтальные и вертикальные, потолочные и нижние. Самым привычным для многих мастеров является обустройство нижнего шва. При этом сварка электродом осуществляется сверху. А вот к наиболее тяжелым относится так называемый потолочный шов. Его наносить крайне неудобно из-за того, что расплавленный металл стекает вниз. К тому же, мешает и неудобное расположение трубы в этом случае. Так что нередко прибегают к помощи специального зеркала. Работать с таким швом сможет далеко не каждый сварщик. Если нет возможности достать до потолочного шва прямым электродом, его можно изогнуть по необходимой форме. Лучше всего варить потолочный шов – если трубу во время работы можно вращать вокруг своей оси. Но это далеко не всегда возможно. Так что, если есть сомнения в своем профессионализме, то лучше будет для начала потренироваться на сварке какого-нибудь чернового материала, либо позвать на помощь более квалифицированного сварщика.
Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Сварка металлических труб
Сферы применения металлических труб обширны. Металлические трубы применяют в основном в системах отопления и водопровод жилых зданий. Рассмотрим процесс сварки металлических труб подробнее.
Если перед вами стоит задача сварить магистральную трубу нефтепровода или газопровода, то вы с большой вероятностью опытный и аттестованный специалист сварщик своего дела – вам не стоит читать данную статью.
Скорее всего, вы начинающий сварщик, перед которым стоит задача сварить металлические трубы системы отопления или водоснабжения частного дома.
Для того, чтобы успешно справиться с этой задачей вам необходимы четыре компонента, это хороший сварочный аппарат, подходящие электроды, опыт работы и понимание процесса сварки металлических труб. Сваривать металлические трубы необходимо качественно, не оставляя пустот и зазоров. Т.к. из-за этого может понадобиться переваривать данный участок.Если вы никогда не имели опыт сваривания труб, советую вам потренироваться перед ответственной работой на нескольких ненужных отрезках труб. Такая тренировка несомненная пойдет на пользу и даст вам первое понимание и ценный опыт.
Если у вас уже есть определенный опыт сваривания металлических изделий, то вы понимаете, что детали из процесса сварки не передать словами, а лучше показать в действии.При сваривании металлических труб очень важно получить надежный шов. Поэтому при поджигании дуги первый сантиметр шва стоит проварить около основного соединения, а дальше начинать варить сам стык соединения
Это связано с тем, что первые 1 – 1,5 см шва нового электрода часто получаются пористыми. Т.к. при сварке первого сантиметра шва металл и электрод ещё не успели разогреться до необходимой кондиции.










Приведу совет опытных сварщиков, который важен для сварщика любого уровня – никогда ни стоит быть спокойным и уверенным при производстве сварочных работ. Самоуверенность часто мешает качественно выполнять сварочные работы. Стоит слегка бояться за результат сварочных работ. Это позволит вам быть предельно внимательными и сконцентрированными на каждом участке работ.
Подготовка
Качество работы зависит не только от марки электродов и профессиональных навыков исполнителя. Немаловажную роль в этом играет и предварительная подготовка свариваемых поверхностей. Ее суть сводится к выполнению нескольких операций:
проверяется соответствие двух соединяемых элементов требованиям выбранному способу сварки
Важно учесть, что трубы должны быть не только соответствующего диаметра, но и с одинаковой толщиной стенок. В противном случае не выйдет хорошо прогреть толстую стенку или же, наоборот, тонкая просто расплавится;
на свариваемых поверхностях не должно быть совершенно никаких дефектов
Заломы, трещины и деформации любого вида не допускаются. Если пренебречь, то «скромные» недостатки под воздействием температурного расширения вырастут в большую проблему и приведут к разрушению конструкции;
ни в коем случае нельзя допускать перекос в срезе заготовки, которая будет свариваться под углом в 90 градусов. Из-за такого, казалось бы, небольшого недочета в итоге шов окажется ослабленным и вероятность разрушения стыка в процессе эксплуатации высока;
кромки зачищаются до металлического блеска. С этой целью можно использовать любые абразивы по металлу: щетку, наждачную бумагу или электроинструмент;
в процессе подготовки с поверхности удаляются следы жира, краски, ржавчина и прочие загрязнения. Самыми эффективными в этом плане очистителями являются химические растворы.
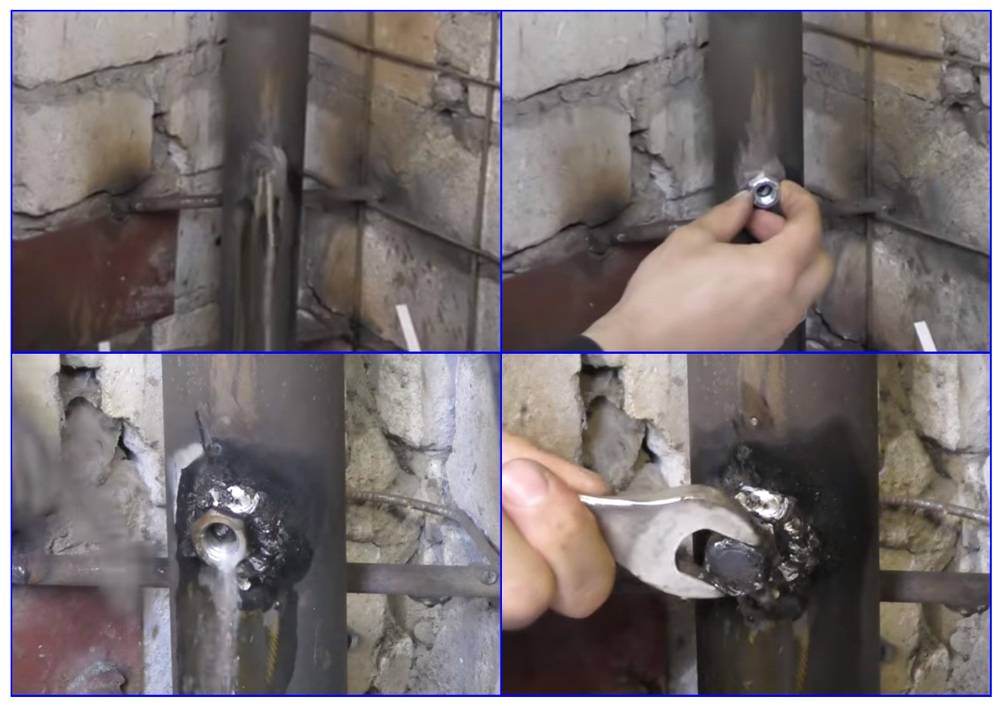
Сварка «операционки»
Второй способ заварить трубу в труднодоступном месте, возможно используя технику операционного шва. Это как варить через окно в трубе, которое впоследствии заваривается вырезанным куском металла.
Сварка операционных швов наиболее востребована именно при ремонте и замене трубопроводов. Например, когда труба идёт вплотную к стене и к полу, таким образом, что с другой стороны никак нельзя подлезть электродом.
В таком случае, порядок сварки «операционки» выглядит следующим образом:
- Сварщик посредством болгарки вырезает квадратное или прямоугольное окошко в трубе;
- Затем используя электрод, он заваривает трубу с обратной стороны, откуда нет подхода;
- После этого он вставляет вырезанный ранее кусок металла в трубу и несколько раз его обваривает.
Варить операционные швы могут далеко не все сварщики. Это если можно так сказать, «ювелирная работа», которая требует особых навыков. Главное при этом не заузить внутренний диаметр трубопровода и нормально наложить шов.
Помимо всего вышеперечисленного, для сварки в труднодоступных местах используются различные приспособления. Все они предназначены для сварщиков, помогая им в решении самых трудных задач.
Источник
Материальное обеспечение газовой сварки
Необходимые для сварки труб материалы:
- кислород – среда, в которой при достаточной температуре горит газовая смесь; качество используемого материла обеспечивает долгое горение и достижение необходимой температуры;
- ацетилен – также хорошо горящий газ, применяется не менее часто;
- другие горючие газы (пары керосина, пропан, метан и др.) – используются относительно редко, однако вполне допустимы при условии, что температура горения в два раза превышает температуру плавления металлического прутка;
- проволока для сварки – является присадочным веществом, именно ею заполняется пространство между соединяемыми элементами; при проведении процесса следует подбирать материал проволоки, по свойствам максимально близкий к веществу, из которого изготовлены соединяемые элементы;
- флюс – применяется для предотвращения излишнего окисления материала свариваемых деталей; независимо от формы, в которой представлен флюс – порошок или паста – принцип его действия одинаков: во время разогрева изделий вещество поднимается кверху и создаёт защитный слой, предотвращающий доступ к металлу воздуха.

Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Номинал конденсаторов на схеме
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.
Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.

Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.
Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.










Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>





