

Почему нужно сгибать трубы трубогибом?
Металлические коллекторы можно сгибать простым механическим способом, закрепив предварительно один конец трубки, с помощью газовой сварки, другими методами.
Но для того, чтобы придать тонкостенной стальной или металлопластиковой трубе необходимую форму самого высокого качества, лучше всего пользоваться самодельным трубогибом.
При помощи такого способа, изделие согнется очень качественно и полностью сохранится его структура.
Использование трубогиба обусловлено:
- наименьшим риском ненужной деформации трубы;
- простотой применения;
- возможностью работать со стояками любых диаметров;
- полной безопасностью во время работы с устройством.
Плюс к этому, не нужно тратить время и средства для нагревания изделия, уменьшается количество стыков (сварочных или резьбовых), конструкция магистрали будет более надежной и ударопрочной.
При монтаже трубопровода пользуются ручным, гидравлическим или электрическим трубогибом (ЭТ). Сегодня наиболее популярным считается последний вариант, который можно сделать своими руками.
Способы сгибания труб гидростанком
Прежде, чем согнуть профильную или круглую трубу, желательно прислушаться к советам опытных в этом вопросе людей.
Во-первых, самодельные гидравлические трубогибы достаточно качественно сгибают трубы, произведенные из любых материалов
Очень важно, что с помощью приспособления сгибаются, без всякого рода брака, толстостенные изделия, что не по силе трубогибам других конструкций сделанных самостоятельно в домашних условиях
Во-вторых, процедуру можно проводить горячим и холодным способами, что также делает такие устройства более популярными и востребованными.
Изюминка холодной гибки состоит в том, что стальную или, сделанного из других металлов, трубу перед выполнением операции необходимо чем-то наполнить. Для этого хорошо подходят песок, соль, масло или масляный перераб, вода. Благодаря таким наполнителям, значительно повышается качество изгиба стальных труб или изделий из других металлов, а также исключается появление всякого рода ненужных деформаций.
При горячем методе, нужно предварительно нагреть определенный участок стальной трубы, а дальше сгибать так же, как холодную заготовку, но без наполнителя.
В-третьих, для получения качественного продукта, толстостенные конструкции с помощью самодельного гидравлического трубогиба, сгибают методом горячей гибки.
Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
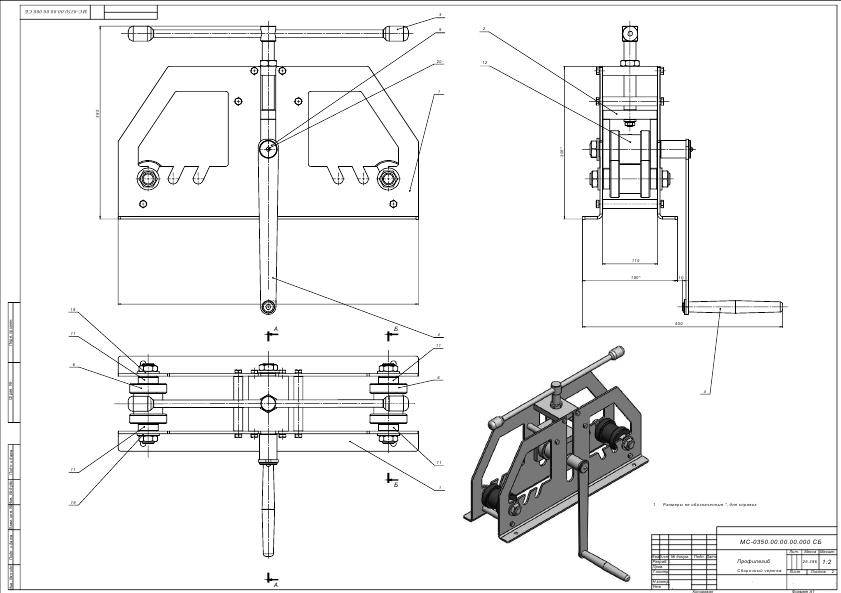
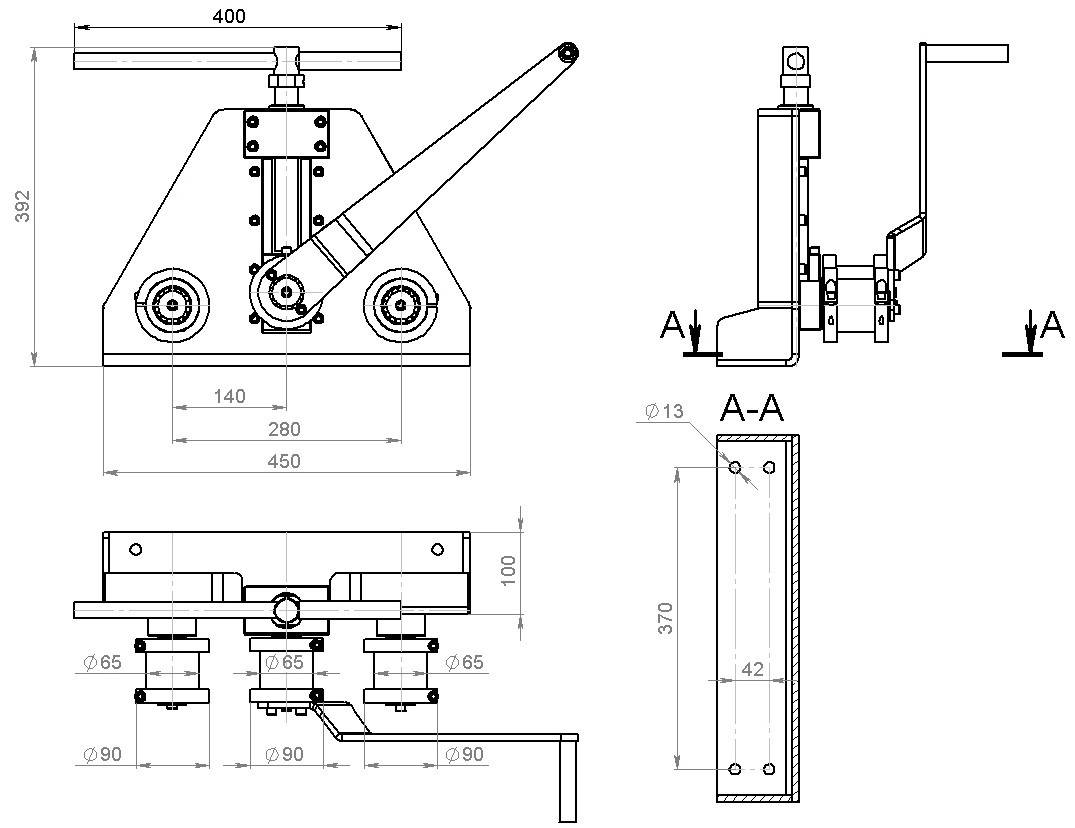
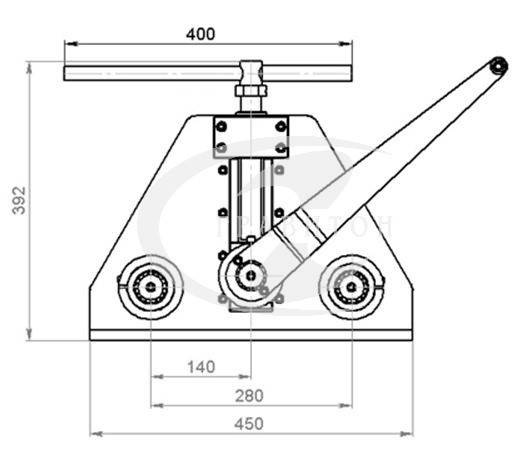
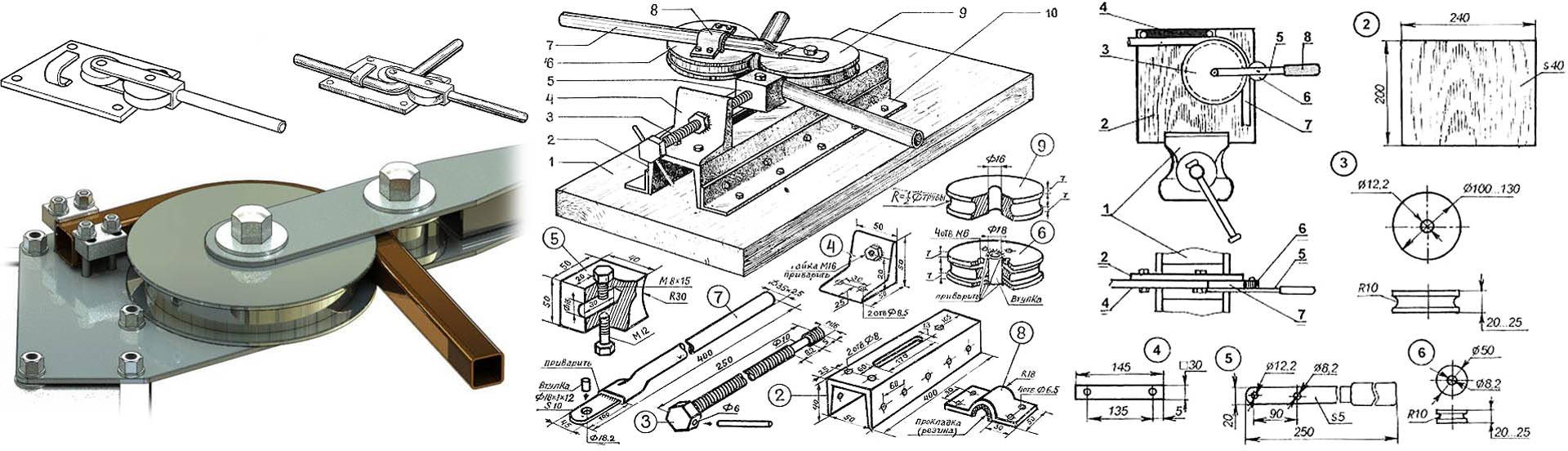
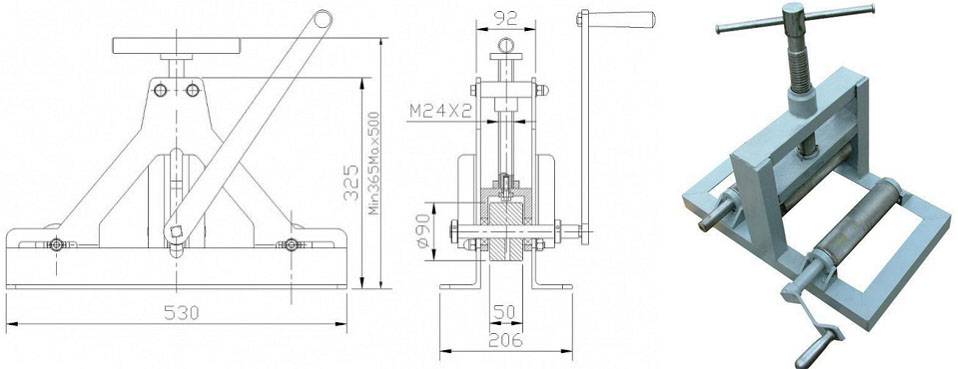
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
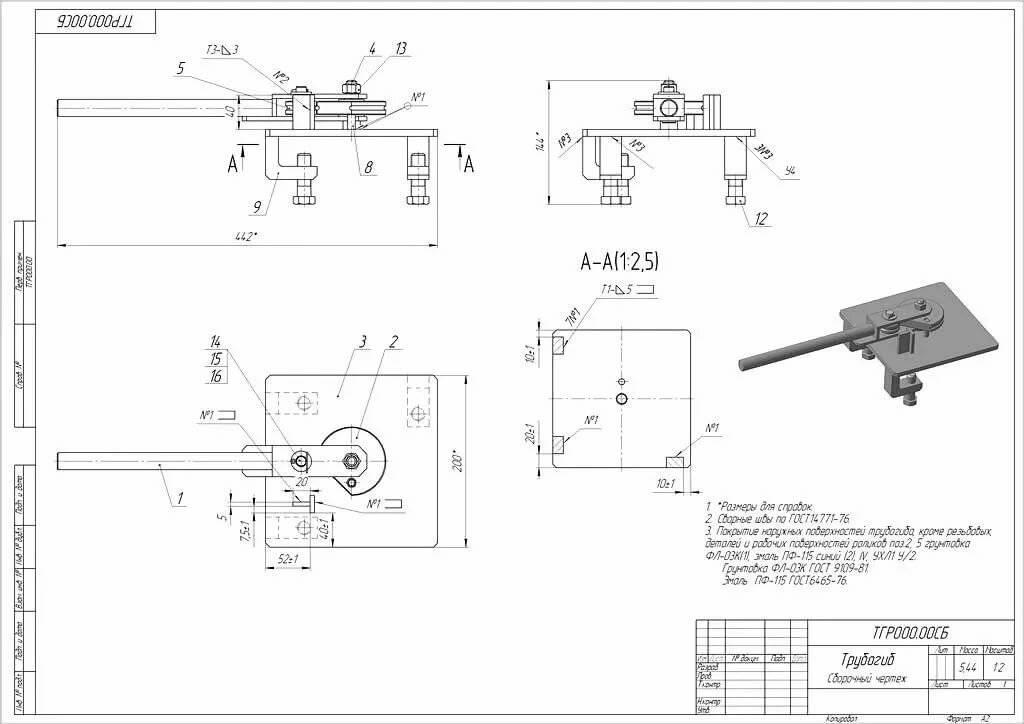
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
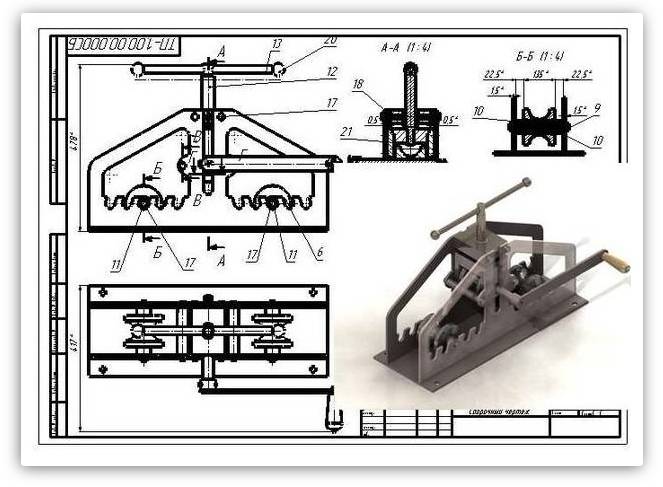
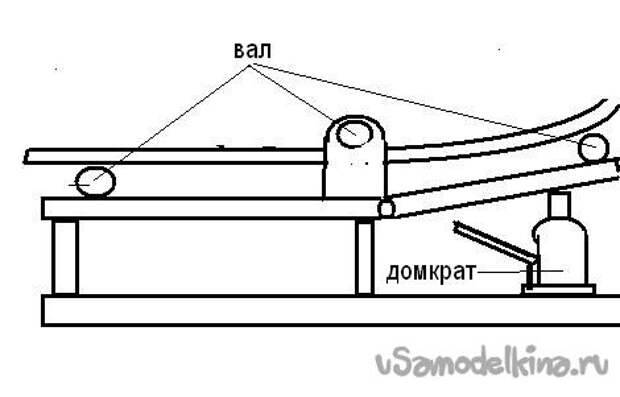
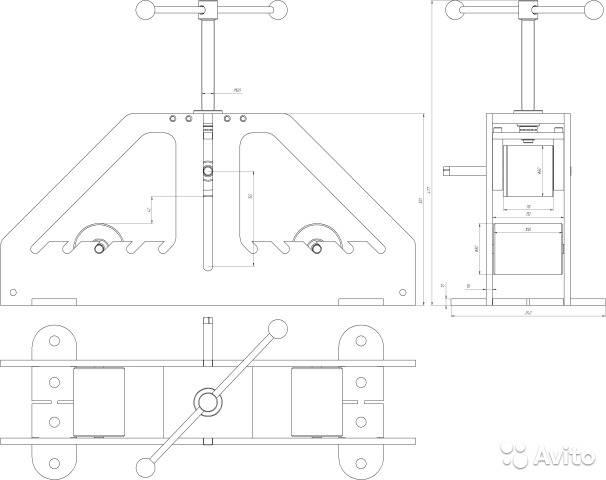
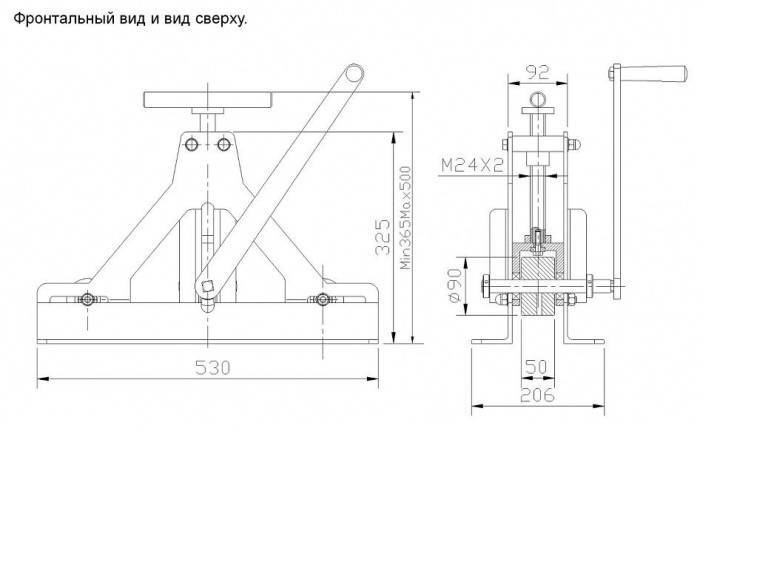
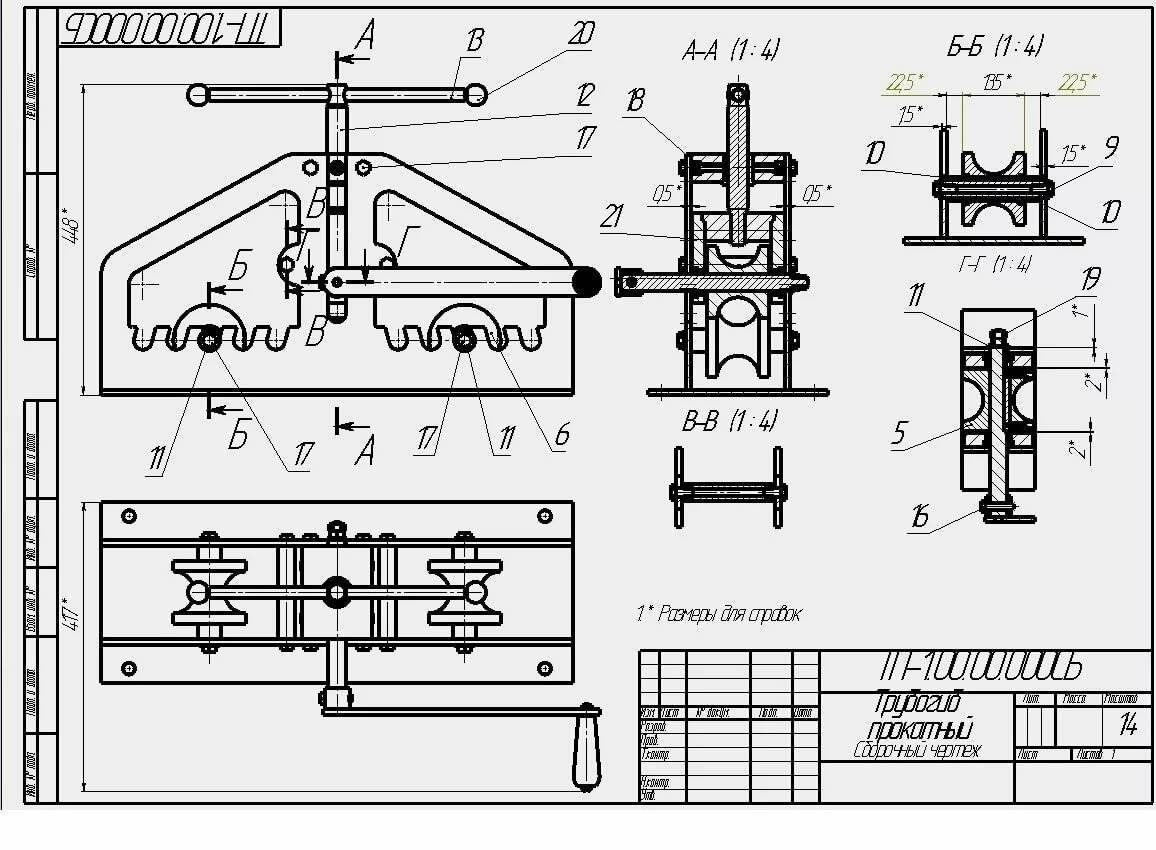
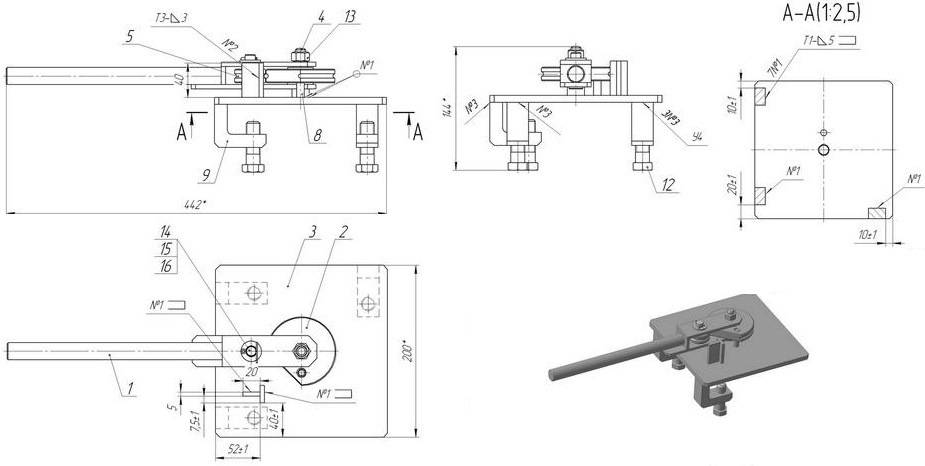
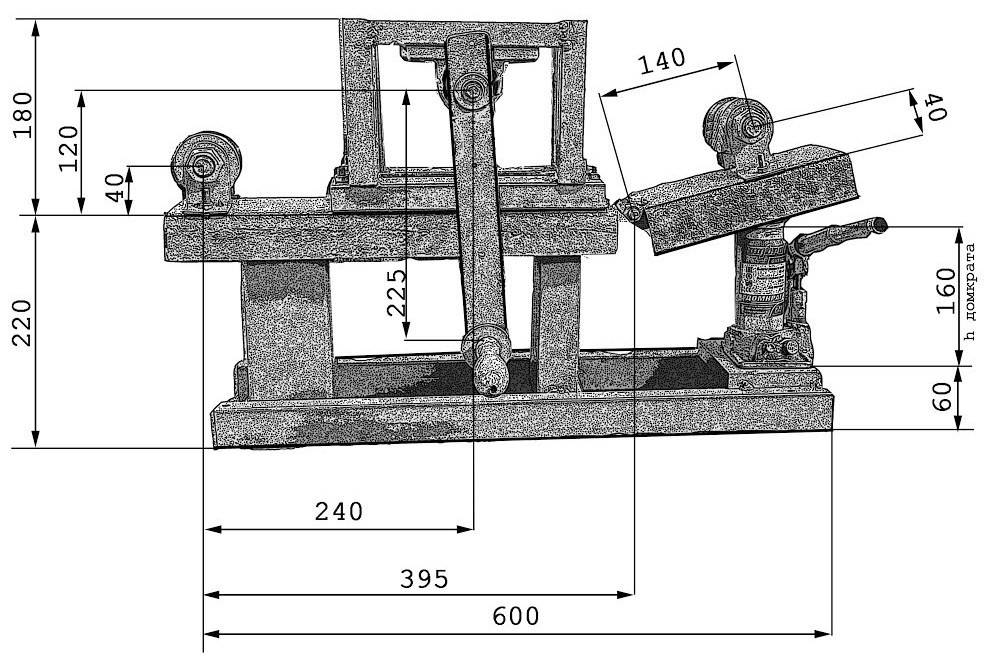
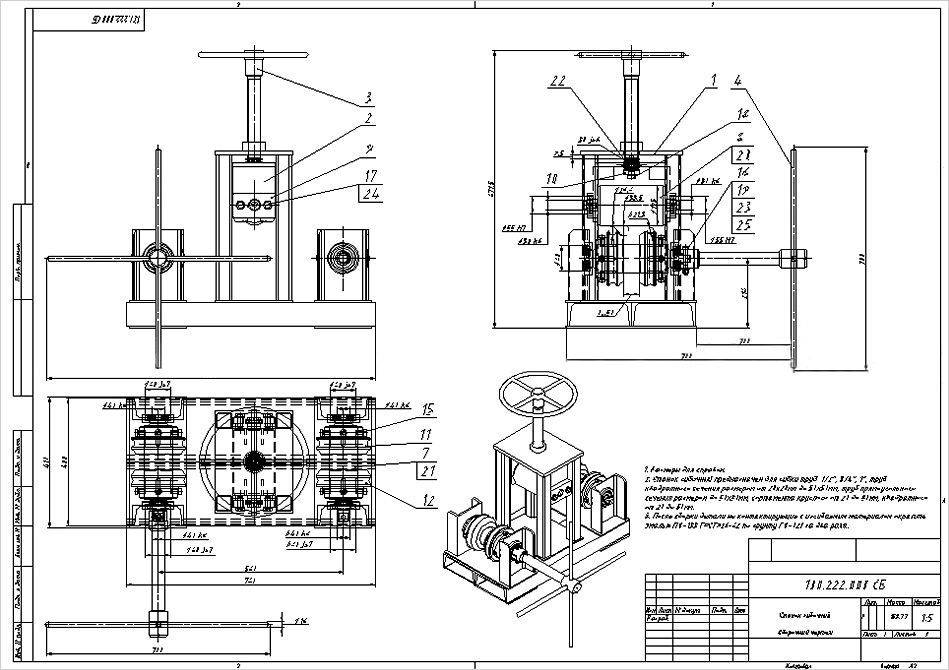
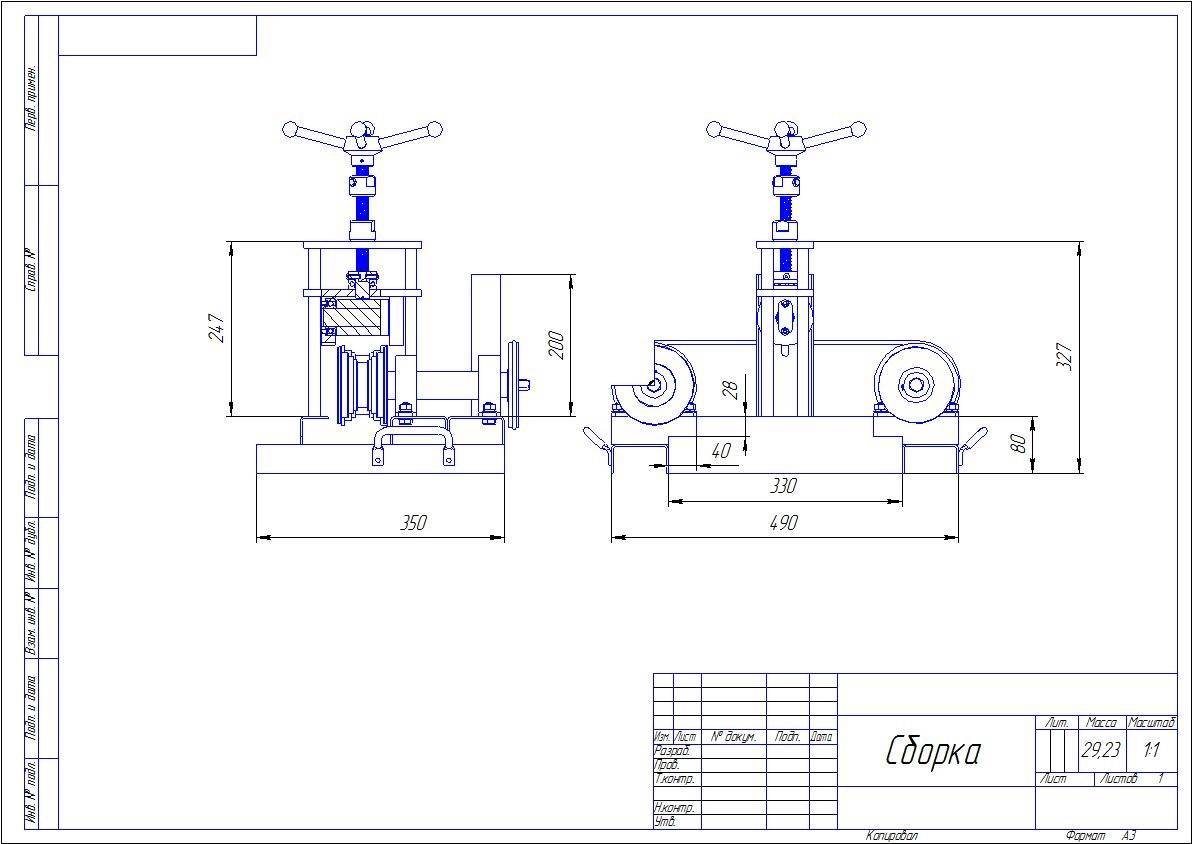
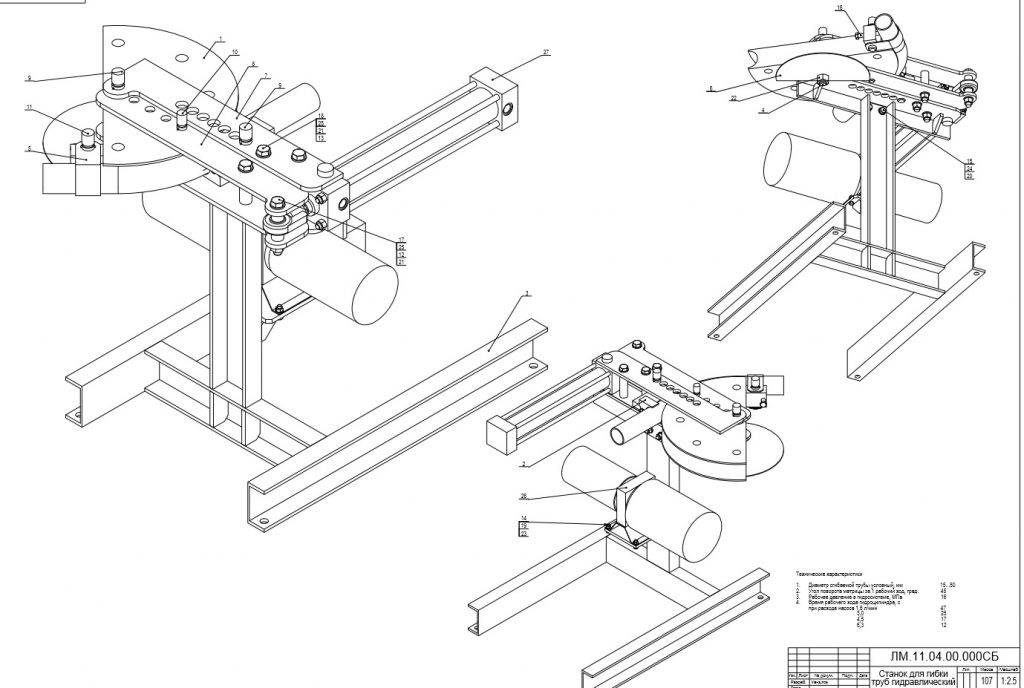
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Разновидности трубогибов
Рассмотрим подробнее на чем основан принцип работы каждого из видов:
- Ручные трубогибы. Наиболее часто встречаются в быту или в качестве самодельных устройств. Принцип работы основан на изменении угла изгиба прокатных материалов и труб небольшого диаметра под воздействием усилия рук человека. Удобны в использовании, мобильны, не требуют больших затрат на изготовление и обслуживание. К минусам можно отнести небольшую производительность невозможность работы с металлами любого класса твердости;
- Трубогибы гидравлические. В основе лежат те же физические принципы что и в ручном, за исключением метода воздействия. Создают большие усилия и способны работать с прокатом до 80-100 миллиметров в диаметре. В частном владении встречаются редко по причине избыточной производительности и высокой стоимости;
- Трубогибы электрические и электромеханические. Обладают всеми преимуществами ручных вариантов, но используют для работы энергию электрических двигателей. Способны выдавать изделия с высокой степенью точности угла изгиба. Чаще всего стационарные, но встречаются и мобильные варианты. Изготовление такого трубогиба самостоятельно возможно, но общая сумма затрат на приобретение необходимых материалов приближается к стоимости готового изделия;
- Комбинированные (или гибридные). Эксклюзивные варианты трубогибов, изготовленные на заказ под конкретную задачу или производство. Представляют собой изделия, совмещающие в себе два или более типа ранее рассмотренных станков.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
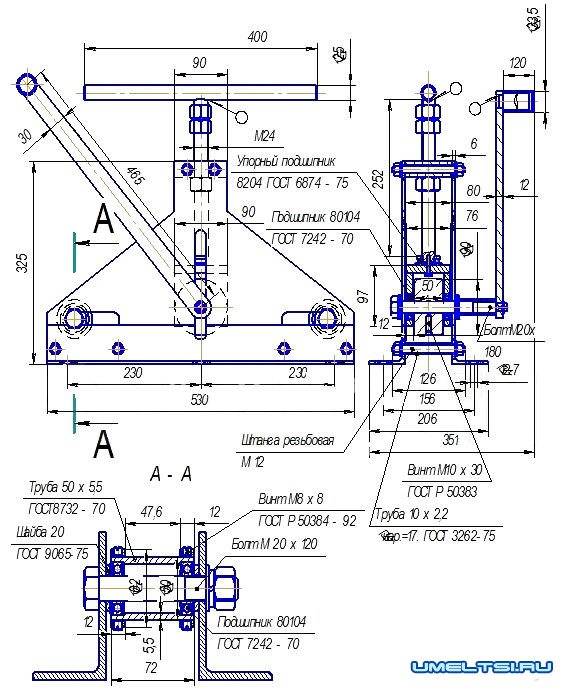
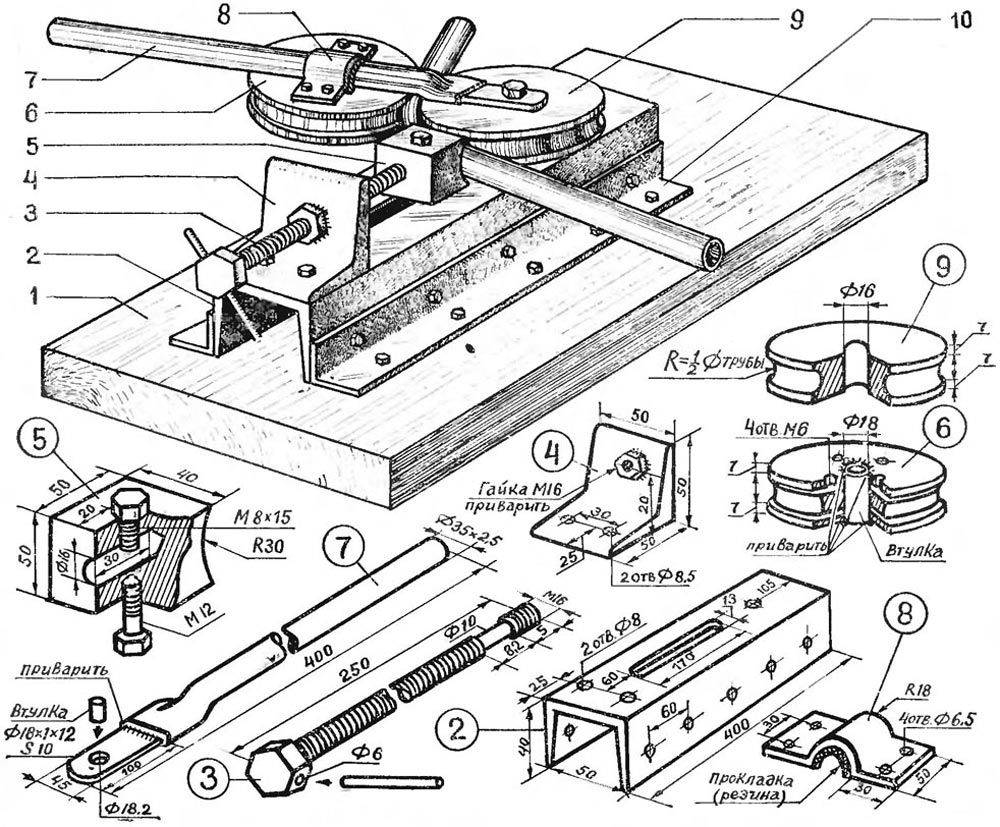
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
https://youtube.com/watch?v=wxTnQp0UZKc%3F
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
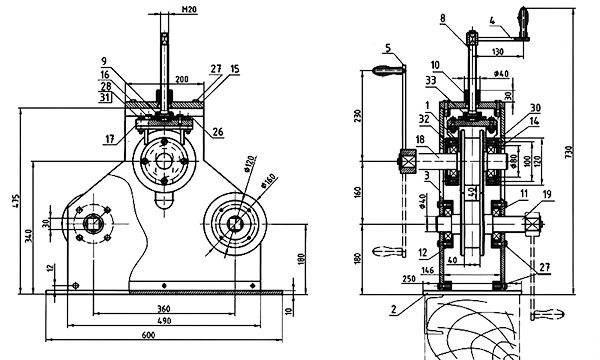
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
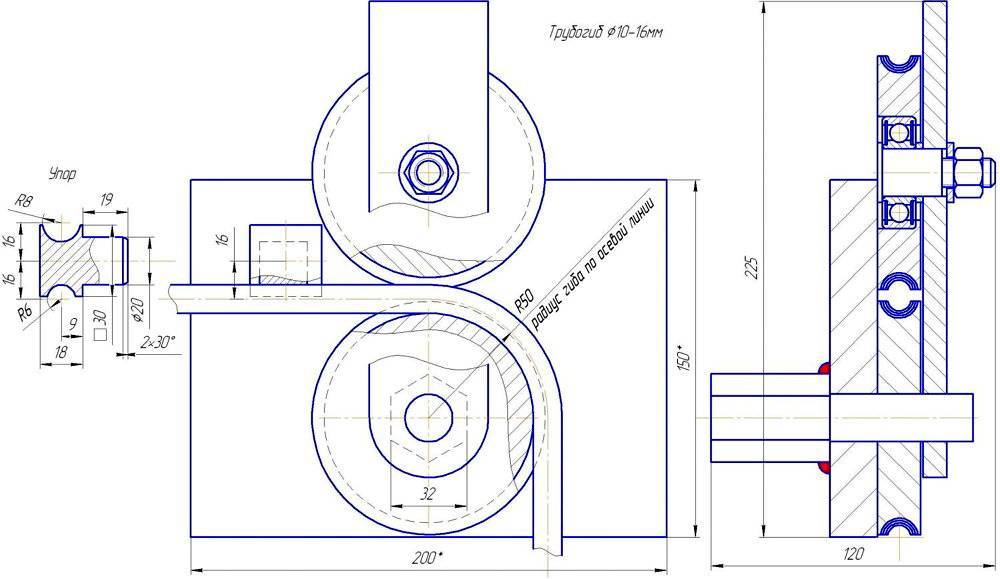
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
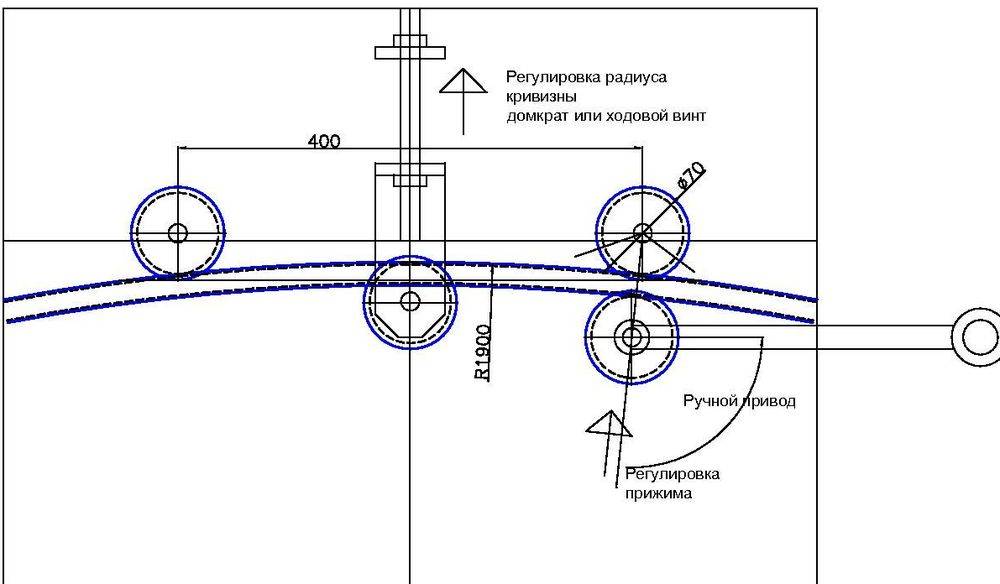
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
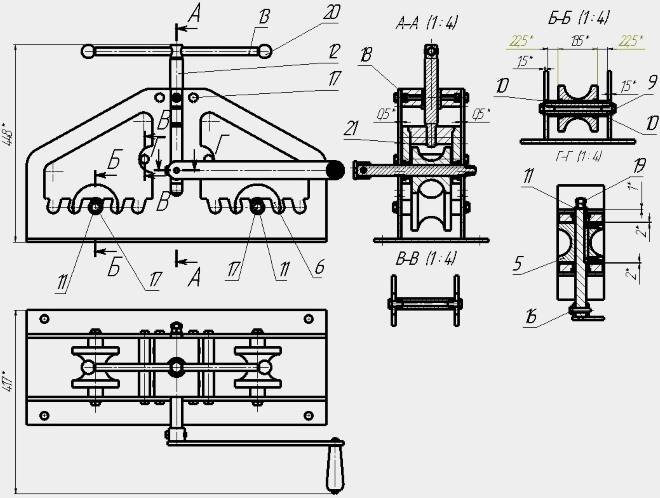
Изготовление трубогиба, предназначенного для работы с профильными трубами своими руками
Для подобного рода труб описанная выше конструкция уже не подойдет. По этой причине потребуется особый роликовый трубогиб своими руками. Если ознакомитесь с чертежами и пошаговой инструкцией, то вполне сможете сделать такой вот станок собственноручно.
Из материалов вам понадобится:
- заранее сделанный каркас из стального профиля;
- ролики;
- домкрат;
- три валика.
После подготовки всего необходимого можете приступать непосредственно к процессу изготовления.
Шаг первый. Изготовьте металлический каркас. Внизу можете дополнительно приварить крепежи для фиксации на столешнице. После этого разместите пару вертикальных опор: сбоку и по центру. С противоположной стороны (там, где опора отсутствует) профиль будет приподниматься, а потому ее требуется прикрепить болтами. Данная часть будет приподниматься с помощью домкрата.
Шаг второй. Приварите валы к готовому каркасу. Два по бокам, в то время как под третий требуется заранее подготовить опоры. Вал будет крепиться к последним.
Шаг третий. Приварите ручку, выполненную из трубы из стали, к центральному валу. С помощью этой ручки и будет производиться изгиб изделия.
Шаг четвертый. Зафиксируйте между валами по бокам и центральным по два вала, а также ролика, дабы сгибаемое изделие не смещалось. Дело в том, что так труба не будет сильно смещаться, а потому работа будет производиться с максимальной аккуратностью.
Шаг пятый. В конце установите домкрат под подвижную часть профиля (ту, что с валиком). Домкрат, к слову, может быть как простым реечным, так и бутылочным. Если нужно, зафиксируйте его на конструкции.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:

- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.
Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Принцип работы трубогиба
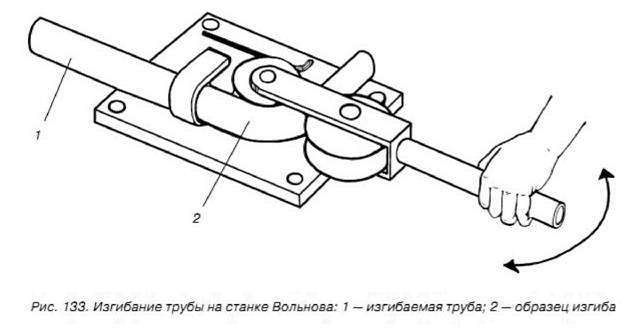
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.
Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.





