

Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
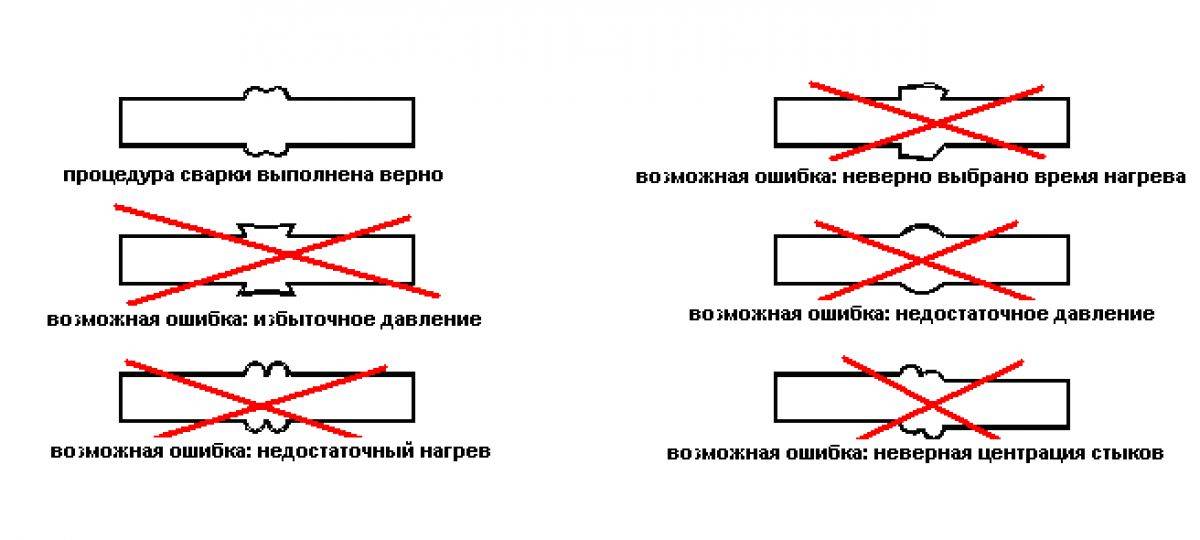
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
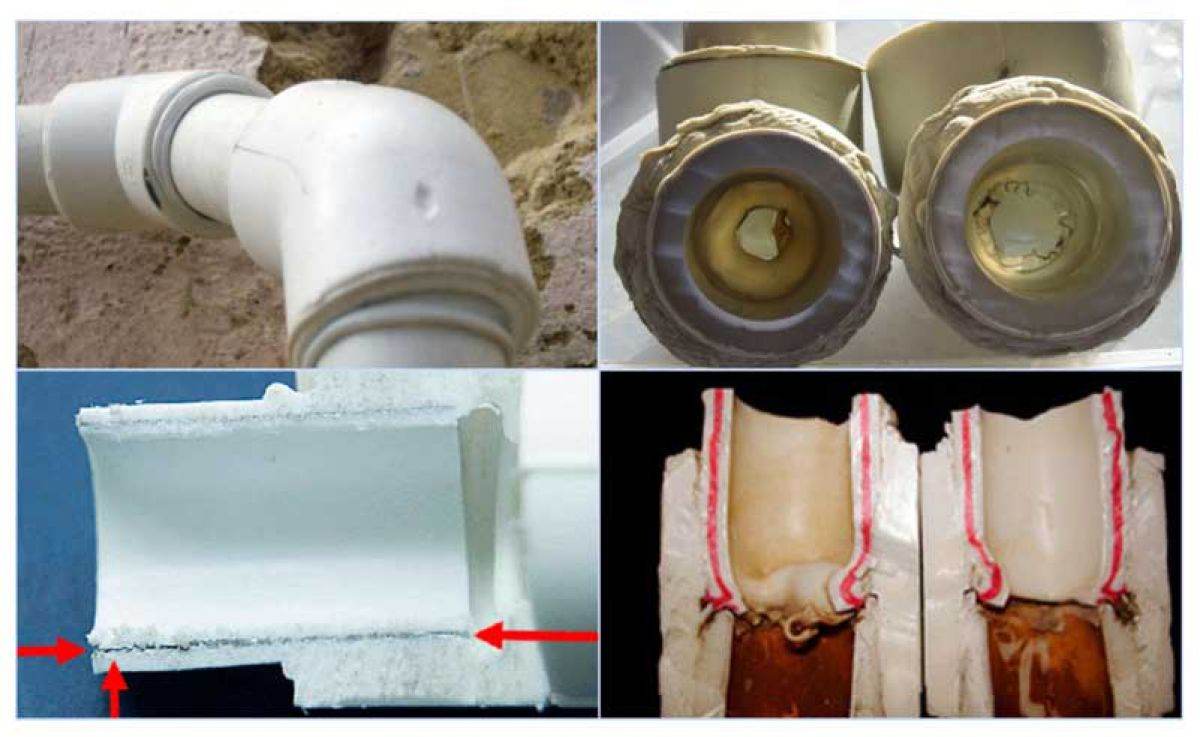
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
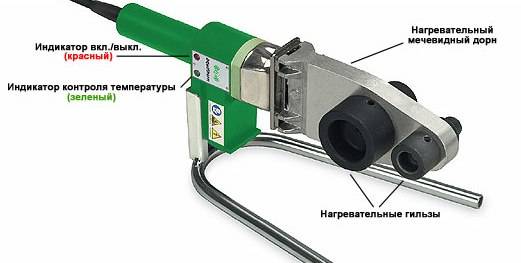
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.






Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Инструменты для сварки
 Аппарат для сварки
Аппарат для сварки  Разновидности фитингов для полипропиленаДля полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропиленаДля полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи. Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот
Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно
Отпилите острый кончик утюга для удобства работы у стены. Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз. Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C
при нагретом утюге сменить её будет трудно. Отпилите острый кончик утюга для удобства работы у стены. Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз. Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.
Угловая сварка требует точности и соблюдения повышенных требований к геометрии прямого угла, для его проверки используется угольник. Для стыковки отрезков применяют специальные угловые муфты с углом разворота 90 градусов, которые следует приобретать вместе с трубами от одного производителя — это обеспечит высокую адгезию между соединенными элементами.
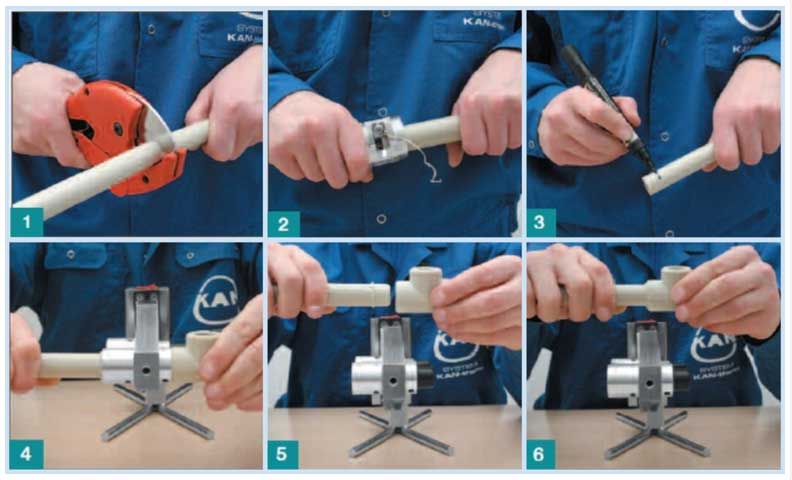
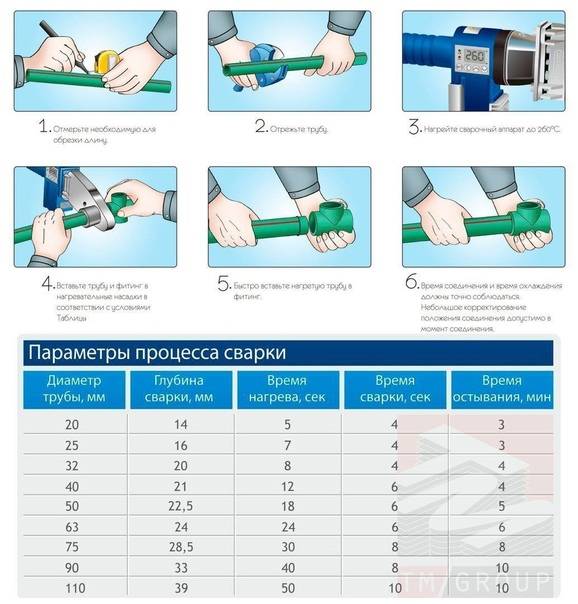
Рис. 5 Последовательность пайки трубопровода из ППР
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
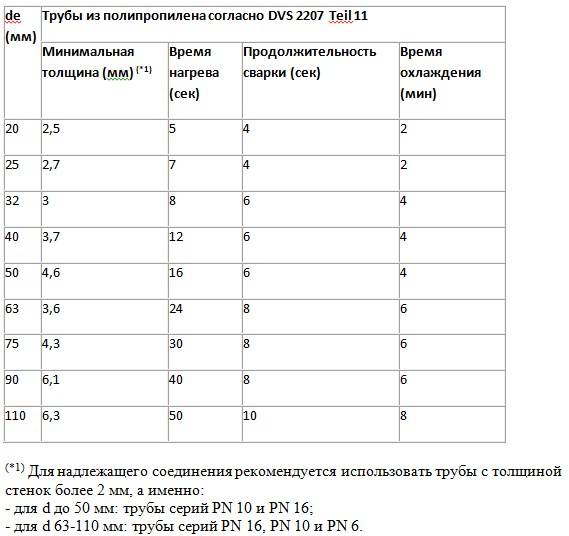
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Холодная пайка (сварка)
Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.






Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
https://youtube.com/watch?v=HQGRx3CWioY
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
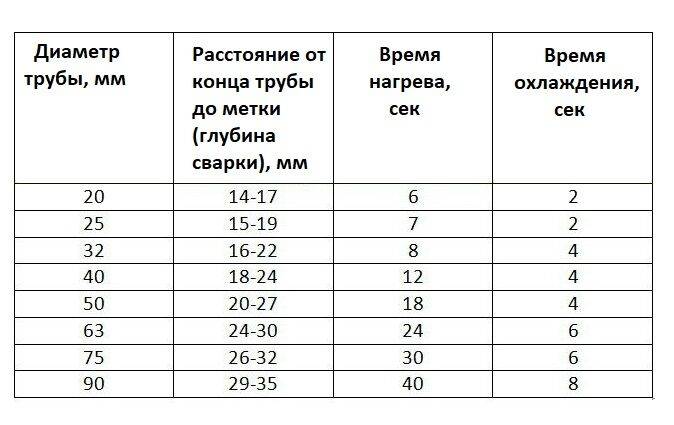
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
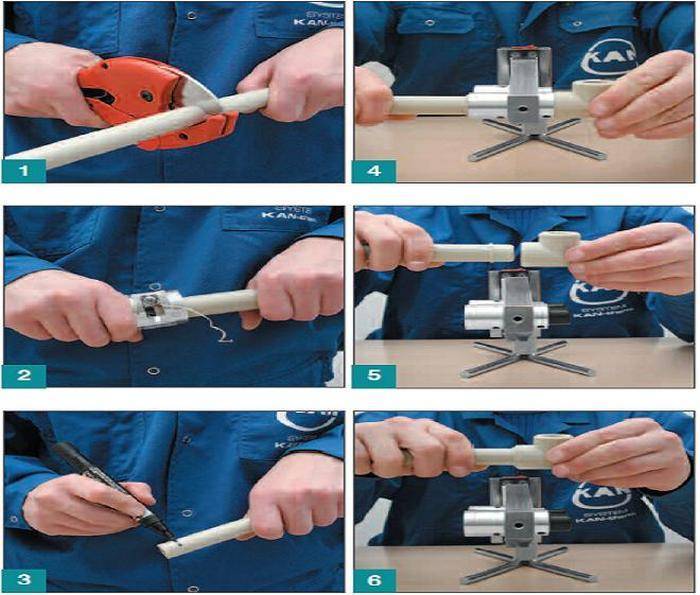
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:
- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
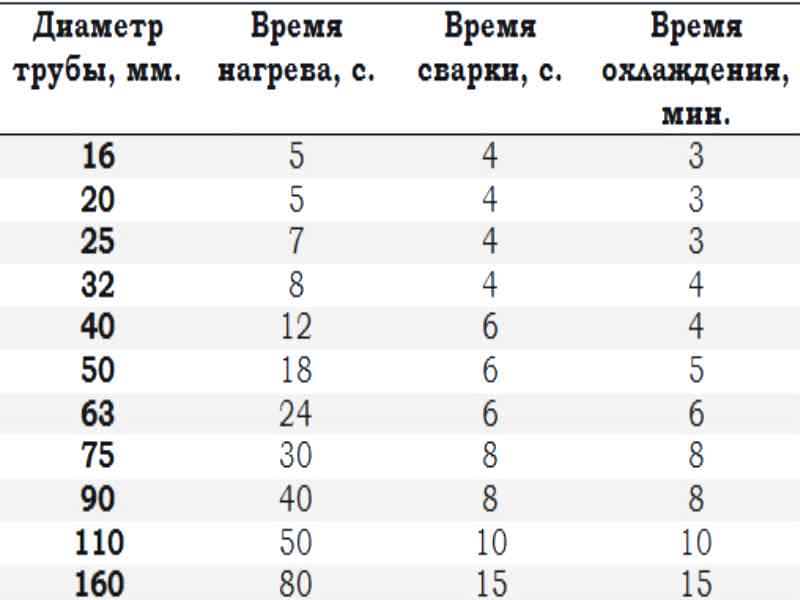
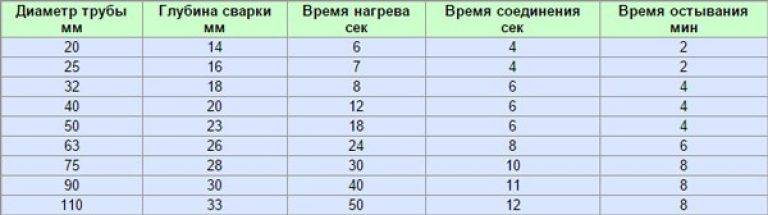
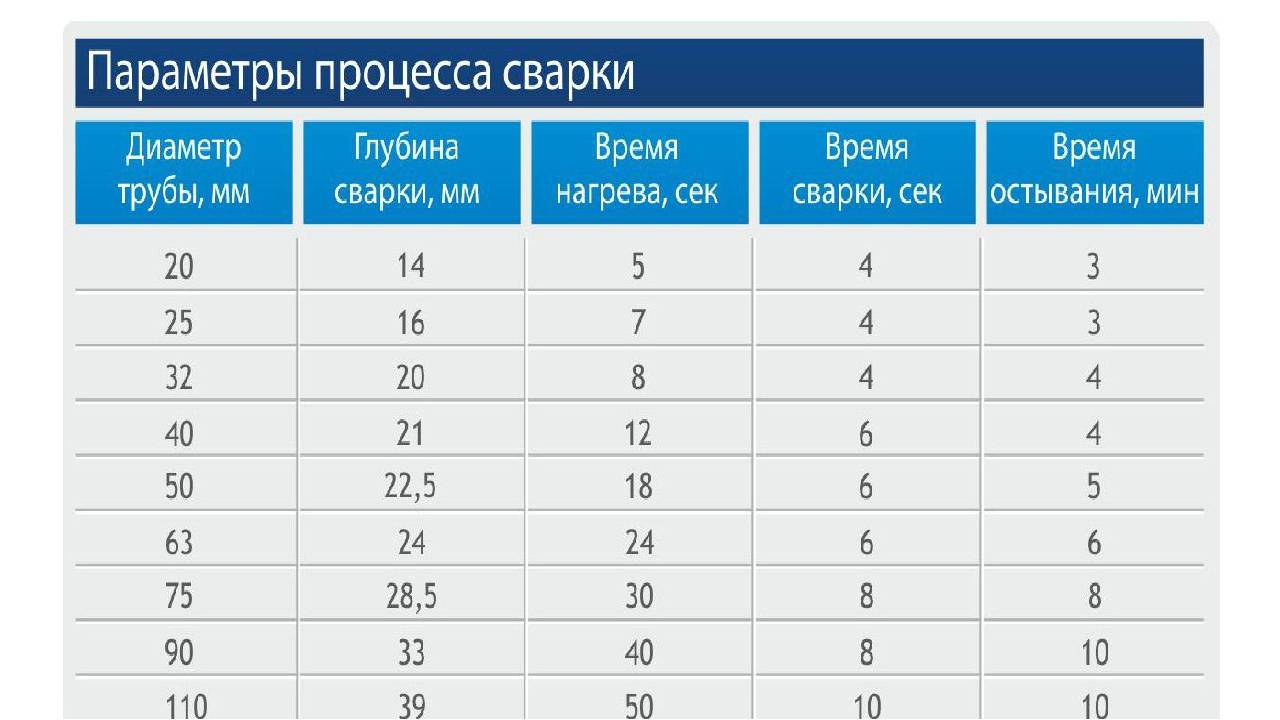
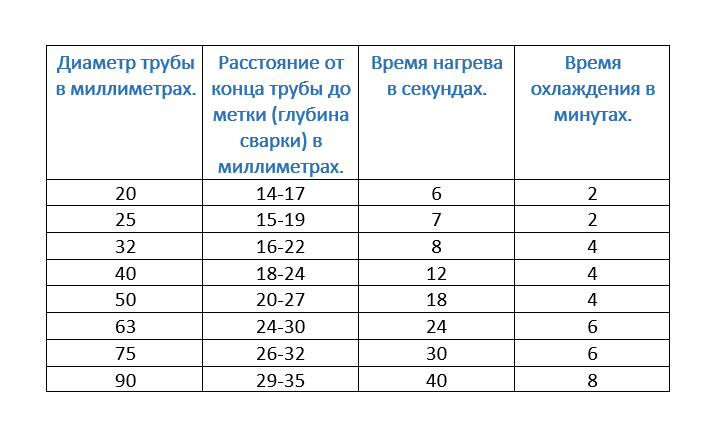
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.






При сваривании изделий из полипропилена имеются особенности:
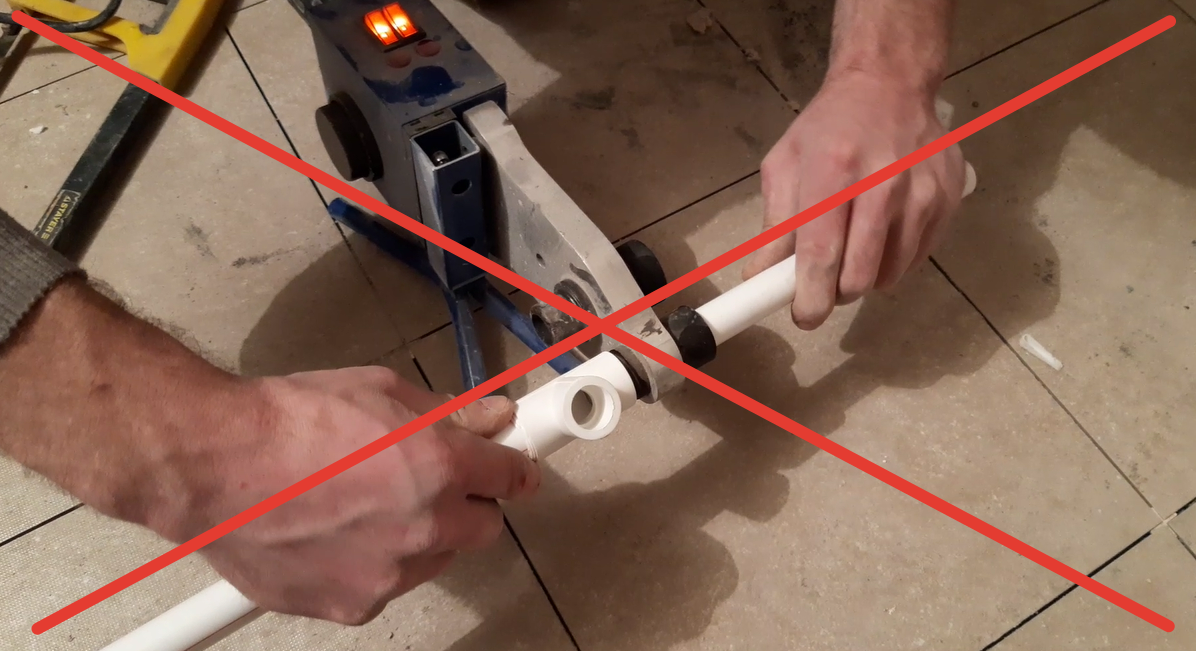
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.





