

Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
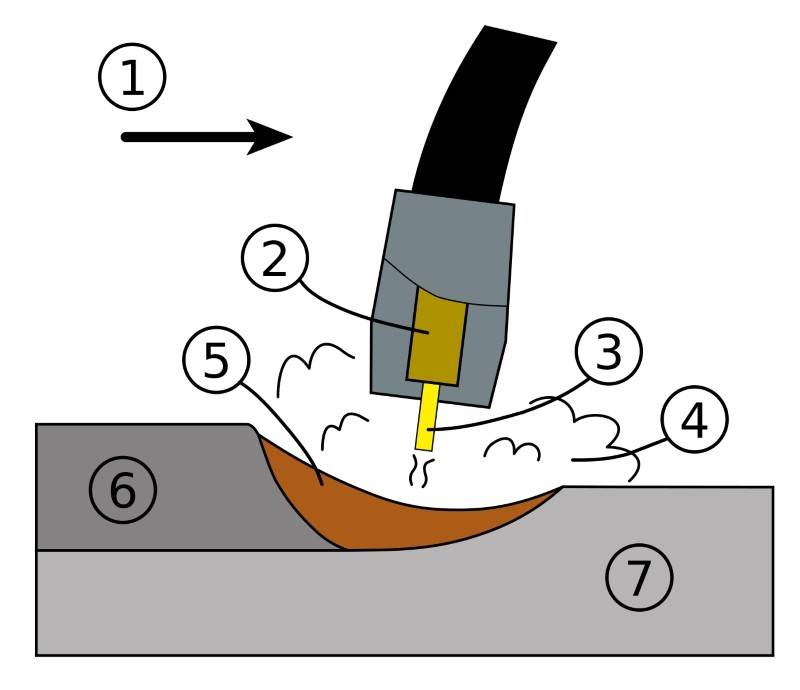
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
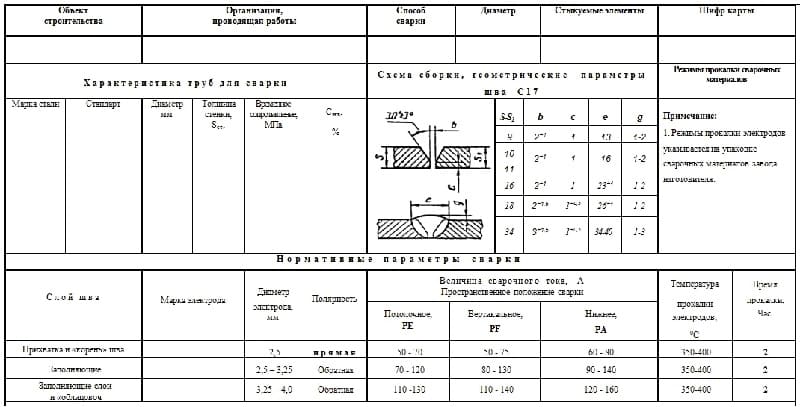
В качестве примера приведем техкарту сварки трубопровода.
Стальные фланцы под приварку. Монтаж фланцев стальных приварных
Соединения труб выполняются неразъемными и разъемными.
Неразъемное соединение труб или отдельных частей трубы (прямой участок и стандартные колена) — это соединение, в котором не имеется фланцев, муфт, ниппелей и пр.
Неразъемные соединения осуществляются при помощи сварки и пайки и применяются ограниченно, по специальному согласованию.
Внедрение новых высокопроизводительных методов автоматической и полуавтоматической сварки значительно расширяет возможности применения автоматической сварки приварных фланцев и пр.
, а также дает экономию времени и средств при изготовлении и монтаже деталей трубопроводов.
Фланцы как стандартные разъёмные соединения трубопроводов
Разъёмное соединение выполняется при помощи фланцев, штуцеров, фитингов, дюритовых муфт и пр.
Фланцы в основном применяются для труб диаметром больше 30—32 мм. Фланцы ставятся круглые и овальные. Овальные применяются только в переговорных системах, на сточных и воздушных трубах; в остальных случаях производится круглые фланцы. Круглые фланцы бывают жесткими (фланцы стальные приварные встык и фланцы плоские) и свободносидящими (свободные фланцы ГОСТ 12822-80).
Жесткие фланцы наглухо привариваются к трубе; фланцы свободные с трубой жестко не соединены и могут по ней перемещаться.
Жесткие фланцы применяются для соединения стальных труб и в тех случаях, когда применение свободносидящих (свободных) фланцев не приводит к упрощению монтажных работ.
Фланцы изготовляются из стали, латуни и бронзы; они являются стандартными деталями трубопроводов, поэтому изготовление их специализировано.
Ручная дуговая приварка фланцев
Широко применяемый в настоящее время метод ручной электродуговой приварки стальных фланцев весьма трудоёмок и не обеспечивает нужного качества сварного шва.
В силу этого приходится применять развальцовку, также не обеспечивающую требуемой прочности соединения.
Контактная приварка фланцев
В случае применения фасонных фланцев, т. е. фланцев с буртом, можно рекомендовать автоматический контактный метод приварки фланца к трубе.









Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Эффективность применения контактной приварки по сравнению с дуговой ручной видна из таблицы 1. Таблица 1. Приварка фланцев. Сравнительные данные об эффективности различных способов приварки фланцев.
| Операция | Время приварки фланца, мин. | |||||
| к трубе Ду 15 мм | к трубе Ду 100 мм | к трубе Ду 400 мм | ||||
| ручная электродуговая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | |
| Сборка для ручной приварки фланца | 3 | — | 6,0 | — | 12 | — |
| Сварка дуговая ручная | 3 | — | 8,5 | — | 24 | — |
| Сборка в контактной машине | — | 1,0 | — | 2,5 | — | 4 |
| Сварка в контактной машине | — | 0,5 | — | 1,0 | — | 2 |
| Общее время сварки | 6 | 1,5 | 14,5 | 3,5 | 36 | 6 |
Электросварка
Процесс электросварки полиэтиленовых труб выполняется в соответствии с международным стандартом DVS 2207.
Сварка, в способе соединения электросваркой, производится за счёт термического сопротивления в отсеке муфты.
После укладки труб в муфту, концы сварочного аппарата присоединяются к термостойким концам муфты, а затем нагреваются переменным током.
Т.к. толщина стенок муфты больше, чем толщина стенок труб – в результате температура нагрева стенок труб выше, чем стенок муфты.
Из-за этой разницы нагрева, внутри трубы образуется давление. В результате воздействия давлением на трубу и давления появившегося внутри трубы осуществляется процесс сварки.
Т.к. машины, используемые для электросварки достаточно легки, они способны выполнять сварку с различных параметров, а также корректировать сварку по необходимости.
В процессе электросварки могут быть использованы трубы из одинакового сырья.
Параметры сварки |
| Процедура электросварки | |
| 1. В границах ввода указанные на трубе,входят края которые необходимо сварить – отрезать необходимо правильно и гладко. Затем поместить внутрь часть для сварки до наклонного предела. | |
| 2. Перед сваркой поверхность подлежащую сварке необходимо хорошо очистить, соскоблить разного рода окисления. | |
| 3. Детали для сварки необходимо распаковать непосредственно перед сваркой, также можно протереть их техническим спиртом, а после подготовки к сварке поверхности труб и фитингов трогать не желательно. | |
| 4. Поcле этого фитинг для сварки помещается до наклона | |
| 5. Концы электросварочного аппарата закрепляют и направлены вверх. Гнезда сварочного аппарата подготавливаются к сварке. | |
| 6. Поле того, как из машины поступил сигнал о готовности (штрих) код или же показатели вводятся вручную. |
Где применяется
Стыковое соединение применяется когда утолщение металла исключено или не подходит, оно обеспечивает красивый внешний вид без выступающих кромок. Стыковое соединение применяют в авиакосмической и автомобильной промышленности. Применяется для образования неразъёмного соединения деталей различных металлических конструкций в том случае, когда поверхности деталей лежат в одной плоскости и и примыкают друг к другу своими торцами.
Встык свариваются части различных трубопроводов, обечайки различных емкостей, баллонов, цистерн, листовые конструкции, швеллеры, уголки и прочие фасонные профили.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
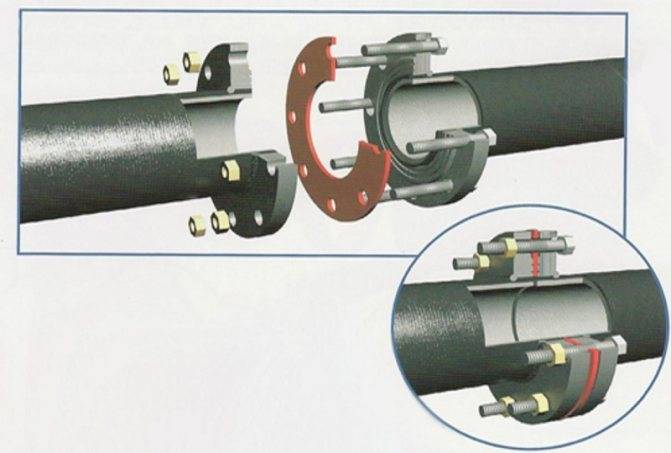
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
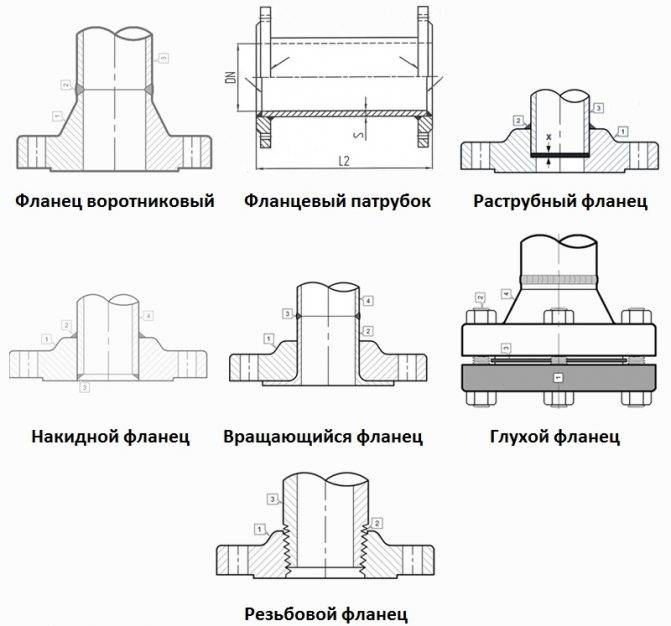
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сущность сварки в среде защитных газов
При сварочных работах источником нагрева служит электрическая дуга.
Для заполнения щели между металлическими деталями используются 2 вида электродов: вольфрамовый или плавящийся. В первом случае расплавляются кромки изделия, а во втором – сам материал.
На процесс негативно влияет О2 и N из воздуха. Поэтому для защиты дуги нужны следующие виды газообразных веществ:
- активные – азот, водород;
- инертные – аргон и гелий;
- смесь 2 групп.
Выбор защитной среды зависит от химического состава металла, желаемого результата и бюджета.
Необходимые схемы и таблицы
Существует несколько способов подачи газовой среды:
- центральный – параллельно стержню;
- боковой – отдельно от электрода;
- многоструйный – несколькими струями через подвижную насадку над рабочей средой.

При сварке в защитных газах плавлением применяют мощную электрическую дугу.
Рекомендуем ознакомиться
Сварка плавлением
Дуговая сварка в защитном газе улучшает качество соединения, делает его чистым и аккуратным. Методы защиты показаны на схеме.










Физические свойства веществ:
| Газ | Теплопроводность | Теплоемкость | Плотность |
| Ar | 0,19 | 0,524 | 1,784 |
| He | 1,66 | 5,242 | 0,178 |
| CO2 | 0,19 | 0,821 | 1,978 |
| H2 | 2,36 | 14,246 | 0,090 |
| O2 | – | 0,916 | 1,429 |
| N2 | 0,29 | 1,038 | 1,251 |
Технология газозащиты: как это работает
В точку плавления горелкой подается смесь газов. Она снимает напряжение, в результате шов получается чистым, без трещин и пор. Вся металлоконструкция становится прочнее.
Какими свойствами обладает газ
Газообразные вещества делятся на те, которые вступают в реакцию с металлическими деталями, и те, которые не оказывают металлургического воздействия.
Первые улучшают химические свойства конструкции, делают спайку прочнее. Вторые нужны для улучшения свойств дуги, уменьшения брызг.
Рекомендуем ознакомиться
Как подобрать газ для сварки
Виды стыковой сварки
Сварка пластин и других металлических изделий встык может проводиться несколькими способами – оплавлением и сопротивлением. Каждый метод имеет характерные особенности и нюансы, которые обязательно нужно соблюдать при проведении сварочных работ.
Сварка оплавлением
Стыковая сварка оплавлением является популярной технологией, которую используют в разных сферах промышленности. Ее суть состоит в том, что определенный объем напряжения, который подается на область обмоток трансформатора, прекращается, как только два свариваемых изделия соприкоснутся. Если говорить простыми словами, напряжение повышается и в момент наивысшей точки сразу же прекращается его подача. Но при этом сохраняется достаточный объем тепловой энергии для расплавления металлической основы.
На поверхности стыков двух изделий имеются небольшие неровности, именно они обеспечивают хороший контакт между изделиями. Но все же если вы хотите получить отличный результат, то лучше торцевые части сдавить и полностью их выровнять. Это улучшит площадь соприкосновения. Данные условия обеспечат быстрое разогревание и расплавление металла, он в прямом смысле закипит всего за несколько секунд.
Сварка оплавлением характеризуется тем, что при ее проведении могут появляться дополнительные неровности, в которых могут концентрироваться паровые смеси от расплавленных металлов. Но данные пары приносят пользу сварочному процессу, они оказывают защитное воздействие, а именно защищают сварочную зону от негативного воздействия кислорода.
Важно! Контактная стыковая сварка оплавлением проводится с использованием усилия или давления. Его прикладывать необходимо тогда, когда стыки свариваемых изделий уже немного расплавились
В момент, когда происходит сжатие двух изделий, лишний жидкий металл выходит за пределы. Как раз в это время происходит соединение двух элементов. В результате получается прочный и качественный шов, При его осмотре практически не обнаруживается видимых и скрытых дефектов. Дело в том, что продукты разложения, оксидная пленка удаляются вместе с излишками расплавленной металлической массы.
Контактная сварка оплавлением не требует предварительно подготовки и особой обработки металлических поверхностей. Для проведения не нужно подготавливать торцевые части изделий, это существенно экономит время. Если необходимо сварить элементы, которые имеют разное сечение, то заранее можно сделать противоположные скосы. Это намного улучшит контакт между заготовками, увеличит их площадь соприкосновения.
Сварка сопротивлением
Стыковая сварка сопротивлением существенно отличается от сварочного процесса оплавлением. Во время проведения этой технологии изделия прижимаются губками к поверхности электродов. Именно это позволяет получить хороший контакт, а губки отлично удерживают элементы, предотвращают их скольжение.
Затем элементы с усилием прижимают друг к другу, и после подается электрический ток. Именно он начинает постепенно разогревать металлическую структуру. Разогревание металла должно проводиться до той степени, когда он приобретает пластичные свойства. Под сильным давлением изделия соединяются друг с другом. Лишняя расплавленная металлическая масса выходит, вместе с ней удаляется оксидная пленка.
Обратите внимание! Сварка сопротивлением проводится с постоянным давлением, его подача не должна прекращаться пока металлическая структура полностью не остынет и не образуется прочное соединение. Если соблюдать все правила и принципы, то шов выйдет ровным, без изъянов, дефектов с хорошей износостойкостью
Контактная стыковая сварка сопротивлением машины и других изделий требует предварительно подготовки и обработки свариваемых изделий. Их необходимо хорошо зачистить. Кроме этого стоит учитывать, что детали, которые сваренные при помощи сварочного процесса сопротивлением имеют меньшую устойчивость к окислению, поэтому этот метод редко применяется. Также сварка подходит только для деталей с небольшим сечением.
Сварка деталей трубопроводов
#1 grindush
- Имя: Скрементов Константин Сергеевич
- Сфера деятельности: Ремонтное обслуживание
Зарегистрирован
1 сообщений
Собственно, суть проблемы: на участке технологического нефтепродуктопровода в пределах перекачивающей станции имеются участки с ненормативными элементами трубопровода, подлежащие замене. На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
С другой сторны, «Исходя из недопустимости перекрытия зон термического воздействия сварных швов — они должны располагаться не ближе 100 мм друг от друга (по минимуму) а по норме = зависит от толщины металла. » (взято тут: https://www.proekt-gaz.ru/forum/2-766-1). И еще: ПБ 03-585-03
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля. Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Возникает вопрос: Есть ли прямая ссылка на пункт нормативного документа, строго запрещающий варить две детали трубопровода между собой, или наоборот, разрешающий творить такие вещи? Вопрос из области трубопроводного траснпорта нефти и нефтепродуктов, но приветствуются любые дельные мысли из других отраслей.
источник
Особенности сварочных работ
Главное отличие от других технологий сварки: дуга находится в струе защитного газа, который оттесняет окружающую среду. Это исключает контакт расплавленного металла с азотом и кислородом.
Как подготовить кромки и собрать их
Несмотря на преимущества метода сварки, перед началом работ нужна подготовка.

Перед началом работ нужно очистить металл от коррозии.
Если ею пренебречь, на выходе получится брак. Этапы:
- выравнивание;
- очистка от коррозии;
- удаление заусенцев;
- нагрев.
Выбор проволоки и метод ее подачи
Самая важная характеристика, на которую нужно обращать внимание – прочность металла шва. Она предполагает отсутствие пор и трещин, высокое качество спайки
Чтобы этого добиться, используются следующие добавки:
- титан (Ti);
- кремний (Si);
- марганец (Mn);
- цирконий (Zr);
- алюминий (Al).
Прочность металла шва – самая важная характеристика при выборе проволоки.
Они препятствуют соединению кислорода с углеродом и образованию угарного газа СО. В результате остается только безвредный шлак.








Увеличение Mn и Si влияет на форму шва и текучесть ванны. Остальные элементы делают ее вязкой. Такая проволока хорошо подходит для варки труб.
Маркировка электрода состоит из:
- цифры, означающей диаметр в миллиметрах;
- индекса “св”;
- процента содержания углерода;
- буквенного обозначения химического элемента, который содержится в материале;
- среднего содержания этого вещества.
Метод подачи электрода зависит от аппарата. При ручной спайке все делает специалист.
Режимы сварки в газовой среде
Сварочные работы в защитном газе включают следующие характеристики:
- сила тока;
- напряжение;
- скорость подачи проволоки;
- угол наклона электрода;
- его диаметр.

Режим сварки зависит от вида свариваемого металла, габаритных размеров и формы изделия.
Расчет расхода газа
Есть несколько способов посчитать, сколько газовой смеси израсходуется во время сварки. Нужно учитывать вид производства – массовое или единичное. Для мелкосерийного изготовления деталей можно применять следующую формулу:
N=PxR, где P – расход проволоки в килограммах, а R – коэффициент затрат газа на 1 кг электродов. Последний рекомендуется указывать в пределах 1,15-1,3.
Фланцевое соединение стальных труб: их плюсы и область применения
Как приварить фланец к трубе? Этим вопросом задаётся большинство людей, которые сталкиваются с монтажом фланцевых соединений. Правила установки включают в себя ряд особенностей, которые необходимо предусмотреть заранее. Грамотный монтаж фланцевых соединений должен содержать в себе четкое понимание того, какого вида у вас фланец. Он бывает 7 видов:
Наиболее распространёнными считаются следующие 2 вида фланцев:
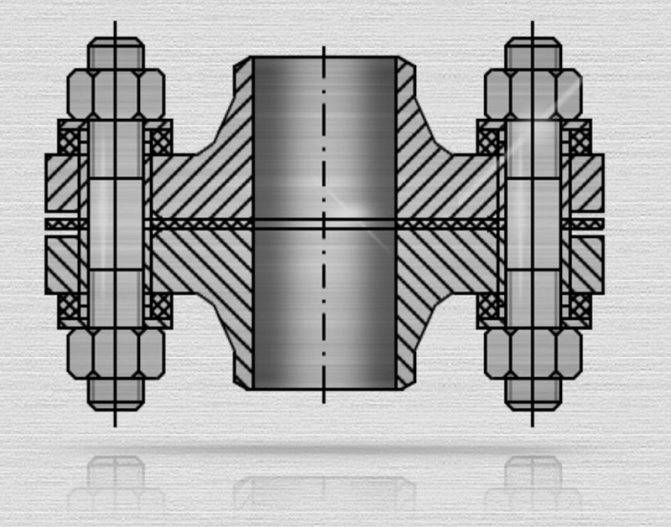
- Плоский фланец — как правило, приваривается насквозь к торцевой части трубы. Главным отличием плоского фланца является его внутренний диаметр, который немного больше наружного диаметра трубы (точные размеры смотрите в ГОСТ 12820-80).
- Воротниковый фланец — приваривается со стороны т.н. «воротника» («юбки») встык к трубе, а его внутренний диаметр должен равняться внутреннему диаметру трубы (ГОСТ 12821).
Фланцевые соединения относятся к разъемным соединениям и применяются при установке таких устройств:
- затворы Баттерфляй;
- краны шаровые;
- сильфонные компенсаторы;
- задвижки;
- вибровставки для насосов;
- конденсатоотводчики;
- клапаны;
- фильтры;
- вентили и др.
В дальнейшем при эксплуатации системы такой тип соединения позволяет осуществить ремонт или быструю замену устройств на трубопроводе.





