

Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
Пример применения П-образного элемента
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера
Разновидности пластиковых труб
Современной промышленностью выпускается несколько видов труб из полимеров. У каждого из них есть свои достоинства и недостатки. При выборе изделий для монтажа любого трубопровода необходимо обязательно учитывать технические характеристики, которые разнятся у каждого вида. Различают такие разновидности изделий из пластика:
- Из поливинилхлорида (ПВХ) – такие элементы не деформируются при значительном нагреве, их используют для прокладки водопровода и канализации, а так же в пищевой промышленности. Подобные трубы не стойкие к некоторым агрессивным веществам и легко расплавляются под их воздействием. Монтаж выполняется способом холодной сварки, проводить коммуникации из таких материалов можно как открытым, так и закрытым методом;
- Полипропиленовые трубы (ПП) – такие материалы можно применять для проводки холодного и горячего водоснабжения, так как они выдерживают высокие температуры без деформации. Такие изделия находят свое применение и при проводке вентиляционных систем. Свариваются очень быстро при помощи специального паяльника, поэтому выполнить монтаж такой конструкции легко самостоятельно;
Полиэтиленовые трубы (ПЭ) – данные материалы чаще всего используют при низких рабочих температурах. Даже при отрицательных показателях и замерзании жидкости внутри, трубы не лопаются и при расставании возвращаются к исходным характеристикам. При высоких температурных показателях полиэтиленовые элементы деформируются и могут прорваться. Монтаж инженерных систем из таких труб выполняется при помощи сварных муфт и различных фитингов;
- Металлопластиковые трубы – довольно распространенный вариант в современных домах. Такие изделия можно использовать как для холодной, так и для горячей воды, а также при монтаже отопления. От остальных видов труб они отличаются наличием трех слов, один из которых – это тонкий слой металла, который придает стенкам прочности. Соединение выполняют с применением разнообразных фитингов.
Разберемся в видах
Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Процесс пайки ППР элементов при помощи электромуфты
Электромуфта на сегодняшний день является самым распространенным прибором для пайки труб. «Утюг» достаточно прост в применении, если знать его особую технологию. Перед подключением аппарата к сети следует убедиться, что для маневрирования хватит свободного места: мастеру и его движениям ничего не должно мешать. Температура в помещении, где будут проводиться работы, не может быть меньше +10 градусов, поскольку в таком случае невозможно успеть надежно зафиксировать участки.
Паяльник располагается вдали от воспламеняющихся предметов на твердой и ровной поверхности. Сначала спаивают большие узлы или цепи элементов, которые можно вмонтировать в стенку, а все остальные стыки паяют на весу. Чтобы точнее представить себе план действий, рекомендуется предварительно составить чертеж.
Процесс пайки полипропиленовых труб
Перед нагревом следует проверить, стыкуется ли муфта с ППР элементом. В случае положительного результата, следует заменить выбранные элементы, поскольку достигнуть качественного соединения в таком случае не удастся: оно все равно начнет протекать. Для получения лучшего результата опытные мастера рекомендуют приобретать детали, выпущенные одним и тем же производителем.
Разрезать полипропиленовые трубы на участки нужной длины лучше всего труборезами, а армированные элементы лучше режутся болгаркой
Важно добиваться разреза точно под прямым углом. После этого поверхность элемента зачищают от неровностей и одевают на прибор насадку нужного размера
Регулятор температуры паяльника устанавливают на 260 градусов (на дорогих, профессиональных аппаратах температура устанавливается сама, но только после того, как указан диаметр полипропиленового элемента). Когда прибор разогреется до нужной температуры, загорится зеленая лампочка. Дешевые паяльники нагреваются около 15 минут, а дорогие — несколько быстрее.
После этого на насадку надевают элемент и нужный фитинг. Теория гласит, что делать это следует поочередно, но это мало у кого выходит, поэтому лучше надевать сразу обе детали, встав для удобства на колени и зажав паяльник между ногами.
В зависимости от размера исходных деталей, прогревание фитинга и других элементов требует определенного количества времени:
- 16-20 — в течение 5 секунд;
- 25-34 — 8 секунд;
- 40 — 12 секунд.
Вставляют полипропиленовый элемент в насадку до самого конца. Чтобы быть уверенным, можно отметить нужное место карандашом. При разогреве допустимы только очень незначительные повороты элементов, иначе стык получится некачественным. После нагрева сначала снимают сам элемент, а затем фитинг, соединяют их и неподвижно фиксируют на 20 секунд
Важно, чтобы время от снятия элементов с прибора до их соединения не превышало 5 секунд, в противном случае стык быстро начнет протекать
Правильная пайка полипропиленовых труб
В случае, если необходимо спаять три или более элемента, которые закреплены в трубопроводе (например, вставить в уже вмонтированную трубу фитинг, предварительно разрезав ее), следует действовать по следующему алгоритму:
- разметить трубу и разрезать ее по разметке;
- позаботиться, чтобы кран фитинга хорошо открывался и закрывался;
- спаять с одной стороны фитинг с ППР элементом;
- перед началом спайки с другой стороны, разогреть кран, а затем основной элемент;
- состыковать участки.
Изначально полипропиленовые элементы горизонтально фиксируют клипсами, а вертикально — трубными хомутами.
По окончании сварки поверхности всех насадок следует протереть спиртом или другим обезжиривателем, чтобы удалить с них остатки материала.







![[инструкция] пайка полипропиленовых труб | видео](https://world-wells.ru/wp-content/uploads/d/c/6/dc639aa678e941bd548ddb22b771c473.jpeg)

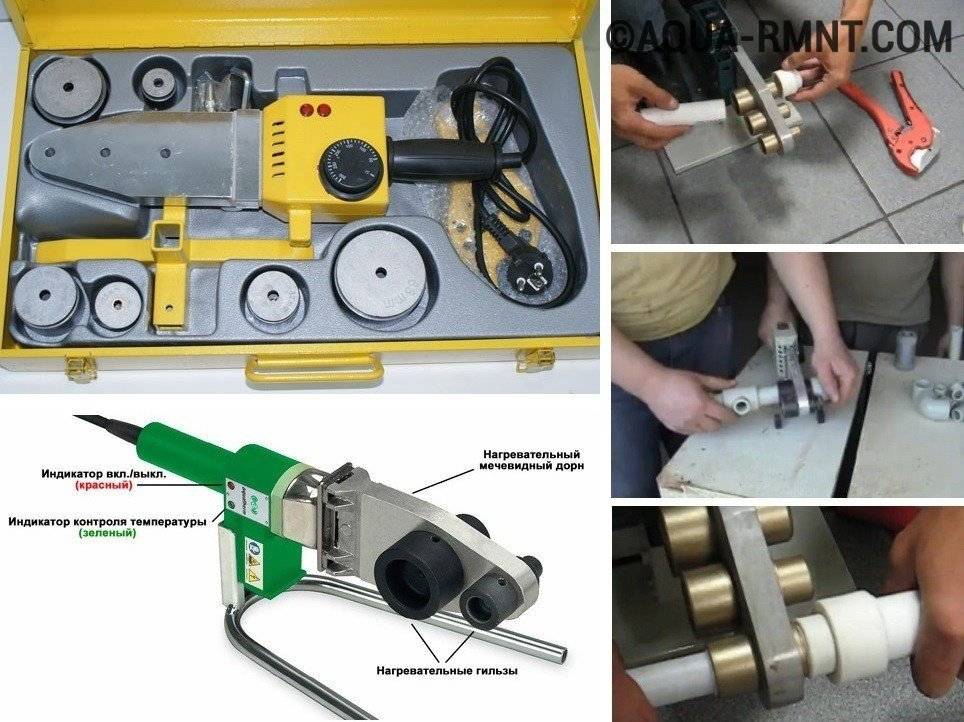
Эксплуатация паяльника
Существует несколько правил, как пользоваться паяльником для пластиковых труб
Паяльник устанавливается на ровной поверхности и на нем специальными ключами закрепляются насадки всех нужных диаметров. Ближе к краю ставится насадка, необходимая для пайки непосредственно на стене.
- Все отдельные фрагменты трубопровода лучше собирать на установленном стационарно паяльнике для полипропиленовых труб. Сборку отдельных фрагментов в цепь на стене необходимо производить при участии помощника.
- Начинать работу необходимо после полного разогрева паяльника (для полипропиленовых труб – 260 градусов), через 10-15 минут после включения (см. инструкцию к аппарату).
- Паяльник должен быть включен в сеть на протяжении всего времени работы.
- Нагрев двух деталей производится одновременно.
- Остатки пластика с еще горячей насадки удаляются сразу по завершении каждого эпизода сварки полипропиленовых труб брезентовой ветошью. Недопустима очистка холодных насадок.
Процесс монтажа
Поэтапная инструкция, как спаять пластиковые трубы, поможет вам произвести качественный и быстрый монтаж.
- Обрезными ножницами отрезаем трубу перпендикулярно ее оси.
- Подбираем фитинг нужного размера.
Обратите внимание! Не разогретый фитинг должен иметь внутренний диаметр чуть меньший наружного диаметра трубы
- Очищаем раструб фитинга и конец трубы от пыли, обезжириваем мыльной водой или спиртом и просушиваем.
- Устанавливаем соединяемые детали на соответствующую насадку паяльника: труба вставляется в гильзу на полную глубину сварки, на дорн надевается раструб фитинга.
Пластиковые трубы: как паять и получить качественное соединение
- Выдерживаем время нагрева, соответствующее диаметру труб по таблице:
| Диаметр труб, мм | Ширина свариваемого пояса, мм | Время нагрева деталей*, сек | Время соединения, сек | Время остывания пайки, мин |
| 20 | 14-16 | 6 | 4 | 2 |
| 25 | 15-18 | 7 | 4 | 2 |
| 32 | 16-21 | 8 | 6 | 4 |
| 40 | 18-22 | 12 | 6 | 4 |
| 50 | 20-25 | 18 | 6 | 4 |
| 63 | 24-28 | 24 | 8 | 6 |
*- в таблице указано время для нагрева деталей при температуре воздуха 20°С; при более низких значениях температуры нагрев деталей следует продлить, а при более высоких — сократить.
- Снимаем детали с паяльника и соединяем друг с другом без поворота по оси на полную глубину раструба фитинга.
При правильном соединении у края раструба должен образоваться сплошной наплыв в виде валика по всей окружности, как показано на фото ниже:
- Выдерживаем период охлаждения, во время которого недопустимы деформации в виде изгиба или поворота спаиваемых деталей.
Не имея опыта пайки пластиковых труб, сделайте несколько пробных соединений. Для контроля разрежьте образец вдоль оси. Он должен быть монолитным:
Образец монолитного соединения
Следует помнить о необходимости соблюдения правил по технике безопасности. Ведь монтаж ведется с использованием электроинструмента, высоких температур и пластикового материала, который при нагревании до высоких температур выделяет опасные пары.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения
Как правильно паять?
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений. Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
- После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.
Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых труб
Как долго греть?
Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работ
Пайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.
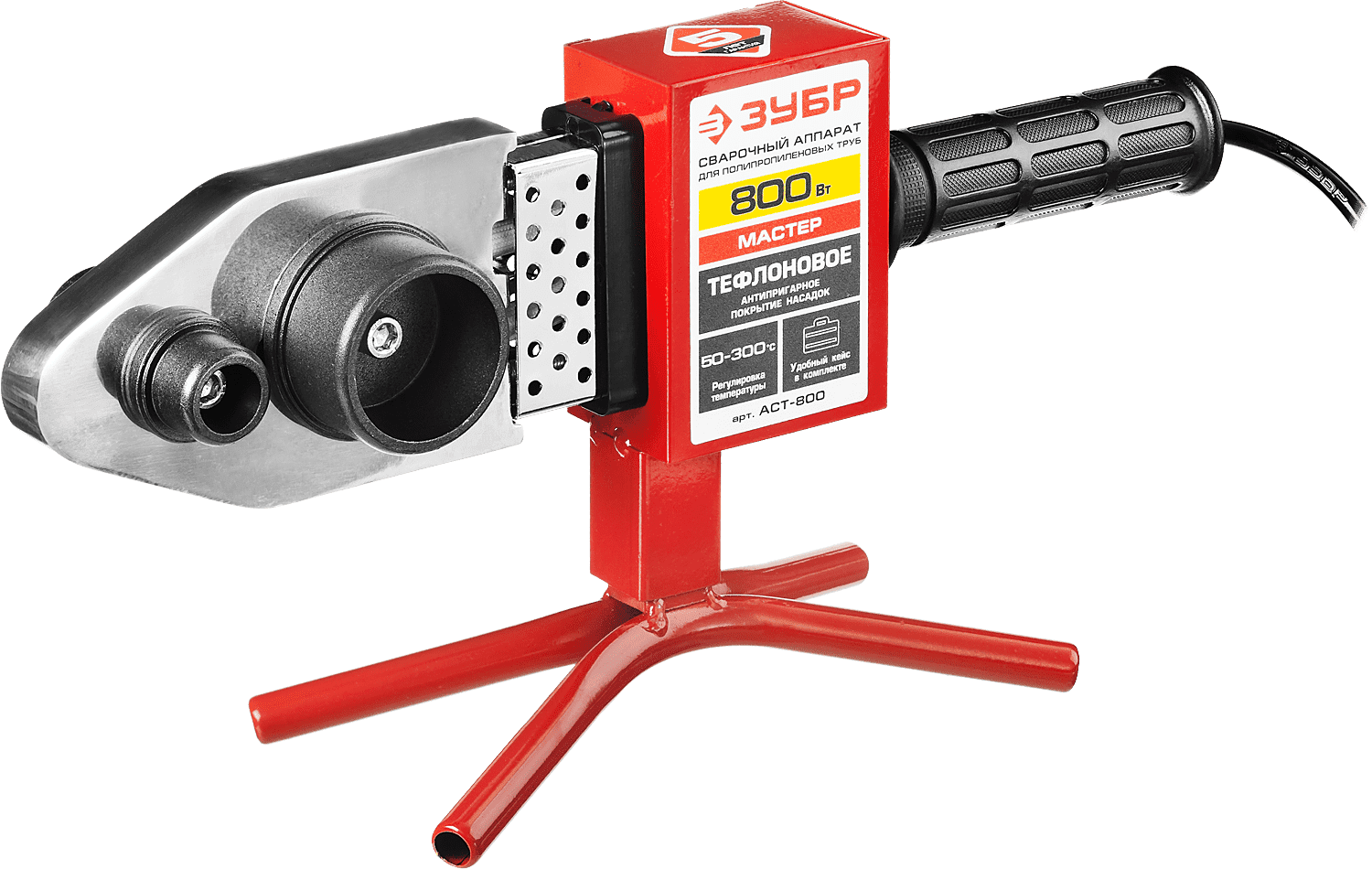
- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.
Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участках
Далеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Трубопроводы из полипропиленовых трубок популярны для обустройства частных домов квартир. Они подходят для изготовления систем водоснабжения, отопления. Работать с этим материалом может научиться любой человек без практического опыта, ознакомившись с нюансами, придерживаясь правил.
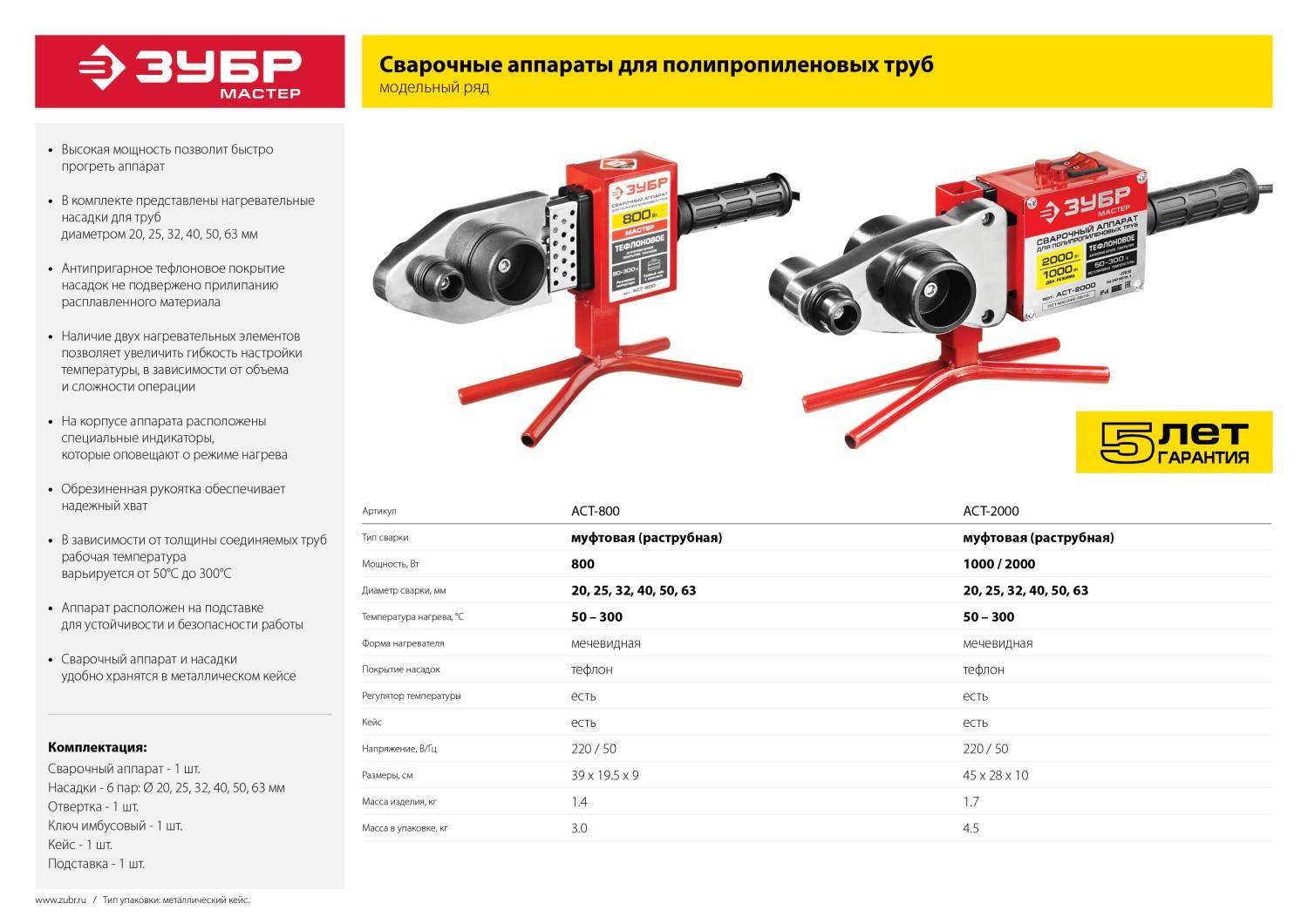
Преимущества
Лучше всего отдавать предпочтение трубам, изготовленным из пластика, поскольку в отличие от чугунных, у них есть масса неоспоримых достоинств.
- Если планируется производить сварку изделий из пластмассы, то следует отметить, что сварочный аппарат для них окажется в разы дешевле, чем прибор для сварки конструкций, изготовленных из металла.
- Намного проще пользоваться сварочным аппаратом, который предназначен для сварки пластмассовых конструкций — он проще в управлении, а потому, с ним сможет справиться даже неопытный пользователь.
- Пластмассовые изделия намного практичней и удобней в обслуживании.
- Они отличаются долгим эксплуатационным сроком, а потому могут прослужить весь период, на который они были установлены.
- Обладают сравнительно маленькой массой в отличие от чугунных труб.
- Они гораздо дешевле прочих аналогов и легче поддаются замене.
- Сварить и смонтировать пластмассовые трубы гораздо легче и быстрей, чем чугунные.
- Обладают отличной звукоизоляцией.
- Не проводят электричество.
- Не поддаются коррозии и не окисляются.
- Пластик намного безопасней и биологически устойчивей, чем чугун.
Как видно, пластик намного проще сваривать, чем металл, особенно в домашних условиях, когда требуется срочная замена или ремонт.
Какой пластик используют для водопровода
 Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:








- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.

Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.

Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.
Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
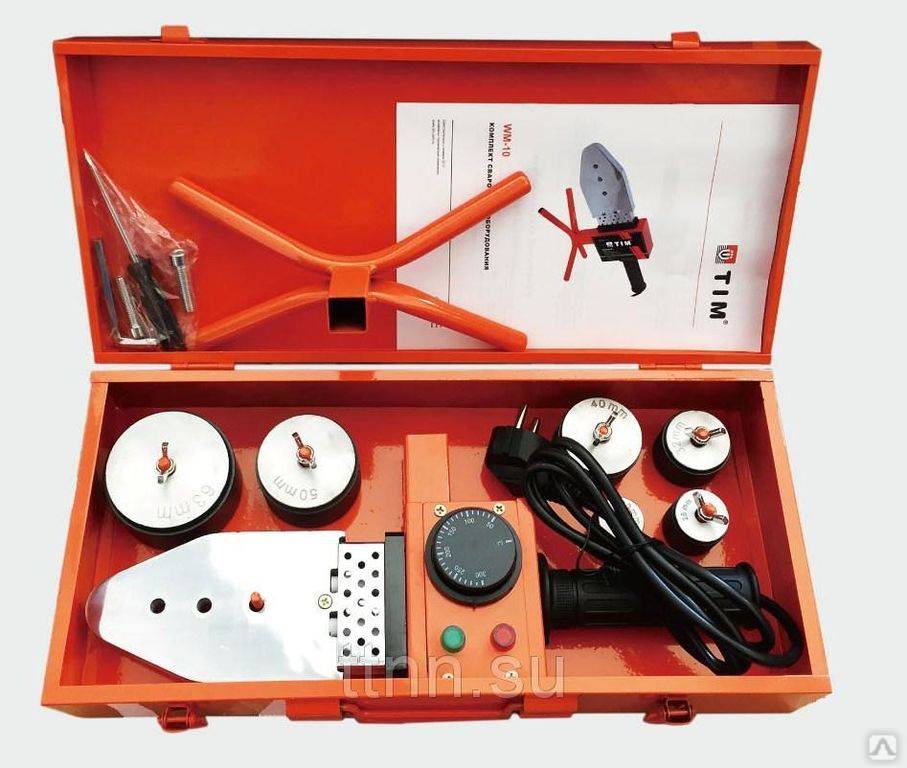
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов. Есть смысл коротко перечислить их в начале и разобраться, что и для чего предназначено. Итак, чтобы сваривать трубы качественно, необходимы:
Этапы сварки пластиковых труб.
- специальный паяльник или насадки на бытовой паяльник;
- набор насадок для такого паяльника;
- секатор (ножницы), предназначенный для ровного разрезания труб;
- пластиковые трубы;
- соединительные муфты (фитинги) различного вида;
- переходники к резьбовым соединениям;
- шейвер;
- торцеватель;
- средство для обезжиривания пластиковых труб.
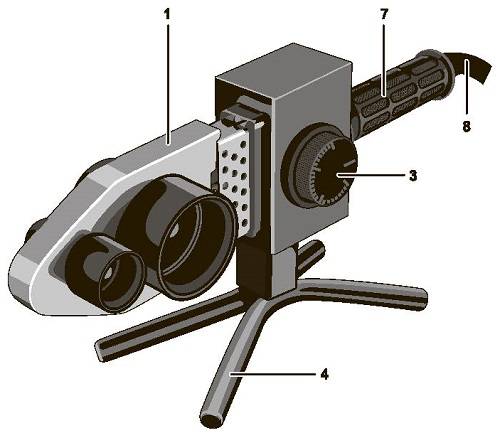
Как правильно паять полипропиленовые трубы? Этот вопрос задают начинающие мастера. На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для того, чтобы нагреть пластик, если точнее – трубы определенного диаметра. Ведь монтаж пластиковых трубопроводов – это в основном сваривание составляющих. Такой паяльник – аналог сварочного аппарата, применяемого для соединения стальных изделий.
Насадки для паяльника предназначены для того, чтобы можно было работать с трубами и фитингами маленького или большого диаметра. Обычно их продают в виде набора.
Вместо ножниц для резки пластиковых труб вполне можно применить и обычную ножовку для металла. Но тогда получить ровный срез под прямым углом будет достаточно трудно и сам процесс резки займет слишком много времени. Секатором даже человек без особых навыков разрежет трубку ровно.
Пластиковые трубы свариваются все практически по одинаковой технологии, но некоторые различия есть. У ПВХ, полипропилена, полиэтилена, например, разная температура плавления. Существуют еще и армированные трубы, которые перед сваркой необходимо очищать от армирующего материала.
Схема пайки пластиковых труб.
Муфты, или фитинги, соединительные элементы различного назначения. Например, фитинги для подсоединения резьбовых соединений, называемые американками, тройники, уголки с различным углом изгиба, обычные соединительные муфты и т. п. Как можно догадаться, внутренний диаметр соединительных элементов примерно равен наружному диаметру пластиковых труб.
Шейвер – это инструмент, предназначенный для того, чтобы зачистить армирующий слой, который находится сверху. Если этот армирующий слой внутренний, для его очистки уже нужен торцеватель.
Для того чтобы соединение получилось более прочным, место пайки необходимо предварительно обезжирить. Для этого применяются составы, растворяющие жир, этиловый спирт или другие.
Кроме описанных инструментов может понадобиться строительный уровень, специальные маркеры и т. п. но нужны они будут тогда, когда проводится реальная сборка, например, системы отопления.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
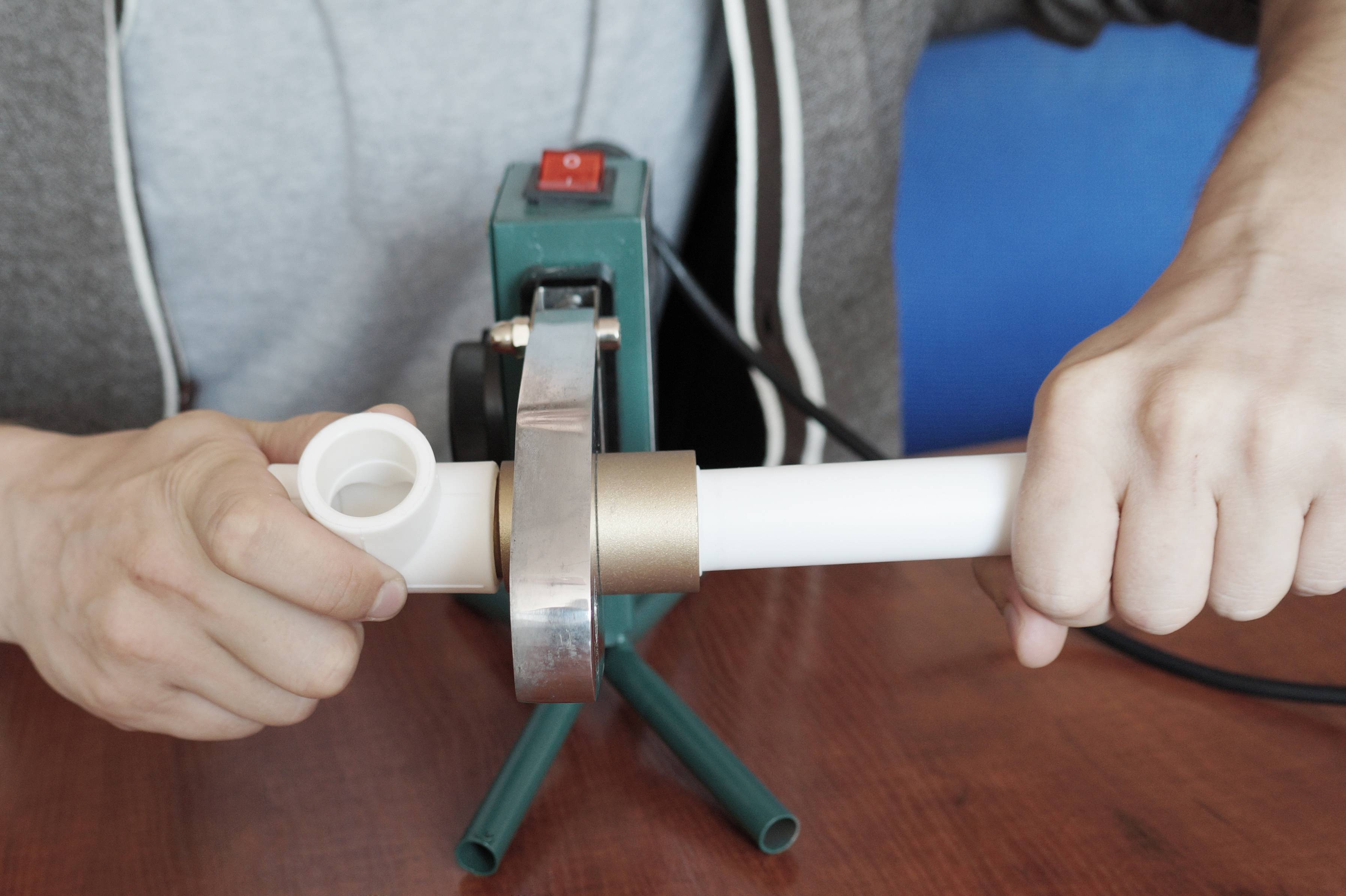
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине
Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру
Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Из полипропилена
Самые распространенные виды полипропиленовых труб – это PN16, PN25 и композитная (стабилизированная).
В системах отопления и водоснабжения используются композитные, этот тип прекрасно выдерживает высокую температуру и давление.
Композитные варианты, в свою очередь, подразделяются на подвиды:
- Со стабилизацией по наружному диаметру: при монтаже необходимо полностью спиливать прослойку. Со временем они могут расслаиваться.
- Со стабилизацией ближе к внутреннему диаметру: этот тип не имеет вышеупомянутых недостатков, прослойку не нужно спиливать.
Сегодня существует два вида используемых прослоек: алюминий и стекловолокно. Оба материала прекрасно выполняют свою функцию.






Пайка полипропиленовых изделий
Как правило, полипропиленовые трубы изготавливаются длиной 4 метра, их диаметр составляет от 1,6 до 12,5 см. Тип сварки – термопластический (горячей пайки), что сводит к минимуму риск герметизации – все зависит от качества сварки. Резина, паронит для соединения этого типа используется крайне редко. Покупатель может приобрести трубы с резьбой фитинга, что позволяет комбинировать пластиковые трубы и уже установленные металлические.
Пошаговое описание пайки пластиковых труб

- 220 °С для полиэтиленовых изделий;
- 260 °С для полипропиленовых изделий.
Важно! Рассчитайте схему трубопровода так, чтобы большинство соединений можно было сделать на паяльнике, установленном стационарно. Это намного удобнее, нежели работать на весу
Итак, пошаговое описание процесса пайки:
- Распланируйте, отмерьте и нарежьте нужные отрезки труб специальными ножницами, а также приготовьте фитинги и уголки;
- Паяльник с подставкой удобнее всего разместить на рабочем столе. Теперь нужно установить насадки по размеру трубы и фитинга на нагревательный элемент. На специальной подставке закрепляются насадки по порядку их применения, чтобы во время работы не нужно было их долго искать;
- Паяльник нужно включить в сеть и выставить нужную температуру с помощью регулятора. Прежде чем приступать к работе, нужно дождаться полного прогрева паяльника, иначе качественных швов не получится;
- Нагрев занимает около 20-ти минут, об этом оповещает светодиодная лампочка;
Внимание! Работайте с паяльником в перчатках, чтобы избежать ожогов, что неизбежно на первых порах
- Теперь необходимо произвести замеры глубины фитинга и отметить от конца трубы это же расстояние. Это избавит вас от проблем продавливания разогретой трубы в фитинг. В дальнейшем, когда у вас будет опыт хотя бы несколько удачных соединений, вы сможете интуитивно чувствовать упор в стенку фитинга и обходится без этих пометок;
- Чтобы труба входила в фитинг легко, сделайте ее конце фаску при помощи фаскоснимателя. В армированных вариантах, где фольга находится сверху, нужно снять алюминиевую фольгу до уровня отметки;
- Все отрезки, которые будут соединяться, обработайте спиртом или ацетоном для обезжиривания и удаления грязи;
- Трубу и фитинг вставьте одновременно в раскаленную насадку паяльника для прогрева. Чтобы не ошибиться со временем, нужно пользоваться таблицей прогрева. Имея некоторый опыт, это время можно будет определять «на глаз»;
Температура. Не проводите работы по пайке пластика при минусовой температуре.
- Прогретую трубу вставьте в прогретый фитинг, производя уверенное поступательное движение, но ничего не проворачивая. Нужно выждать время для спайки пластика и оставить эту конструкцию до полного остывания.
- Фитинги с резьбовыми соединениями нужно заделывать ФУМ-лентой при скручивании.
Тефлон. После каждой пайки двух деталей проверяйте насадки паяльника на остатки пластика. Его нужно удалить деревянным предметом, но ни в коем случае не металлическим скребком. Так можно испорить прибор, и пластик будет прилипать к насадкам, ведь они имеют тефлоновое покрытие.
Как видите, ничего сложного в этом процессе нет, но все-таки некоторая осведомленность и сноровка нужна. Ознакомившись с видео, пошаговым описание пайки и приведенными советами, а также найдя несколько ненужных отрезков, вы можете потренироваться в пайке. Если выполняя настоящие соединения системы, вы почувствуете неладное, то лучше все срезать и спаять заново. Хорошо спаянные трубы прослужат действительно очень долго, как и обещают производители.
https://youtube.com/watch?v=ooY-UcQuIbU





