

Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
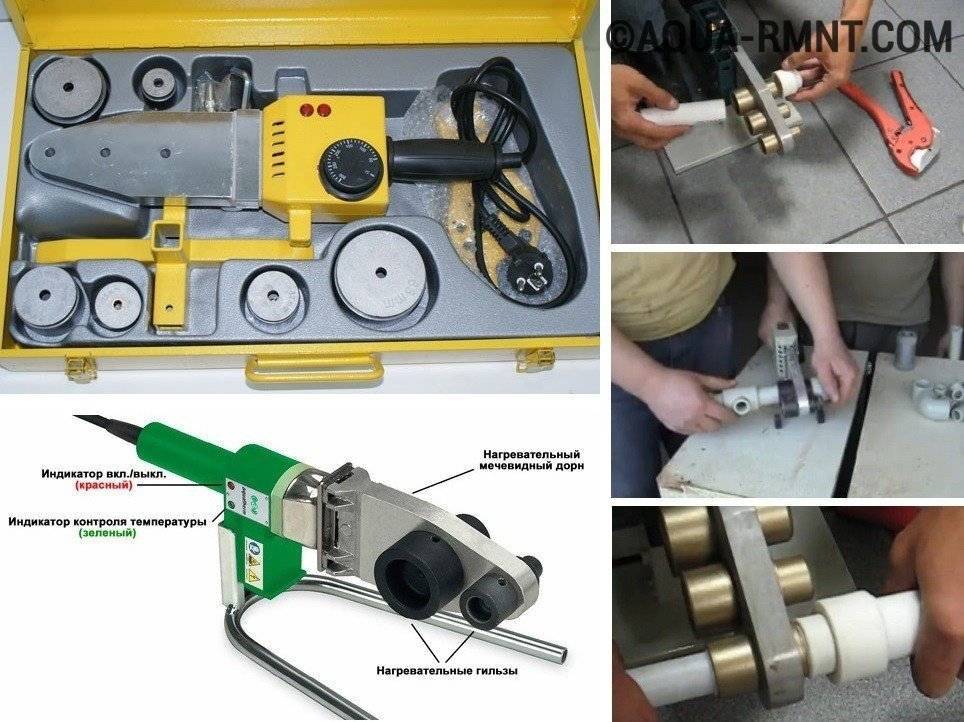
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество. Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись
Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Фото — профессиональный муфтовый паяльник
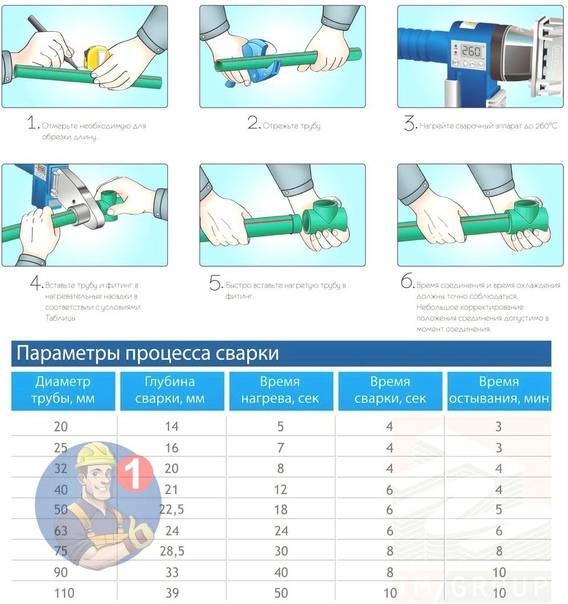
Как паять полипропиленовые трубы паяльником:
Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов
Это очень важно для дальнейшего соединения;
Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций
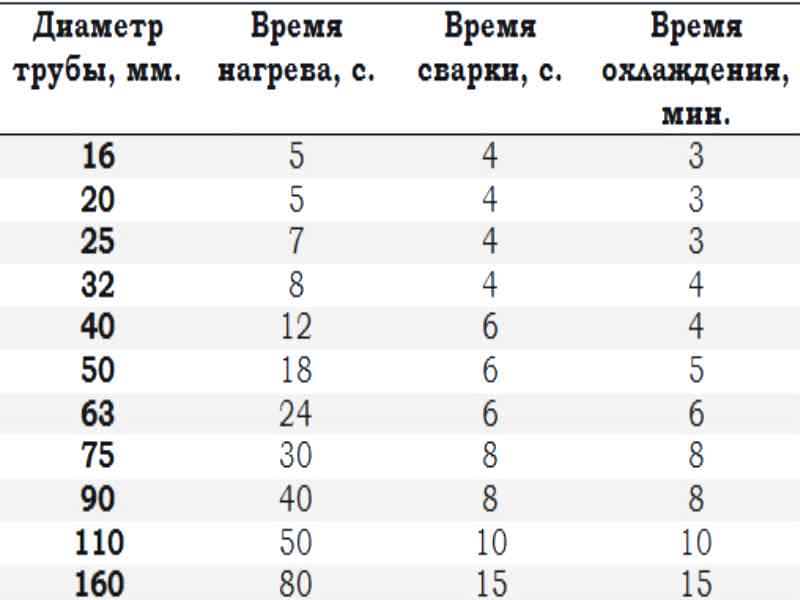
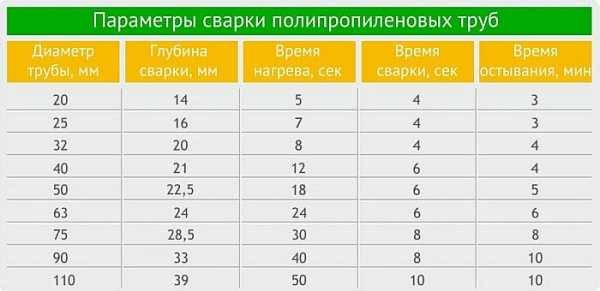
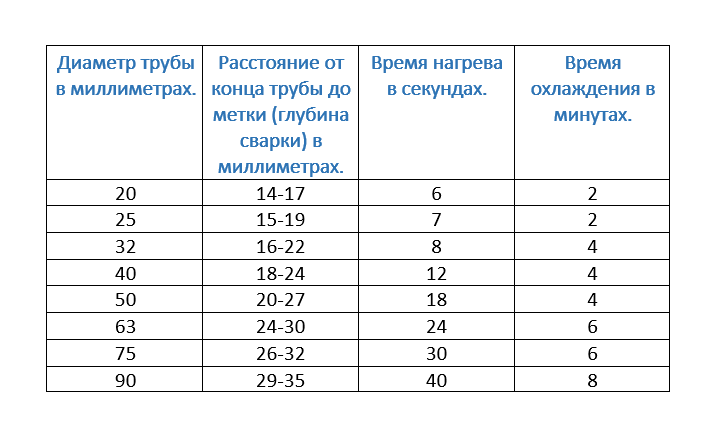
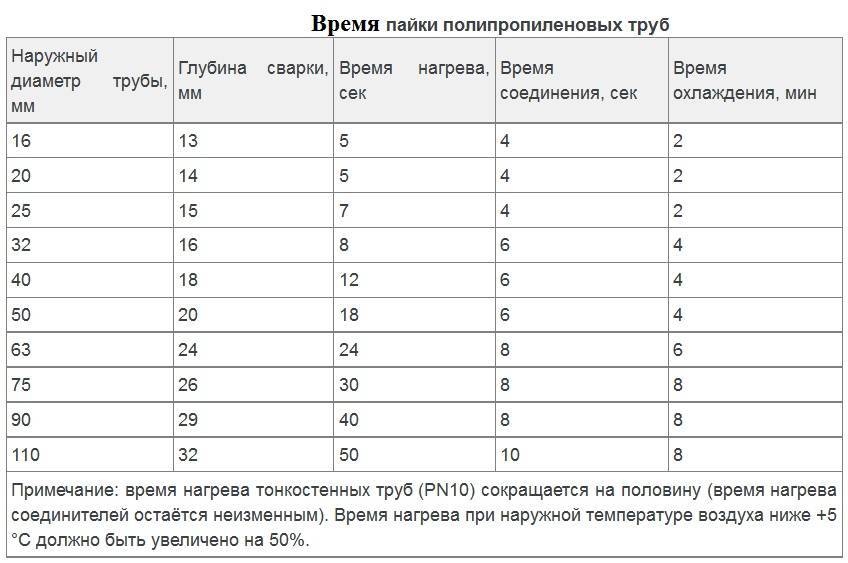
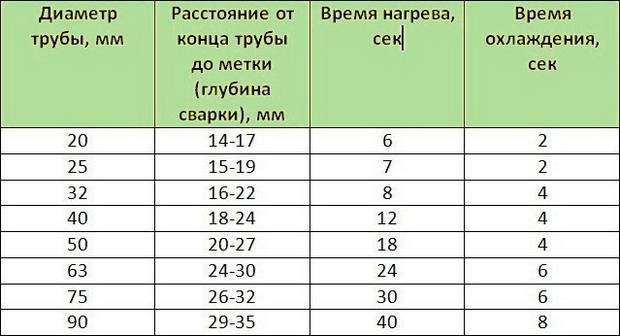
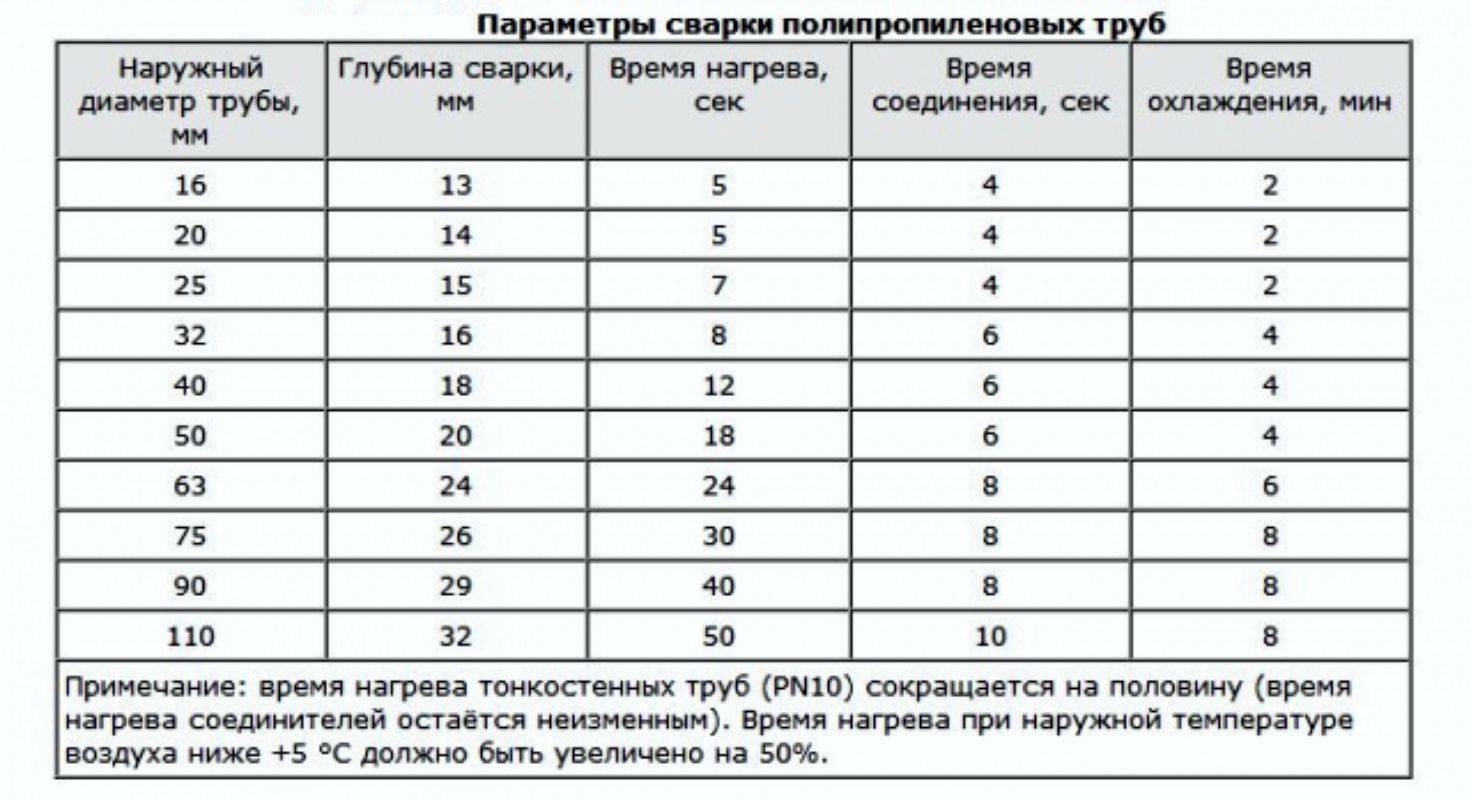
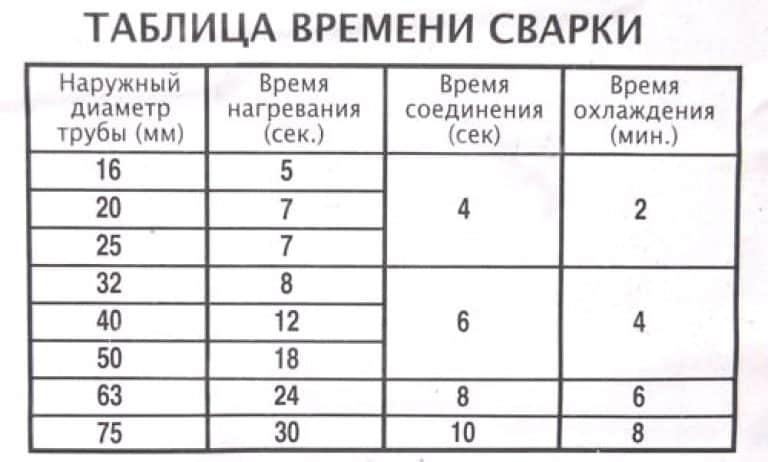
Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки
Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
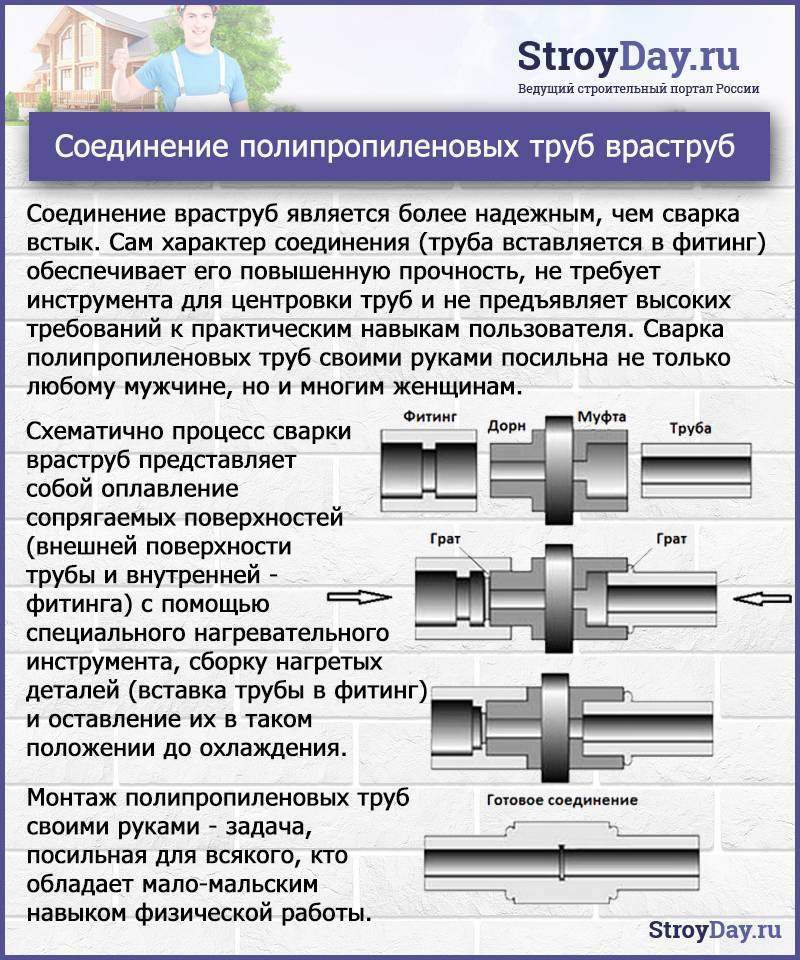
Технологический процесс сварки враструб
Внешний диаметр цилиндрического изделия всегда немного больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Настоящий размер ее внешнего диаметра будет находиться в пределах 20,3-20,5 мм. У фитинга, предназначенного для работы с изделием 20 мм, внутреннее сечение составит 19,5-19,7 мм.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному диаметру. Для конусной плоскости берется 5 градусов.
Становится понятно, что если не нагревать фитинги, их не удастся соединить с муфтой.
Когда труба совмещается с горячей муфтой, происходит оплавление наружной части. Наверх выдавливается все лишнее, получается своеобразный валик. Далее нагреваются внутренние слои. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта удается добиться, когда элемент крепежа соединяется с горячим дорном.
Когда труба совмещается с фитингом, происходит ее упругое сжимание, при этом соединительный элемент начинает растягиваться. Нагретые поверхности сдавливаются, вытесняя воздух. В результате происходит равномерное смешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП враструб имеет несколько последовательных операций:
- резка изделий;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- прогрев деталей;
- сборка;
- охлаждение магистрали.
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40-50 мм. Чтобы совместить между собой цилиндрические конструкции диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как пайка полипропиленовых труб не представляет особого труда, работу можно выполнить в одиночку.
Чтобы разрезать цилиндрические изделия, применяются специальные ножницы, которые не позволяют сминаться стенкам трубы.
Перед тем как приступить к пайке полипропиленовой продукции, поверхности деталей тщательно очищаются и обезжириваются. Армированные конструкции подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные трубы из ПП, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому система отопления, изготовленная из подобной продукции, не требует установки дополнительных температурных компенсаторов. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей сооружения из цилиндрических конструкций.
При отсутствии армирующего слоя можно не проводить дополнительной специальной подготовки.
Используемое оборудование
Для соединения элементов при помощи муфты используется специальный паяльник, который оснащен массивным металлическим нагревателем.
На поверхности плиты предусмотрено гнездо для установки наконечников, соответствующих диаметру секций трубопровода. Для прямой или стыковой сварки необходим аппарат с механизмом центровки соединяемых деталей.
Дополнительная оснастка и инструмент, используемые при пайке трубопроводов:
- специальные ножницы для резки деталей;
- рулетка и инструментальная линейка для разметки;
- слесарный угольник;
- приспособление для зачистки армированных труб (шейвер);
- карандаш с мягким грифелем или маркер для разметки;
- нож для разделки фасок (необходим при стыковой сварке);
- жидкость для обезжиривания поверхностей перед пайкой.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).





Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Инструменты, которые могут понадобиться в процессе работы
Для спайки пластиковых труб нужно иметь под рукой:
- Специальный паяльник с комплектом насадок. Купить этот агрегат можно в любом магазине стройматериалов. Самый простой паяльник будет стоить приблизительно 500 рублей.
- Металлическая ножовка или отрезные ножницы для ПВХ труб. Ножницами по пластику можно с идеальной точностью отрезать трубу под углом.
- Рулетка. С ее помощью нужно будет замерять участки трубы.
- Уровень строительный.
- Карандаш.
Стоит пару слов сказать о паяльнике для пропилена. Если вы собираетесь пользоваться им дома, для спайки деталей от 16 до 63 мм будет достаточно и мощности 1200 Вт. Если же нужен будет профессиональный уровень спайки труб в местах с трудным доступом, то лучше выбирать инструмент мощностью 1800 Вт и больше. Насадки, идущие в комплекте с паяльником, являются основными нагревательными элементами
Обратите внимание, чтобы они имели антипригарное покрытие
Самым удобным будет инструмент, который сможет закреплять три насадки. Такая конструкция дает большую экономию по времени.
Для профессионального спаивания изделий лучше приобрести паяльник с электронной регулировкой температуры, который с точностью до одного градуса позволит контролировать нагрев.
Процесс пайки ППР элементов при помощи электромуфты
Электромуфта на сегодняшний день является самым распространенным прибором для пайки труб. «Утюг» достаточно прост в применении, если знать его особую технологию. Перед подключением аппарата к сети следует убедиться, что для маневрирования хватит свободного места: мастеру и его движениям ничего не должно мешать. Температура в помещении, где будут проводиться работы, не может быть меньше +10 градусов, поскольку в таком случае невозможно успеть надежно зафиксировать участки.
Паяльник располагается вдали от воспламеняющихся предметов на твердой и ровной поверхности. Сначала спаивают большие узлы или цепи элементов, которые можно вмонтировать в стенку, а все остальные стыки паяют на весу. Чтобы точнее представить себе план действий, рекомендуется предварительно составить чертеж.
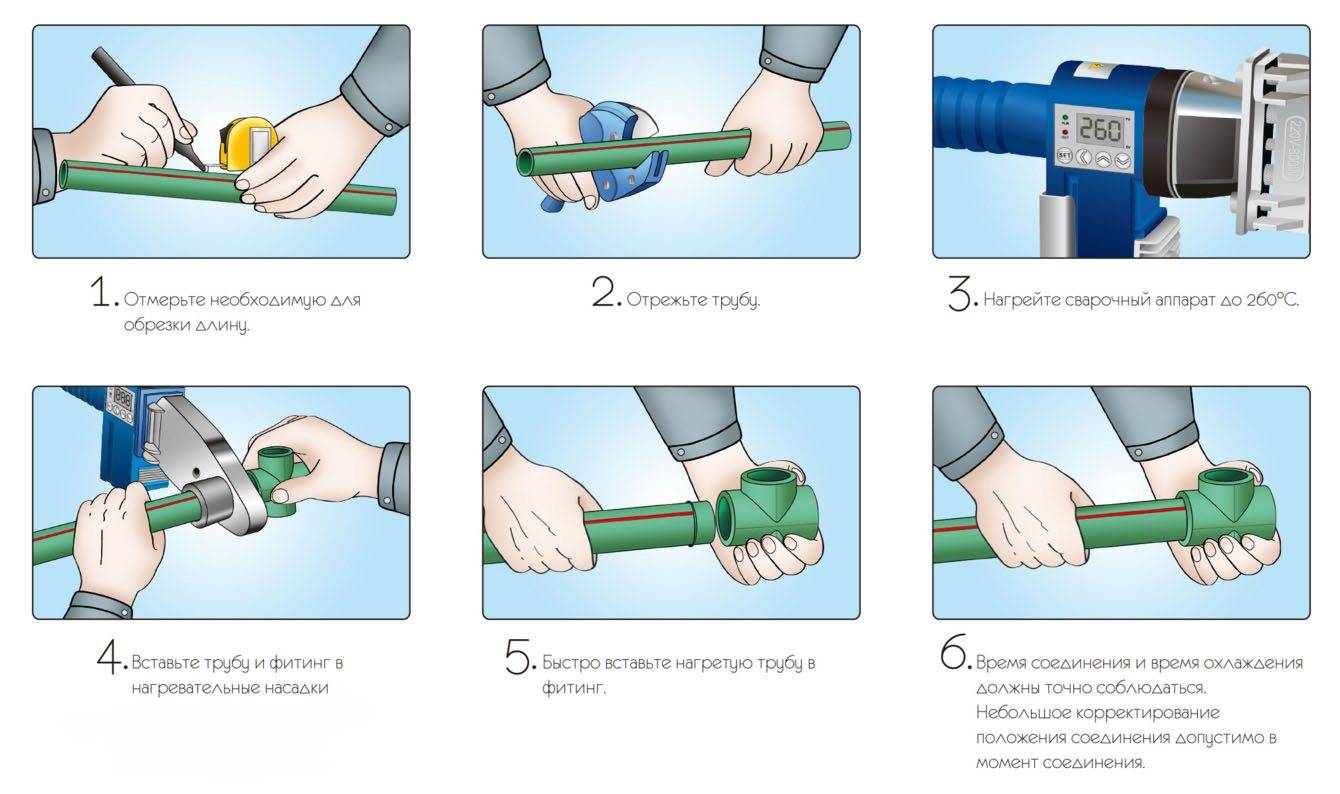
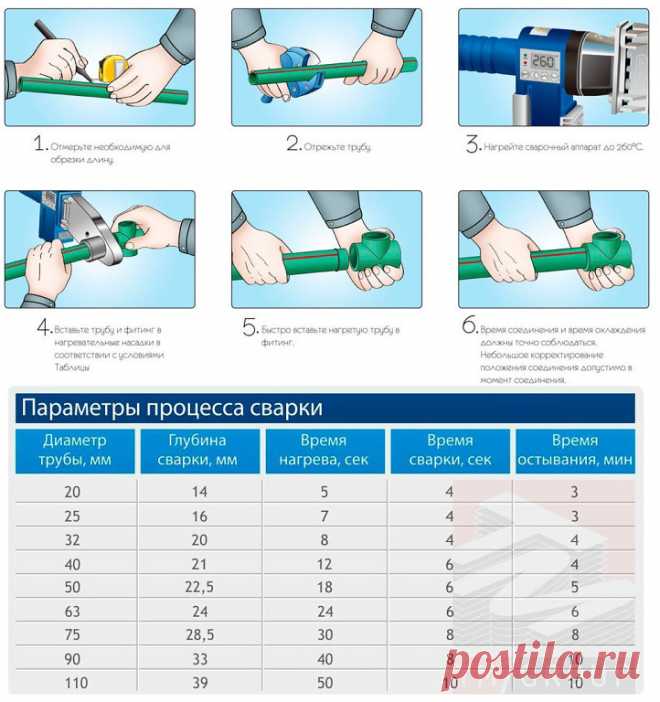
Процесс пайки полипропиленовых труб
Перед нагревом следует проверить, стыкуется ли муфта с ППР элементом. В случае положительного результата, следует заменить выбранные элементы, поскольку достигнуть качественного соединения в таком случае не удастся: оно все равно начнет протекать. Для получения лучшего результата опытные мастера рекомендуют приобретать детали, выпущенные одним и тем же производителем.








Разрезать полипропиленовые трубы на участки нужной длины лучше всего труборезами, а армированные элементы лучше режутся болгаркой
Важно добиваться разреза точно под прямым углом. После этого поверхность элемента зачищают от неровностей и одевают на прибор насадку нужного размера
Регулятор температуры паяльника устанавливают на 260 градусов (на дорогих, профессиональных аппаратах температура устанавливается сама, но только после того, как указан диаметр полипропиленового элемента). Когда прибор разогреется до нужной температуры, загорится зеленая лампочка. Дешевые паяльники нагреваются около 15 минут, а дорогие — несколько быстрее.
После этого на насадку надевают элемент и нужный фитинг. Теория гласит, что делать это следует поочередно, но это мало у кого выходит, поэтому лучше надевать сразу обе детали, встав для удобства на колени и зажав паяльник между ногами.
В зависимости от размера исходных деталей, прогревание фитинга и других элементов требует определенного количества времени:
- 16-20 — в течение 5 секунд;
- 25-34 — 8 секунд;
- 40 — 12 секунд.
Вставляют полипропиленовый элемент в насадку до самого конца. Чтобы быть уверенным, можно отметить нужное место карандашом. При разогреве допустимы только очень незначительные повороты элементов, иначе стык получится некачественным. После нагрева сначала снимают сам элемент, а затем фитинг, соединяют их и неподвижно фиксируют на 20 секунд
Важно, чтобы время от снятия элементов с прибора до их соединения не превышало 5 секунд, в противном случае стык быстро начнет протекать
Правильная пайка полипропиленовых труб
В случае, если необходимо спаять три или более элемента, которые закреплены в трубопроводе (например, вставить в уже вмонтированную трубу фитинг, предварительно разрезав ее), следует действовать по следующему алгоритму:
- разметить трубу и разрезать ее по разметке;
- позаботиться, чтобы кран фитинга хорошо открывался и закрывался;
- спаять с одной стороны фитинг с ППР элементом;
- перед началом спайки с другой стороны, разогреть кран, а затем основной элемент;
- состыковать участки.
Изначально полипропиленовые элементы горизонтально фиксируют клипсами, а вертикально — трубными хомутами.
По окончании сварки поверхности всех насадок следует протереть спиртом или другим обезжиривателем, чтобы удалить с них остатки материала.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.
Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.





Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.

Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм. Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
- Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.
Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза
Это очень важно для надёжности спайки соединений
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.





