

Особенности правильной пайки полипропиленовых элементов
Для тех, кто решил разобраться, как правильно паять полипропиленовые трубы, видео, размещенное на этой странице, пошагово продемонстрирует этот процесс и разъяснит основные нюансы и тонкости. Для начала следует надеть на паяльник нужные насадки (одну или несколько одновременно), подключить устройство к электросети, установить требующийся режим нагрева (обычно для пайки элементов из этого материала достаточно 250-300 градусов Цельсия). Точная температура непосредственно зависит от погоды и параметров трубы. Далее следует подождать, пока на термостате не загорится зеленая лампочка, сигнализирующая, что прибор достаточно прогрелся. Насадкам для нагрева требуется больше времени, чем жалу паяльника, поэтому после включения лампочки рекомендуется выждать еще 5-7 минут.
Порядок работы по пайке полипропиленовых труб
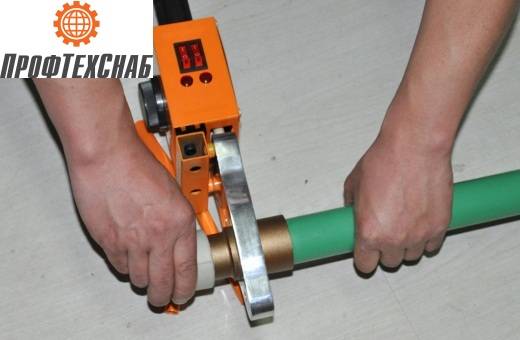
Чтобы паять трубы без помощников, ручку прибора фиксируют на полу одной ногой, а элемент трубопровода и нужный фитинг берут руками и, прилагая усилия, вдавливают их в насадку с противоположных сторон. Когда обе детали полностью целиком войдут в нее, ждут 5 секунд и достают их.
Очень важно не перегреть и не недогреть элементы. Если они недостаточно прогреются, стык будет некачественным и существует большая вероятность того, что он будет протекать во время эксплуатации
Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно. После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента.
Герметичность полученного шва во многом зависит от того, насколько хорошо стык был очищен от грязи, пыли и влаги. Воду удаляют при помощи сухого куска ткани, а пыль и грязь полностью отчищают. Этим процессом не стоит пренебрегать: при закипании испарившаяся вода может пробить в шве отверстия, которых вполне достаточно, чтобы он при эксплуатации начал протекать. Такая ситуация нередко возникает во время ремонта уже готового водопровода, поскольку вода, стоящая в трубах, может помешать качественной пайке. Опытные мастера знают единственное возможное решение этой проблемы: они заталкивают в трубу мякиш хлеба, который не пропускает воду в течение той единственной минуты, которая требуется для пайки. Позже, когда в водопровод подается вода, мякиш растворяется и без труда выходит из какого-нибудь смесителя.
Пайка труб своими руками
Еще один немаловажный нюанс заключается в правильной порезке и зачистке труб. Сделать зачистку достаточно просто: она обладает конструкцией, не позволяющей снять больше, чем требуется, с верхнего слоя изделия. Однако для того чтобы научиться правильно работать ножницами, потребуется некоторое время и несколько пробных разрезов. Чтобы стык был качественным, срез должен быть идеально ровным. Дешевые ножницы в большинстве случаев делают его кривым, что при подаче воды под сильным нагревом с большой вероятностью приводит к разрывам.
Для нарезки трубы применяют круговые движения, сначала нажимая на ручку труборезов легко, чтобы они только врезались в тело элемента, после чего проворачивая их вокруг него так, чтобы дорезать его тело до конца. Только при такой порезке можно надежно спаять полипропиленовые элементы и получить качественный стык, который прослужит долгие годы.
Необходимые инструменты для сварки труб
Очевидно, что для того чтобы спаять трубы, понадобятся дополнительные инструменты. Минимальный набор включает в себя:
- Паяльник
- Карандаш
- Рулетку или длинную линейку
- Ножовку по металлу (при использовании армированных труб) или труборез
- Нож
Это минимально необходимый набор инструментов. Однако в некоторых случаях могут понадобиться дополнительные – наждачная бумага и др. Что же касается самого паяльника, то он нужен специальный – для полипропиленовых труб. Приобрести можно как самый дешевый, так и более дорогой. Отличаются они обычно мощностью, а она в свою очередь влияет на скорость нагрева участка трубы и сроки выполнения работы.
При покупке паяльника обратите внимание на набор инструментов в коробке – нередко в комплект может входить специальный маркер, рулетка, труборез. Тогда можно будет сэкономить на дополнительной закупке этих вещей
Лучше всего сильно не тратиться на закупку дорогих инструментов – в конечном итоге вы сможете сократить только время работы, а на качество соединения сам паяльник никак не повлияет.
Основные этапы пайки труб

Пайка полипропиленовых труб своими руками – это совсем несложно. Простая инструкция поможет не ошибиться в процессе работы:
- Замеры. Прежде чем отрезать нужный кусок трубы, следует тщательно произвести необходимые измерения. При этом не следует забывать о 1,5-2,5 сантиметрах, которые окажутся впаянными в фитинг
- Установка на паяльник насадки. Обычно они идут в комплекте и отличаются диаметром. Диаметр вашей трубы можно узнать по маркировке. После этого прибор следует нагреть
- Снятие фаски с трубы. Для этого используется шейвер. При внешнем армировании достаточно несколько раз провернуть прибор. При внутреннем – как следует прижать насадку-торцеватель и провернуть с усилием
- Непосредственная пайка. Труба вставляется в насадку паяльника с широкой стороны. Фитинг – с узкой. После того как детали прогрелись, необходимо вставить трубу в фитинг и подождать фиксации около 10-15 секунд
Несколько полезных советов о том, как самостоятельно паять
Подробно процесс сварки полипропиленовых труб можно увидеть на видео уроках, которых в интернете очень много. Однако есть несколько лайфхаков, которые вне всяких сомнений сделают работу с пластиком более простой и удобной:
Обязательно снимите фаску. В противном случае, при вставке трубы в фитинг можно снять слой пластика. Из-за этого соединение станет менее прочным и совершенно неэстетичным
При вставке трубы в фитинг не следует ее проворачивать
Иначе произойдет то же самое, что и в предыдущем пункте
При использовании паяльника нужно вставлять пластиковые элементы до упора – важно, чтобы торец трубы при сварке припаялся к фитингу, иначе под угрозой окажется прочность соединения
Если на паяльнике присутствуют насадки с тефлоном, то их не следует чистить острыми предметами. Лучше включить прибор и протереть тканью

В целом, самостоятельно спаять трубы довольно просто. При необходимости можно найти инструкции о том, как паять пластиковые трубы. Если же вы боитесь не справиться с задачей и испортить дорогие материалы – лучше найти мастера, который сделает работу за вас. Например, на сайте Юду можно нанять специалиста с большим опытом работы в этой сфере.
Достоинства трубопроводов из полипропилена
К преимуществам трубопроводов их полипропиленовых труб относят:
- теплостойкость материала;
- применение фитингов делает возможным создание систем неограниченной конфигурации с неограниченным количеством изгибов;
- низкая цена (дешевле только полиэтилен);
- долговременная прочность при работе с наполнителями температурой от 70˚С до 85˚С;
- сварка враструб полипропиленовых труб настолько несложный технологический процесс, что его можно произвести самостоятельно в домашних условиях;
- высокие значения SDR и МАОР определяющие максимальное рабочее давление, которое выдерживает труба
Советы по выбору и эксплуатации трубного паяльника
Когда планируется выполнять сварку пластиковых труб своими руками, необходимо подготовить инструмент заранее, т. к. полимерные изделия быстро остывают при нагреве. Основные критерии выбора паяльника для работы с эластичными коммуникациями:
вид нагревательного элемента: цилиндрический, плоский;
количество насадок в комплекте, их наружный диаметр, что позволит работать только с трубами заданных размеров;
мощность — определяет нагревательную способность паяльника, при самостоятельном выполнении работы допустимым является значение до 1,2 кВт, при выборе инструмента учитывают размер соединяемых коммуникаций;
вид покрытия насадок, важно, чтобы к ним не прилипал полимерный материал во время пайки;
тип температурного регулятора — влияет на погрешность при определении температуры материала.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Смотрите это видео на YouTube
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая — при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
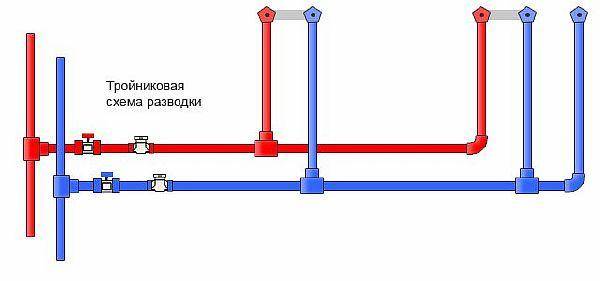
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
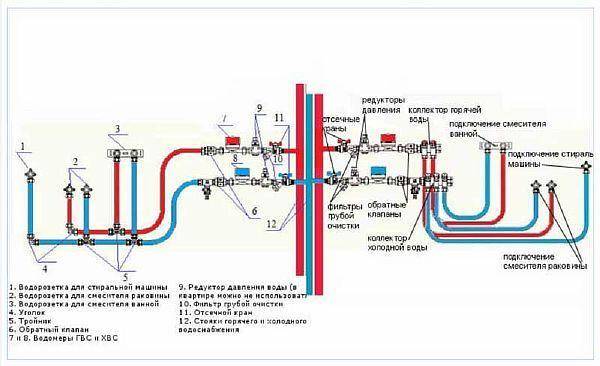
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
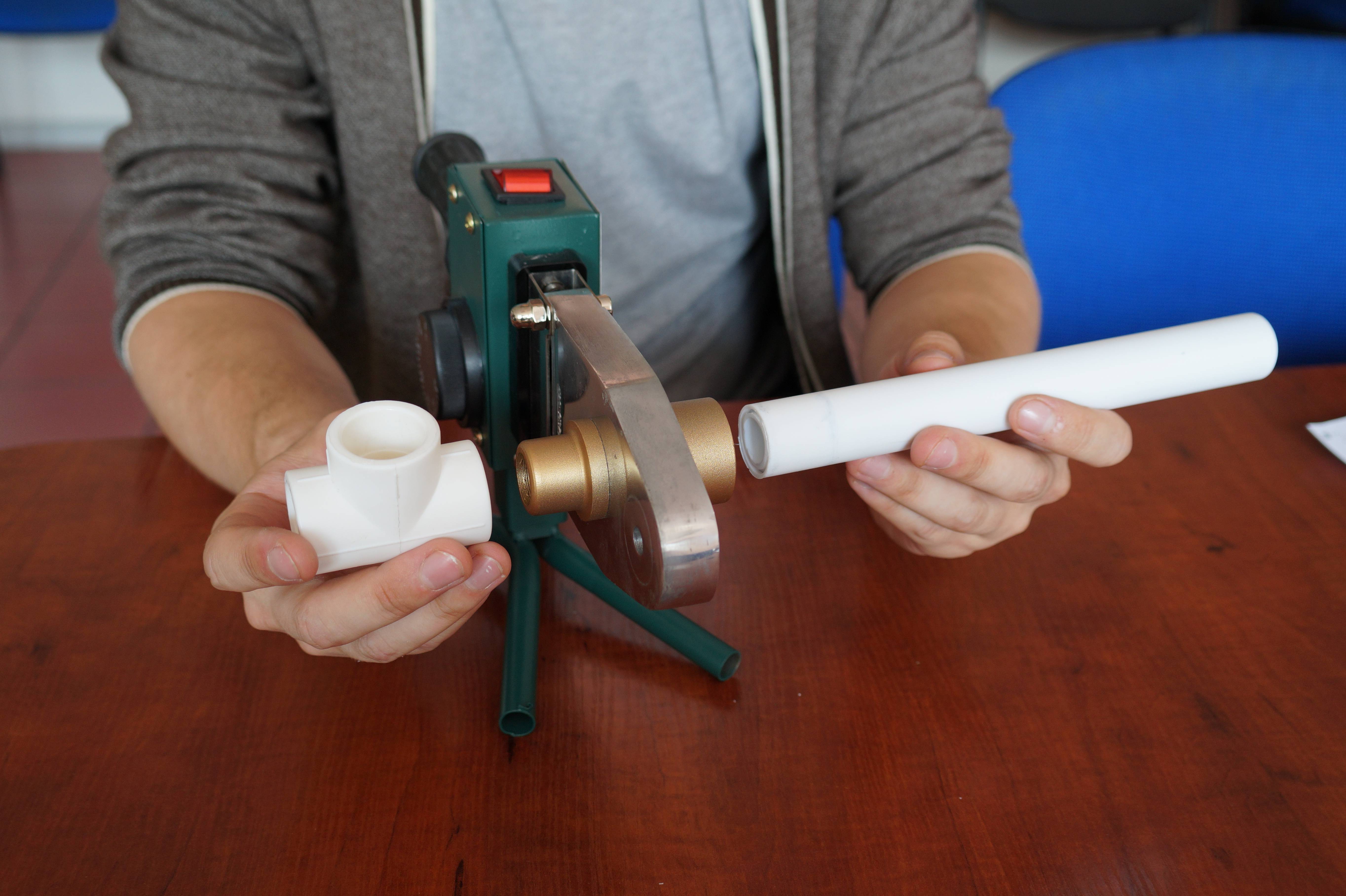
Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.







Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник – 2 шт.
- Муфта соединительная – 1 шт.
- Труба для холодной воды – 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней – 3/8”.
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
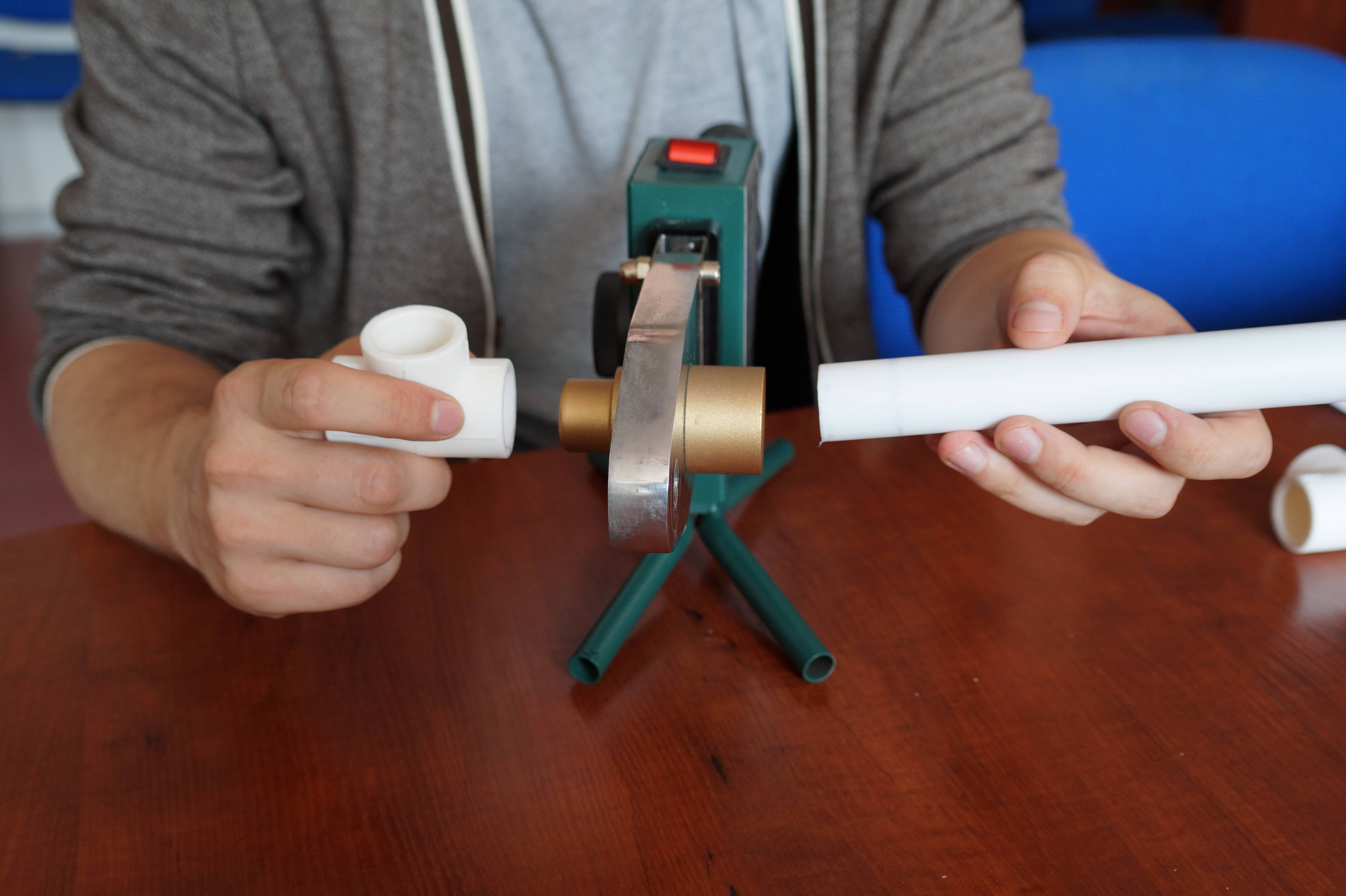
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
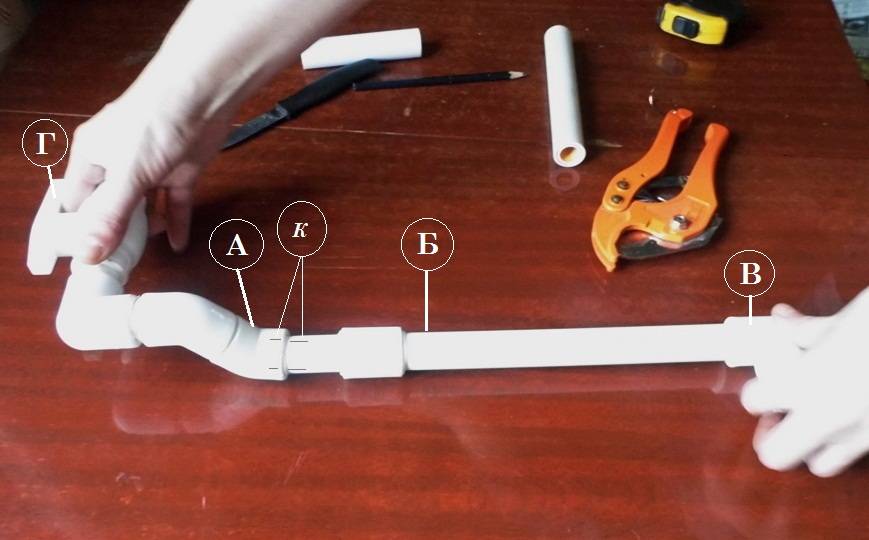
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
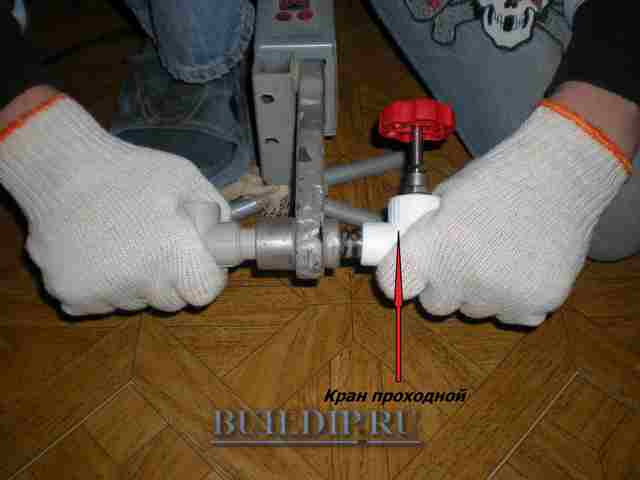

Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева
Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
| Диаметр трубы, mm | Время нагрева, с | Время сварки, с | Время охлаждения, мин | Глубина плавления, mm |
| 16 | 5 | 4 | 3 | 13 |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 15 |
| 32 | 8 | 4 | 4 | 17 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 18 | 6 | 5 | 23 |
| 63 | 24 | 6 | 6 | 26 |
| 75 | 30 | 8 | 8 | 28 |
| 90 | 40 | 8 | 8 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.

![[инструкция] пайка полипропиленовых труб | видео](https://world-wells.ru/wp-content/uploads/a/0/b/a0bff5b9bfc1c99e1cebdfef47150ec2.jpeg)





Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
| Диаметр трубы, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Глубина плавления, mm | 13 | 14 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 39 |
Общие свойства труб из полипропилена
Стоит сказать, что полипропилен — синтетический материал, обладающий яркими положительными свойствами
Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий
Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей.
Если говорить об основных преимуществах полипропиленовых материалов подробнее, то ярко выделяются следующие пункты:
- Долговечность — срок эксплуатации такой полости, если через нее подается холодная вода, составляет 50-60 лет, в случае с горячей водой – 30-40 лет. Эти показатели гораздо выше, чем у всевозможных аналогов.
- Эластичность — полости из полипропилена обладают выраженными эластичными свойствами. Это значит, что такой материал хорошо реагирует на сжатие и расширение ввиду изменения температуры воды внутри водопровода, а при монтаже, снижается риск испортить трубу, т.к. она хорошо гнется.
- Легкость — этот материал мало весит, особенно это заметно в сравнении с металлопластиковыми трубами и тем более — стальными.
- Простота монтажа — как уже упоминалось выше, спайка труб из полипропилена, это настолько легко, что с этим справится даже человек, не имевший ранее никакого опыта работы с сантехникой и подобными материалами.
Термостойкость
Помимо общих характеристик водонапорных материалов из полипропилена стоит знать еще один фактор — термостойкость. Дело в том, что полипропилен, это разновидностью пластика и существует температурный предел внутри системы, при котором участок повреждается или плавится.
Аппарат для сварки полипропиленовых труб Elitech СПТ 800 самый доступный на рынке
Максимальная рабочая температура ПП труб — 140 градусов Цельсия. Это значит, что если вода слишком горячая, существует риск нарушения целостности материала и даже спайка полипропиленовых труб (место соединения) может не выдержать.
Но при создании обсуждаемых труб, им присваивается своя маркировка, которая свидетельствует о конкретных свойствах, таких как: термостойкость, толщина стенок, допустимое давление в системе и области применения. Таким образом, выделяется два распространенных маркера:
- PN 20 — популярнейший тип труб, выдерживает давление 20 атмосфер и температуру в 95 градусов Цельсия. Эти показатели позволяют применение в прокладке водопровода с использование горячей и холодной воды, но не в отопительных системах.
- PN 25 — этот тип ПП труб отлично подходит для прокладки отопления, так как с легкостью справляется с температурой 95 градусов и давление в 25 атмосфер. Такие показатели термостойкости и прочности достигаются благодаря частичному армированию, за счет этого материал не деформируется из-за перепадов температур.
Тепловое удлинение
Еще одно свойство полипропиленовых труб — способность удлиняться при повышении температуры внутри водопровода. Выглядит это как провисание длинных участков водопровода, или волнообразная деформация. По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
Пайка труб из полипропилена в горячих системах тоже подразумевает использования армированных материалов, это снизит риск теплового удлинения и деформации.
Трубы и фитинги из полипропилена для водоснабжения и отопления
Армирование
И последнее в свойствах полипропиленовых полостей, о чем стоит упомянуть — армированные материалы, ведь о них уже говорилось в тексте
Армировать трубы важно, ведь это подразумевает включение в их состав алюминиевой фольги или капроновых волокон, что увеличивает прочность, жесткость, термостойкость и сроки эксплуатации водопроводов, сделанных из данного материала
Паять армированные полипропиленовые трубы просто как и обыкновенные, монтаж проводится с использованием того же инструмента, только температура плавления при скреплении участков водопровода фитингами отличается.
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы
Виды пайки труб из полипропилена
DVS описывает два вида спаивания полипропиленовых труб:
- Тип «А» – в этом случае трубы перед диффузным соединением механически не обрабатываются. Возможная эллипсоидность внутреннего диаметра трубы не играет большой роли, поскольку труба надвигается на разогретую насадку и благодаря эластичности материала при этом исчезает. Этот тип применяется в России повсеместно практически в ста процентах случаев;
- Тип «В» – с помощью специального приспособления – калибратора – производят обязательную калибровку трубы, при этом труба входит в фитинг более глубоко и с меньшим усилием.
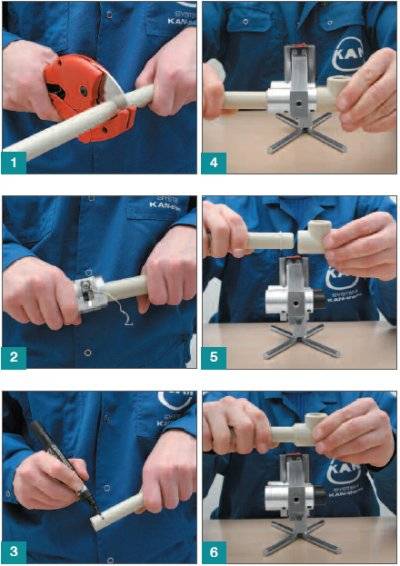
Очистка соединяемых поверхностей
Согласно DVS поверхность полипропиленовой трубы в месте сварки очищают скребком, а затем протирают раствором, содержащим технический спирт. Производится обезжиривание соответствующими составами. Обработка скребком необходима для удаления слоя окисленного полипропилена.
Снятие фаски
Согласно нормам DVS c кромки трубы нужно снять наружную фаску (угол 15˚, глубина от 2 до 3 миллиметров. Если соединяются трубы небольших диаметров этим требованием можно пренебречь.
Нанесение на трубу метки
На поверхности трубы наносят метку на расстоянии соответствующем размеру глубины фитинга (расстояние до упора). В последующем эту метку используют для визуального контроля вдвигая трубу в фитинг.
После выполнения подготовки проводят поэтапно процесс пайки полипропиленовых труб.
Увидеть, как это происходит можно в видеоролике.
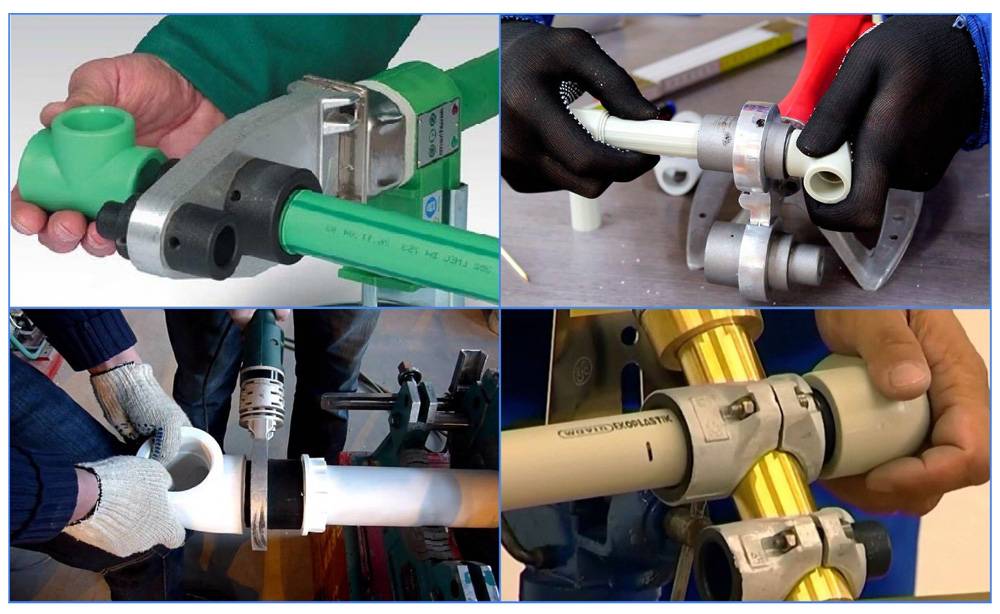
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.








Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.

Рис. 3 Инструменты для работы с ППР
Какие трубы выбрать
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий сферу её применения: она сильно удлиняется при нагревании. Для компенсации этого температурного расширения на трубопроводах монтируют специальные компенсаторы в виде петли.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои – полипропилен, а между ними слой алюминия или стекловолокна. У таких изделий тепловое удлинение приблизительно в 10 раз меньше. Их можно замуровывать в стены и поэтому для водопровода стоит выбрать их, хотя они и дороже.
В маркировке полипропилена указывается максимальное давление ХОЛОДНОЙ воды, на которое они рассчитаны. Для бытового водопровода следует покупать материалы с обозначением PN20 и PN25, что обозначает давление 20 и 25 атмосфер соответственно. Диаметр пластикового трубопровода, как правило, выбирается равным 20 мм (наружный диаметр), что эквивалентно ½ дюйма стальной трубы (внутренний диаметр). Пусть вас не смущает, что проходное сечение у пластиковых труб иногда выбирается немногим меньше, чем стальных трубопроводов: исключительно гладкая внутренняя поверхность почти не оказывает сопротивление потоку воды и производительность трубы не страдает.
Выбор труб

Полипропиленовые трубные изделия имеют конструктивные различия, определяющие сферу их применения. Пластиковый трубопровод применяется для прокладки таких бытовых коммуникаций:
- холодный водопровод;
- ГВС;
- отопительный водяной контур.
Для каждой системы коммуникаций предназначены различные полипропиленовые трубы, имеющие соответствующую маркировку и конструкцию стенки.
Самый простой тонкостенный трубопровод, стенка которого выполнена только лишь полимером, применяется для подведения холодной воды. Маркируются такие изделия PN 16. Стоимость такого трубопровода наименьшая, но холодным водоснабжением сфера его применения ограничивается.
Полипропиленовая (ПП) труба с маркировкой PN 20 предназначена для ГВС. Изделие можно применить и для холодных водяных коммуникаций, но это не рационально, так как стоимость их выше. Иногда такими трубами выполняют контур водяного отопления, но только в низкотемпературных индивидуальных системах, где температура теплоносителя на выходе из котла не превышает 65˚С и давление жидкости минимально.
Для высокотемпературных автономных систем отопления предназначены усиленные алюминиевой фольгой или стекловолокном композитные трубопроводы, что маркируются PN 25. Армированные полимерные изделия выдерживают температуру жидкости до 95˚С и давление (в зависимости от модели) 3-5 Атм. Такая труба подойдет для любого контура индивидуального отопления
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.





