

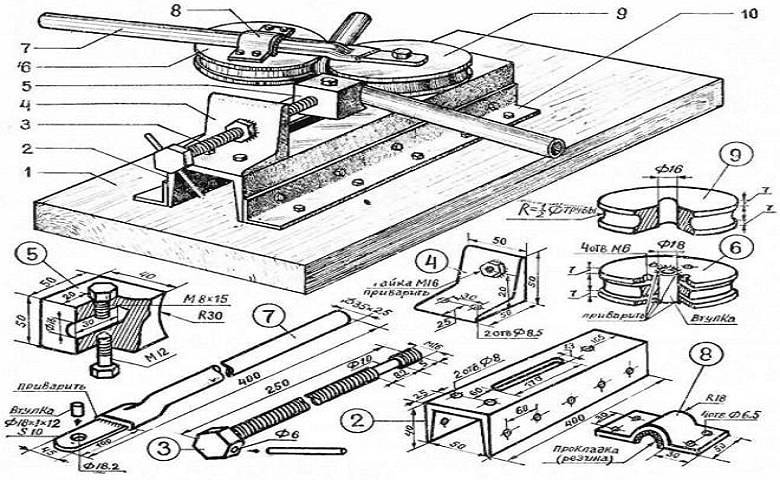
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Самодельный трубогиб: как гнуть круглые трубы
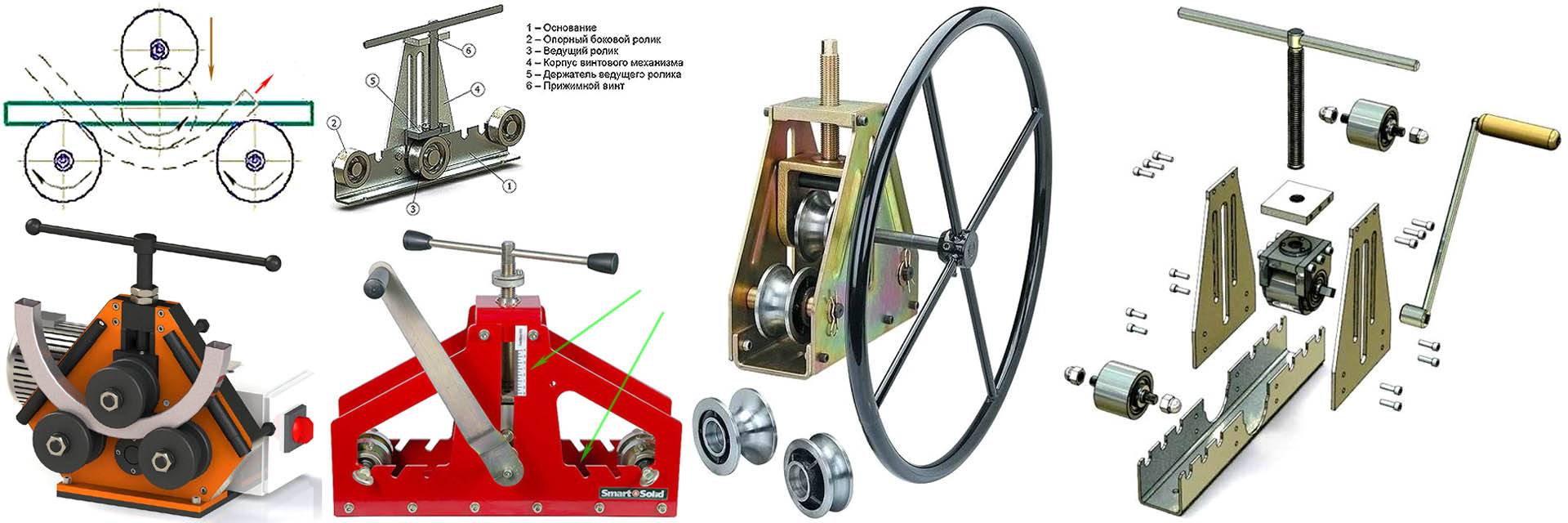
Чтобы было более понятно, как правильно сделать трубогиб для круглой трубы, сначала немного разберемся с конструкцией этого устройства и принципом его работы – оно достаточно простое, и не нужно иметь семь пядей во лбу, чтобы разобраться с его устройством. По сути, это два проточенных шкива, один из которых закреплен намертво, а второй вращается вокруг первого на расстоянии диаметра изгибаемой трубы. Вот вам и принцип его работы – закладываем между двумя шкивами круглую трубу и, вращая один из них вокруг первого, гнем ее до необходимого момента.

Самодельный трубогиб фото
Теперь о конструкции этого инструмента. Начнем с того, что если уж браться за изготовление трубогиба, то делать это нужно с размахом и изготавливать это приспособление так, чтобы с его помощью можно было гнуть трубы разного диаметра. Именно по этой причине понадобится не два одинарных шкива, а два тройных – пара для изгибания полудюймовой трубы, пара для трехчетвертной и пара для дюймовой. Такие шкивы на рынке вы не купите, поэтому их придется заказать у знакомого токаря – в этих шкивах очень важным моментом является соблюдение радиуса и глубины проточки. С торца каждого колесика должна быть выточка, по габаритам совпадающая с половиной диаметра трубы. И еще одно – стационарный ролик должен иметь минимальный диаметр (от него зависит минимальный радиус изгиба трубы), а подвижный ролик должен превосходить своим диаметром стационарный вдвое.
Со шкивами разобрались, движемся дальше – следующее, что нужно изготовить для того, чтобы сделать трубогиб своими руками, это его основание. По сути, нужно будет вырезать из толстого металла (10мм) квадратную пластину и просверлить по углам четыре отверстия для крепления трубогиба к столу или стационарно замурованному в грунт столбу. В центре этой пластины неподвижно с помощью сварки устанавливается штифт, диаметр которого равен внутреннему диаметру малого тройного шкива. Все! Станина готова, теперь дело за поворотным механизмом.

Как сделать трубогиб своими руками
Из толстых металлических пластин (шириной не менее 50мм) сваривается буква «П» – высота этой буквы рассчитывается исходя из диаметра большого и малого шкива. В этом расстоянии должен полностью поместиться большой подвижный и половина стационарного шкива – для их установки понадобится просверлить пару отверстий. Кстати, расстояние между ножками нашей буквы «П» должно быть чуть больше высоты шкивов. К верхушке буквы «П» приваривается небольшая ручка (около 25см), впоследствии на нее надевается труба, выполняющая роль рычага.

Как согнуть трубу в домашних условиях
Это приспособление надевается на штифт основания самодельного трубогиба – большой штив устанавливается первым и фиксируется шплинтами за пределами буквы «П», а малый шкив надевается совместно со всей конструкцией. Вот и все – самодельный трубогиб своими руками изготовлен, и можно делать первые пробы. Ах да, совсем забыл про стопор трубы – для одного ее конца нужен упор, иначе труба будет вращаться вместе с вами вокруг станины. Понадобится приварить к станине еще один вертикальный штифт, который и послужит упором для трубы.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.





Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
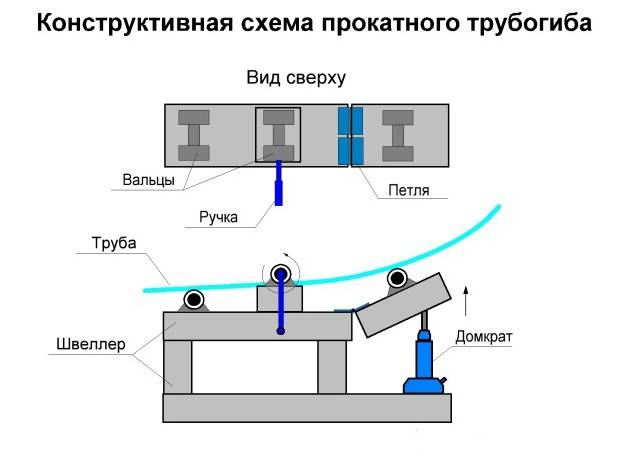
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
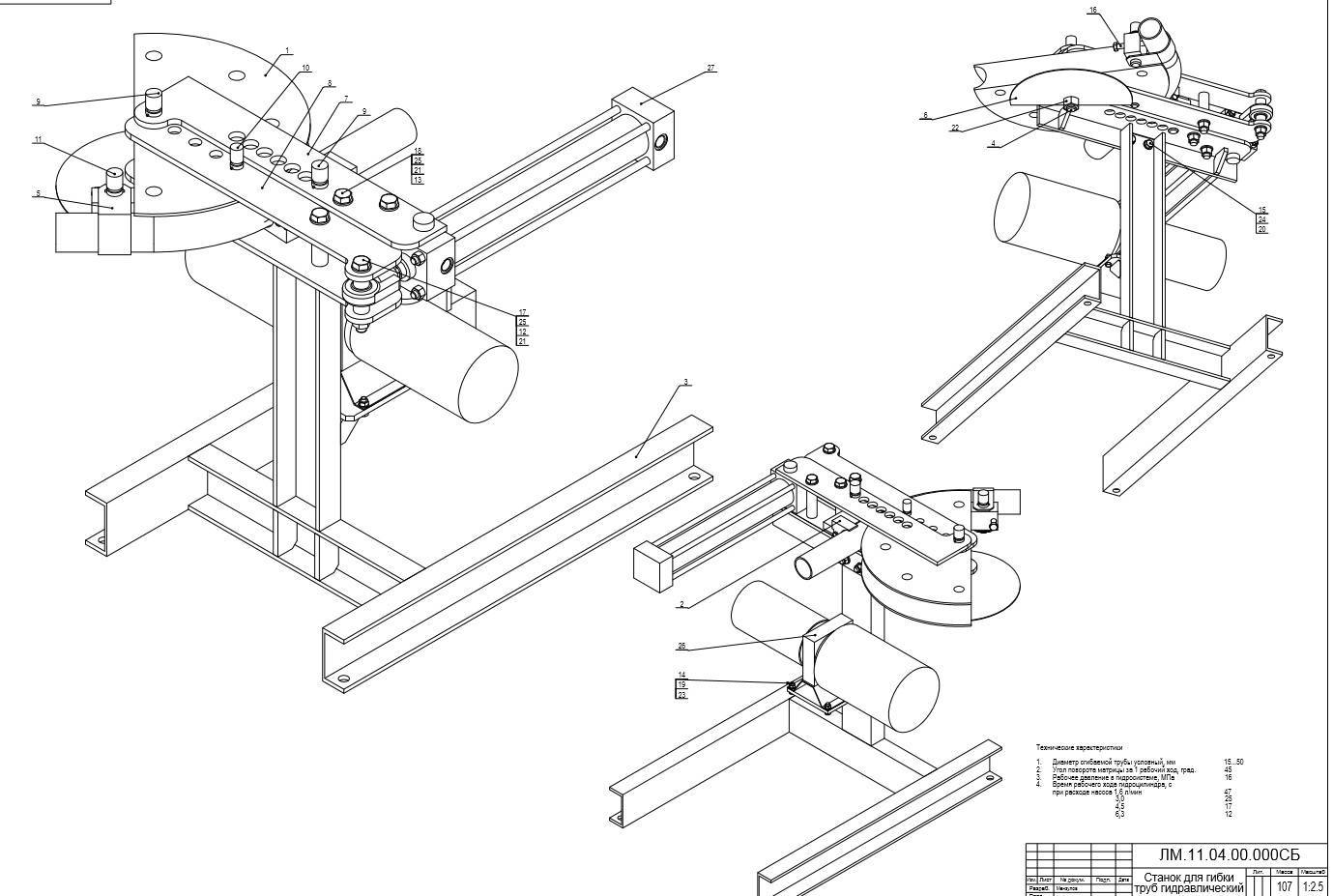
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
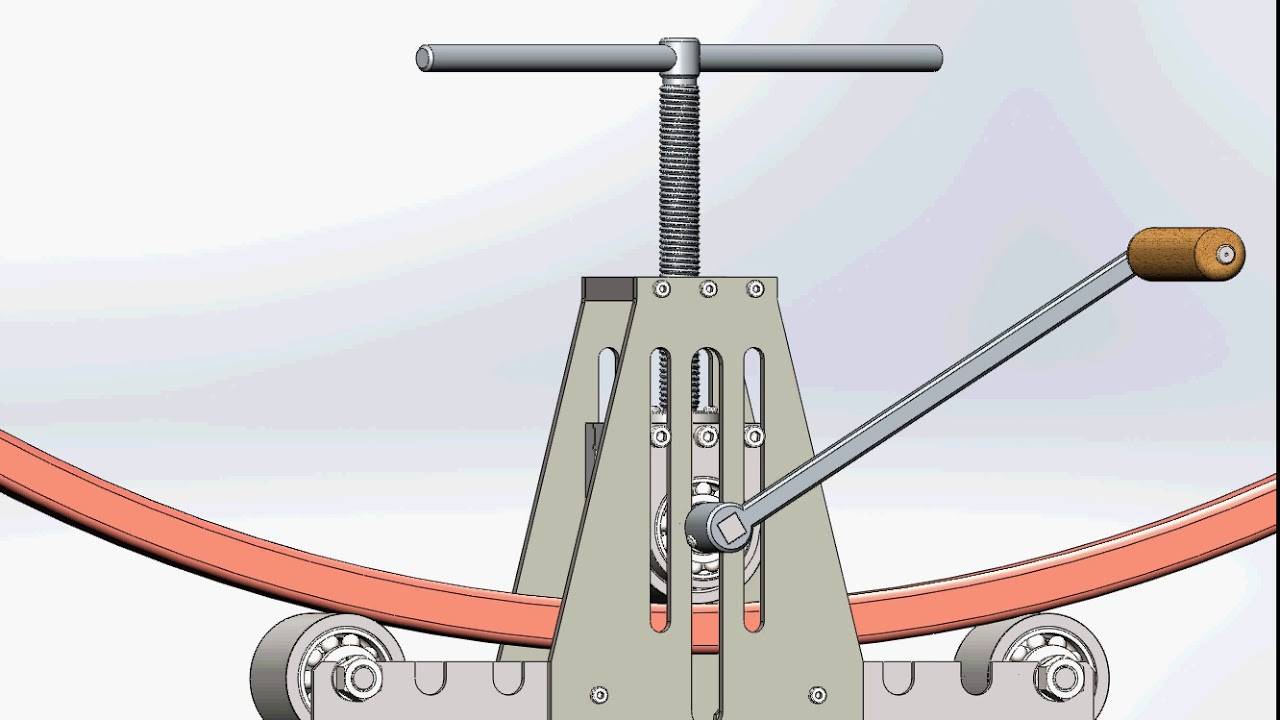
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
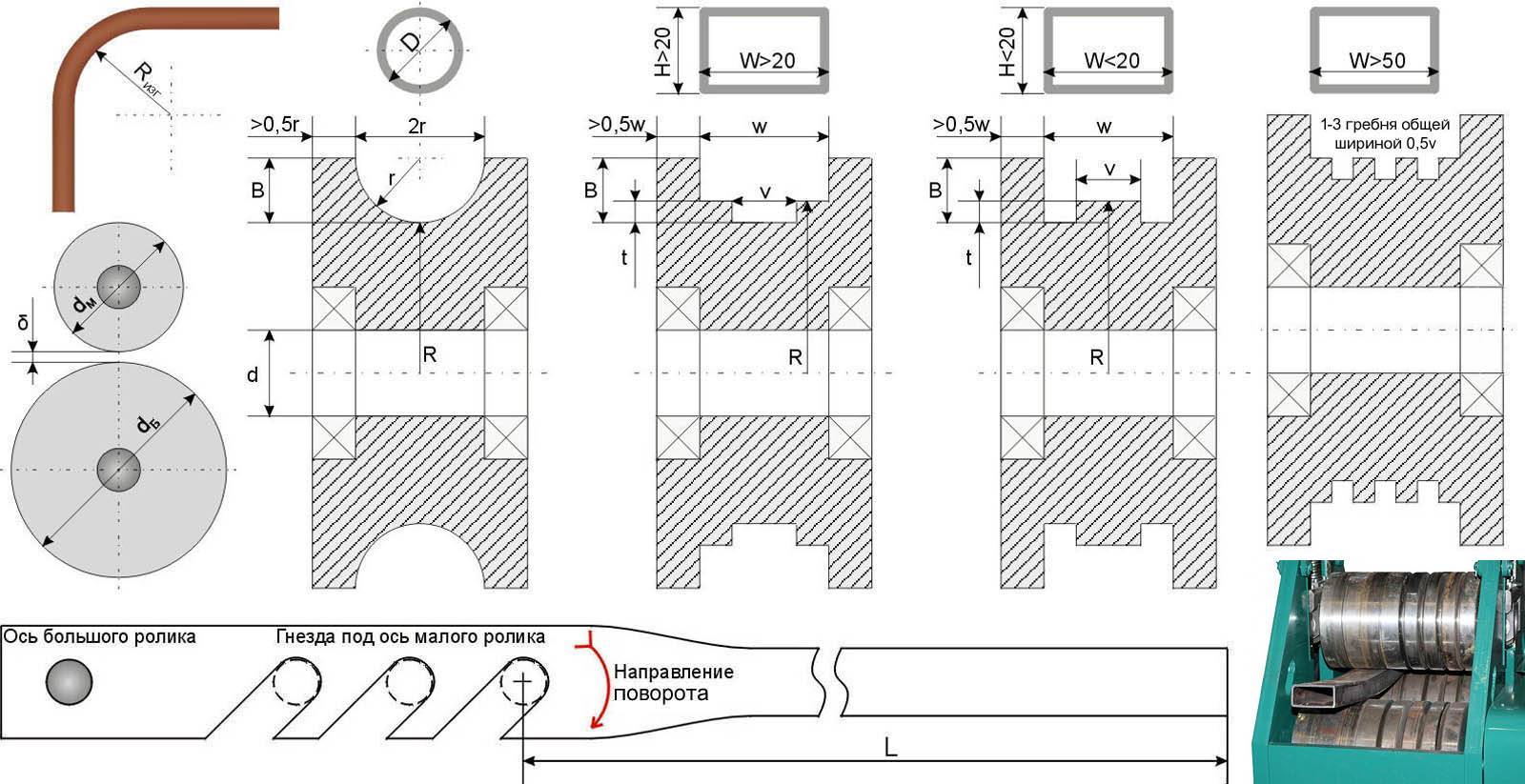
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
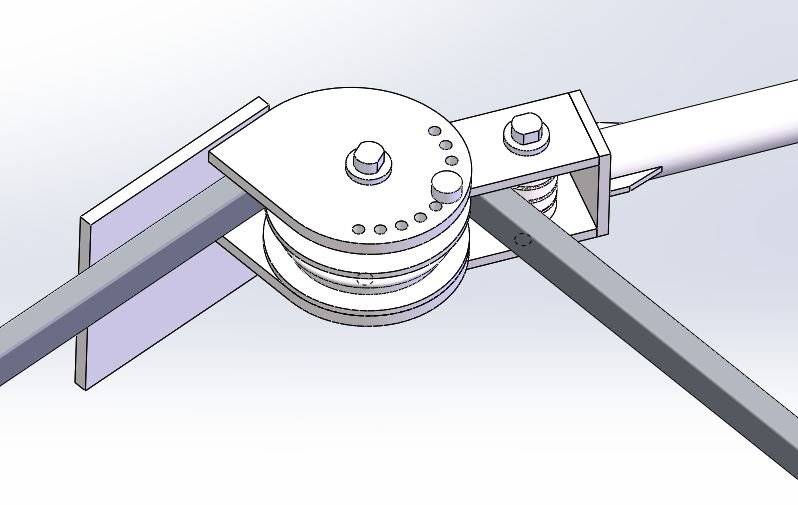
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Принцип работы трубогиба
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.
Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.


Пошаговый план сборки
Ручной трубогиб, позволяющий изменять форму профильной трубы, собирается путем выполнения следующих действий:
- подготовка каркаса, части которого соединены посредством сварки и болтов;
- установка оси вращения и роликов в соответствии с выбранным чертежом;
- работа механизма гибочного инструмента осуществляется посредством цепной передачи;
- также необходима ручка, крепящаяся к одному из роликов, с помощью которой будет обеспечиваться крутящее усилие.
Конечно при сборе следует руководствоваться и типом материала, с которым предстоит работать. Легкий, самый простой агрегат отлично подойдет для труб малого диаметра.
Технологическая последовательность изготовления аппарата выглядит следующим образом:
- с использованием шпонки на прижимном валу размещаются шестерни, подшипники и кольца;
- в кольцах проделываются отверстия, необходимые в установке прижимного ролика;
- после окончания подготовительных работ все детали конструкции собираются в соответствии с заранее подготовленным чертежом;
- в конечном этапе подвешиваются полки с закрепленными на них пружинами, а также устанавливаются боковые ролики, к одному из которых прикреплена ручка.
Существуют также некоторые нюансы при сборке. Так, прижимной ролик необходимо не только фиксировать с помощью шпонок, но и дополнительно прикручивать к полке. Данный вал следует монтировать к полке с приваренными заранее гайками для пружин.
Натянуть цепь поможет магнитный уголок, использующийся в качестве держателя. Домкрат необходимо устанавливать на подвесной платформе с применением болтовых соединений и сварки.
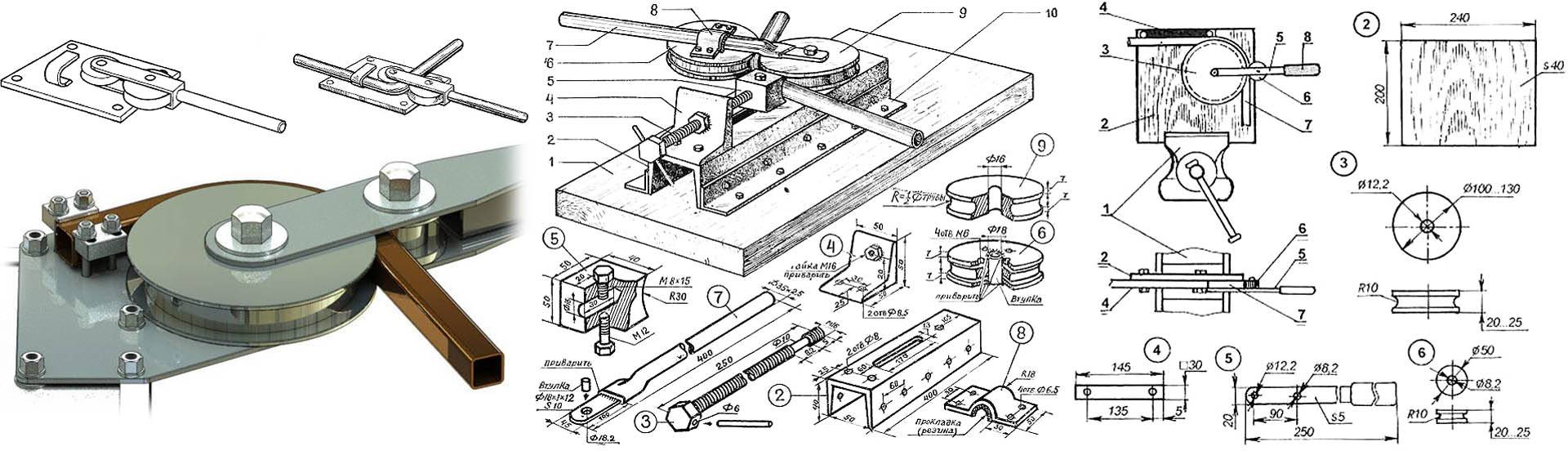
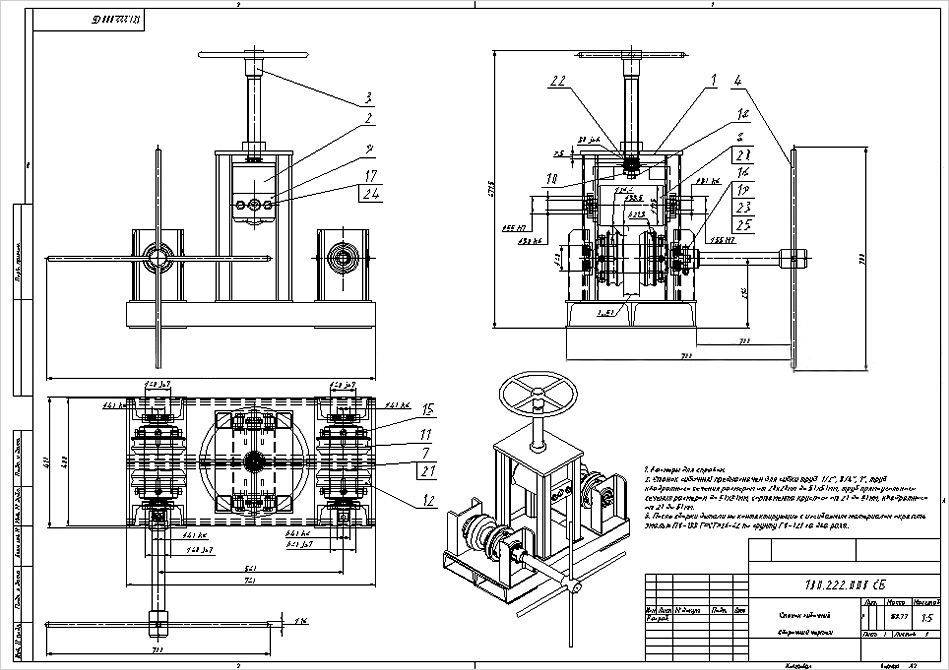
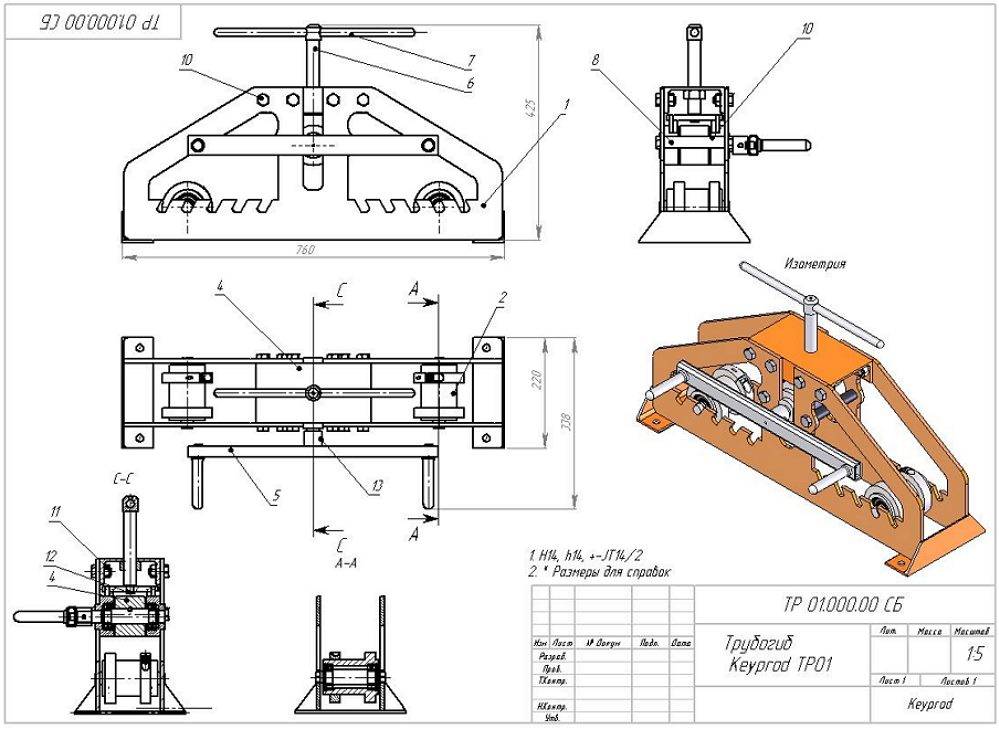
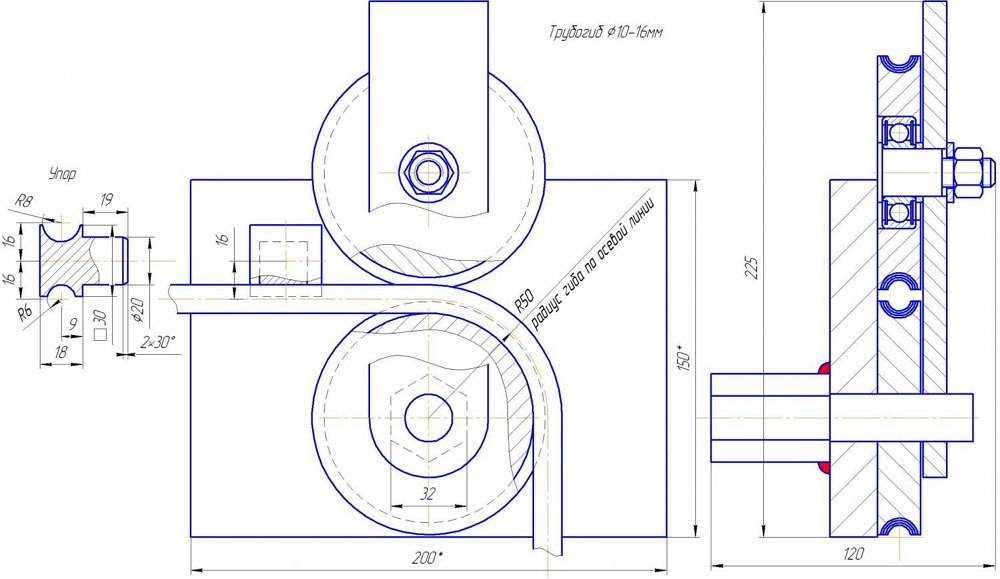
Чертеж трубогиба.
В интернете можно найти большое количество фото и видео, посвященных изготовлению трубогиба с гидравлическим приводом. Подобный агрегат оснащается гидроцилиндром, нагнетателем и упорами. Стоит сразу отметить, что данная сборка является более сложной и трудоемкой.
Обычно конструкция инструмента включает в себя:
- гидравлический домкрат с большой грузоподъемностью;
- башмак;
- два-три ролика;
- швеллер;
- толстые металлические пластины.
Выше приведены лишь самые главные составляющие, на самом деле сборка потребует большего количества деталей в зависимости от выбранной конструкции.
Сделать подобный агрегат можно по схемам из интернета.
В основном они включают в себя следующие технологические процессы:
- изготавливается каркас, на который будут установлены ролики и башмак;
- на нижнюю платформу, выполненную из металлической пластины, монтируется домкрат;
- самая трудная часть сборки – это подбор вальцов необходимого размера, чтобы они плотно прижимались к трубе;
- ролики и башмак фиксируются с помощью болтов, закручивающихся в заранее проделанные отверстия в соответствии с выбранной схемой.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
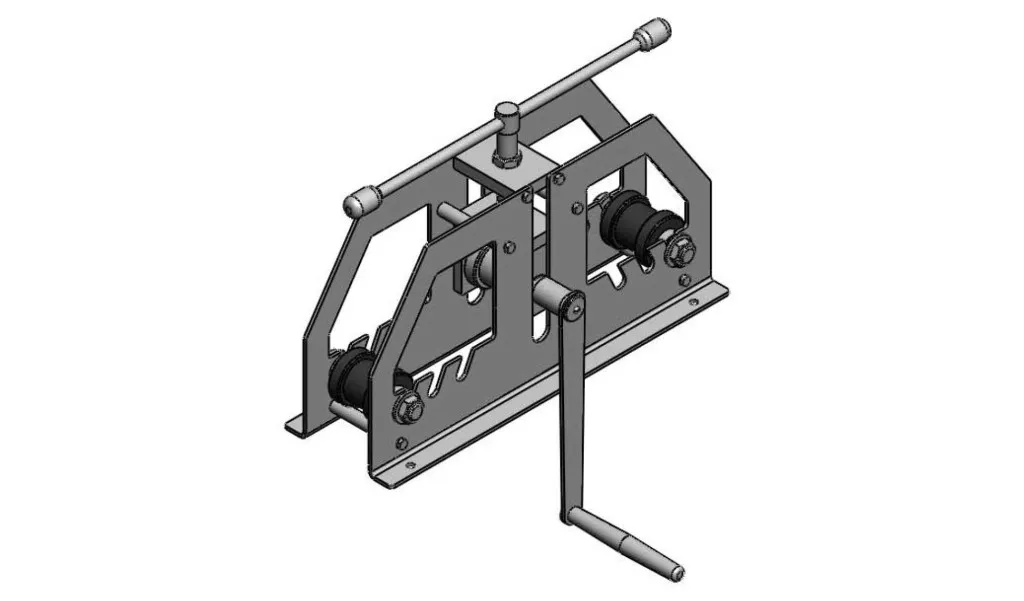
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
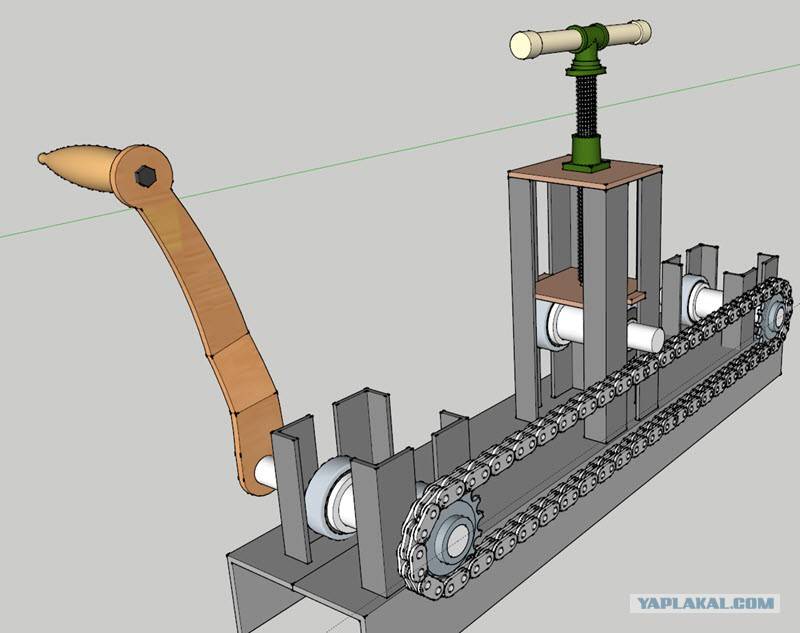
Самодельный трубогиб с электроприводом, сделанный своими руками
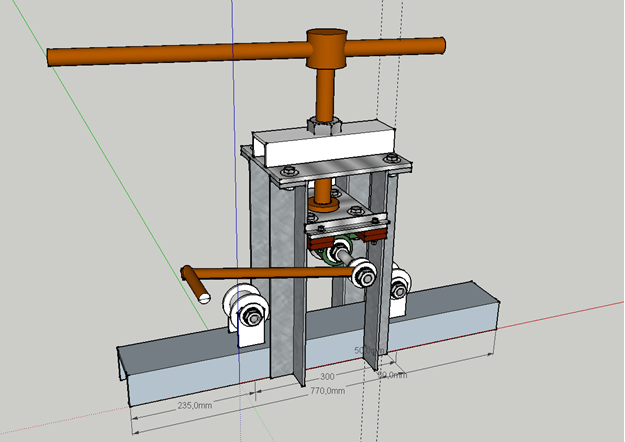
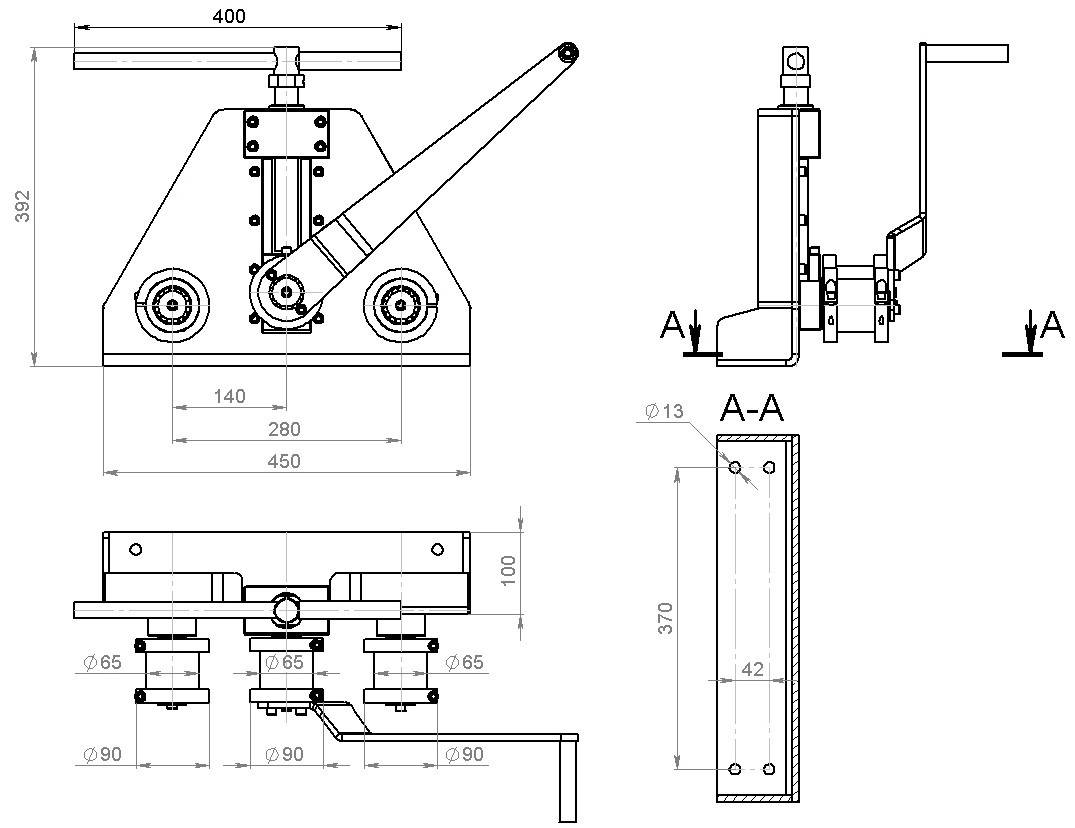
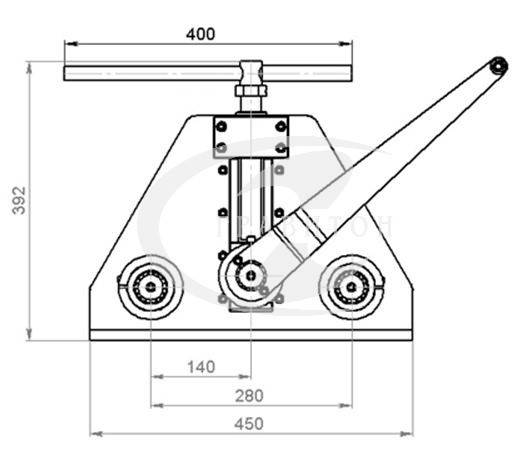
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
Чертежи валов
Чертежи валов Чертеж кольца
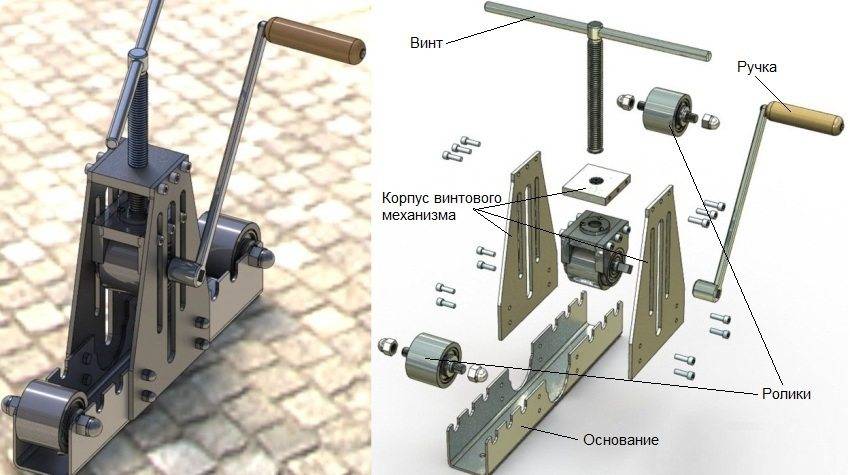
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
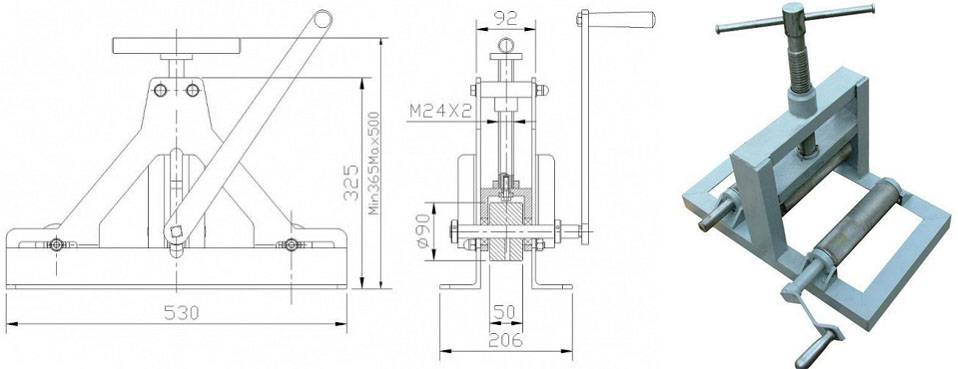
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.




Как сделать трубогиб своими руками: инструмент для изгибания профильной трубы
Самодельный трубогиб для профильной трубы имеет немного иную конструкцию. Это связано с назначением изгибаемой трубы – если в первом случае этот инструмент необходим для изготовления поворотов при прокладке трубопроводных коммуникаций, то изогнутая профильная труба применяется в основном в металлоконструкциях. Такое разделение в области применения обуславливает необходимость разных углов закругления – профильный трубогиб может изгибать квадратную или прямоугольную трубу по большому радиусу.
В связи с этим отличается и его конструкция. Она включает в себя три прокатных вала, два из которых закреплены стационарно и умеют лишь вращаться вокруг собственной оси и один подвижный, в задачи которого входит оказывать давление на трубу в месте ее перегиба. Этот трубогиб является более сложным с технической точки зрения инструментом, и изготовить его гораздо сложнее.
Самодельный трубогиб для профильной трубы фото
Станина такого трубогиба, как правило, собирается из швеллера или мощного уголка и представляет собой прямоугольное основание, установленное на опоры. На этом основании посередине конструкции монтируется подвижный вал, который посредством винтовой передачи может подниматься вверх и вниз. Именно благодаря этому подвижному валику и появляется возможность изгибать профильную трубу практически под любым маленьким и большим радиусом. При желании из трубы можно согнуть даже кольцо.
По обе стороны от центрального валика, слева и справа от него, на станине, располагаются неподвижные валки – они только вращаются вокруг собственной оси, облегчая процесс изгибания трубы. Кроме того, к одному из этих валиков подсоединяется приводной механизм – он может быть как ручным, так и электрическим. Вращение этого валика обеспечивает передвижение трубы между валами и, как результат, широкий радиус закругления трубы. Для увеличения возможностей самодельного трубогиба для квадратной трубы в инструменте можно предусмотреть смену местоположения стационарных валиков – это позволяет изменять угол изгибания трубы. Переставляя их ближе к центру или, наоборот, отодвигая, можно уменьшать или увеличивать угол изгибания.
Самодельный трубогиб для квадратной трубы фото
Отдельно хотелось бы сказать о самих валках этого инструмента. Просто гладкие катки здесь не подойдут. Их нужно оснастить ребордами с двух сторон – они не позволят трубе свободно гулять по валкам, что в значительной мере увеличит точность и плавность изгибания. В связи с этим возникает такой нюанс, как наличие отдельных сменных роликов для трубы различной ширины.
Что еще нужно знать, подходя к решению вопроса, как сделать трубогиб самому? Это то, как облегчить процесс изгибания металла. Здесь на помощь человеку приходит принцип переключения велосипедных скоростей – вращение передается от меньшей звездочки к большей. Если ручной трубогиб оборудовать таким приводом, да еще передавать вращение не одному, а сразу двум стационарным валикам, то прокатывать профильную трубу будет очень легко.
Как сделать трубогиб самому фото
Реализуется такой механизм достаточно просто – каждый из валков оснащается большой звездочкой, а малая устанавливается на отдельном вале, который оборудуется механизмом вращения. На эти три звездочки и натягивается цепь – для этого нужно будет предусмотреть четвертую звездочку, в задачи которой входит натяжение цепной передачи.
Как видите, самодельный трубогиб сделать одновременно и просто, и сложно – вся проблема заключается в необходимости изготовления специальных деталей. В основном их придется заказывать на заводе, а самостоятельно осуществлять лишь сборку гибочного станка. Но, как говорится, ничего невозможного нет – если хорошенько продумать конструкцию трубогиба и применить нестандартный подход к его изготовлению, то возможно обойтись и без сложных, а главное дорогостоящих токарных работ.
Автор статьи Александр Куликов





