

Гибка растяжением
Технология гибки растяжением, дает очень высокую точность
Что очень важно, при изготовлении трехмерной формы гнутого профиля . По схеме деформирования это скорее формовка, чем гибка
Поэтому этот метод часто называют формовкой растяжением.
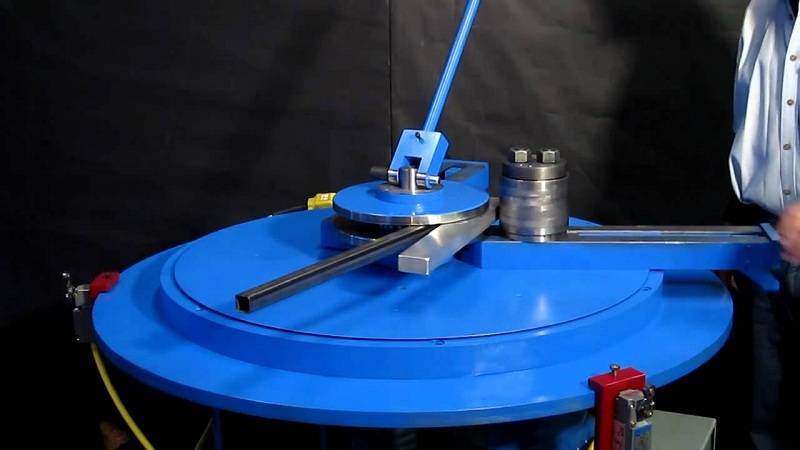
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.
Рисунок 3 – Гибка растяжением
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Приспособления для гибки труб
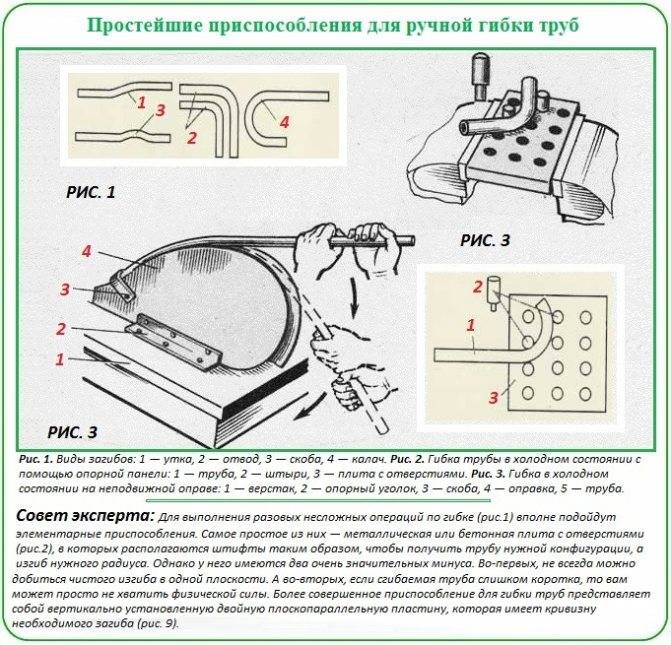
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
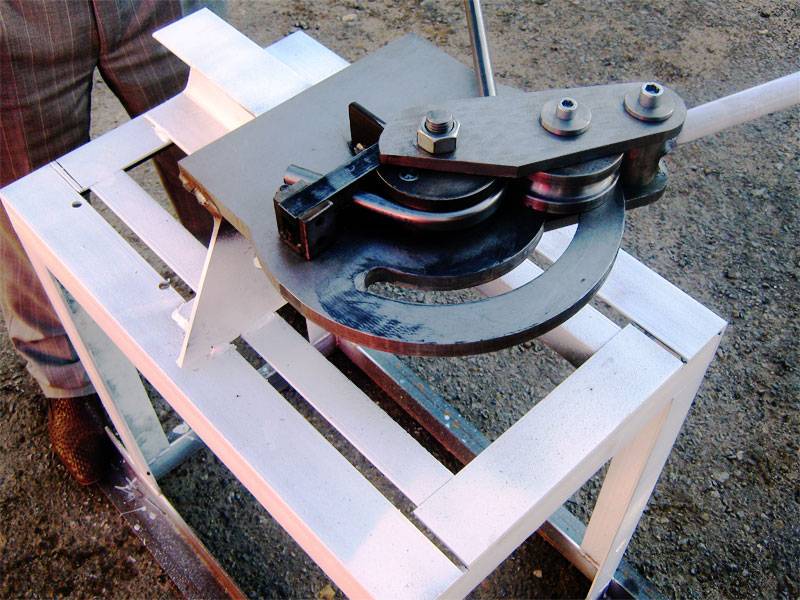
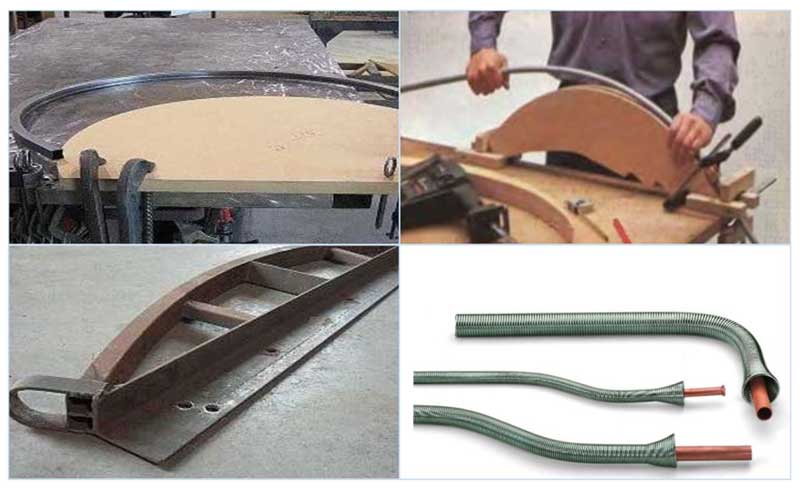
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
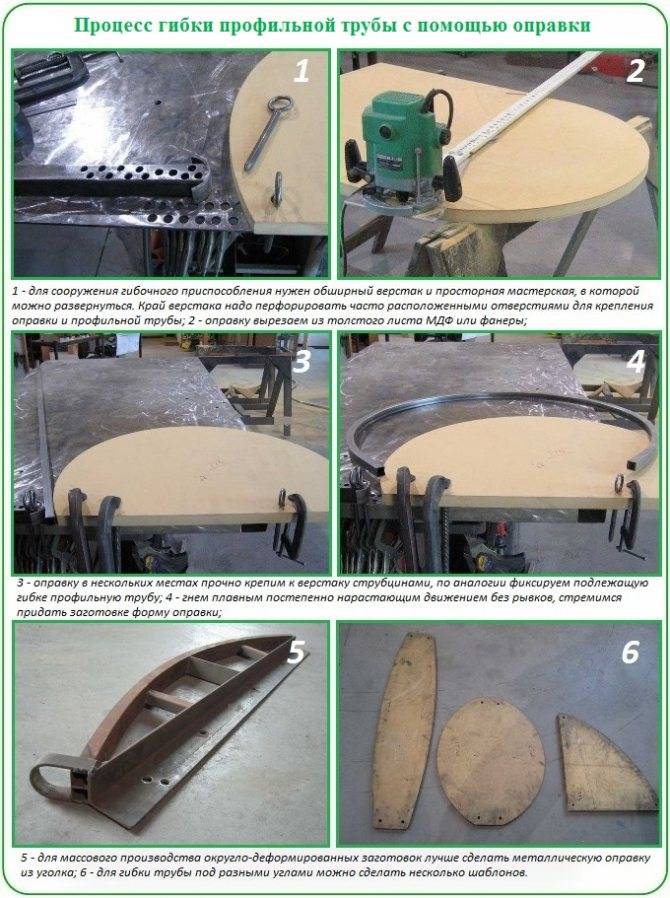
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.








Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
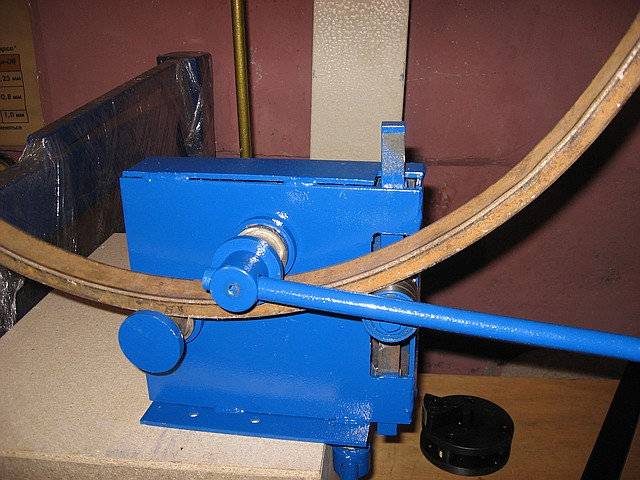
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Изготовление устройства для сгибания труб своими руками
Кроме приобретения изделия, есть и другие варианты: одолжить профессиональный трубогиб у знакомых или взять напрокат. Помимо этого, руководствуясь соответствующими чертежами для станка по гнутию профильной трубы, можно попытаться собрать инструмент самостоятельно.

Среди преимуществ собранного своими руками станка для загиба профильной трубы можно отметить:

Для сборки станка понадобятся следующие детали и элементы:
- уголки и швеллеры для создания станины, на которой будет зафиксирован основной механизм;
- подпорки для станка — возможны любые варианты: ножки из круглых и профильных труб, уголков и т.п.;
- сгибающие ролики (валы), которые может изготовить на заказ токарь;
- передаточные цепи и шестерни для создания на роликах вращающего момента (можно, к примеру, использовать составные части старого автомобиля отечественного производства – «шестёрки» или другого);
- устройство для натягивания цепи (тоже можно снять с машины);
- направляющие для роликов — для того, чтобы их получить, сваривают пару уголков;
- движущая составляющая для направляющих ролика — может быть сделана из профильной трубы с параметрами 40 на 20 мм;
- регулирующий винт;
- рычаг для приведения устройства в действие — его можно изготовить из любой металлической детали;
- болты для фиксации изгибающих роликов — под них необходимо сделать в швеллерах прорези, позволяющие путём изменения роликов регулировать параметр изгиба трубы.
Таким образом, имея все необходимые предметы и желание поработать руками, можно собрать собственный трубогиб без особых проблем.
Как согнуть профильную трубу без трубогиба
Согнуть трубу можно и в домашних условиях достаточно быстро и просто, при этом не прибегая к использованию трубогиба. Для это не надо использовать дорогостоящие и громоздкие инструменты и станки, но качество изгиба при этом получается довольно хорошим, а профиль сохраняет привлекательный внешний вид без потери своих свойств. Произвести это можно самостоятельно при помощи сварочного аппарата и болгарки. Работы проводиться по следующей инструкции:
- Изначально нужно правильно высчитать радиус закругления, оптимально подготовить предварительную схему, которая значительно упростит процесс работы, сделает его качественным и быстрым.
- На поверхности профильного изделия по длине участка, который необходимо изогнуть, необходимо выполнить равномерные поперечные пропилы с трех сторон. Производится это самостоятельно с использованием углошлифовальной машины.
- Далее нужно приложить некоторые физические усилия и согнуть трубу в необходимом направлении. Многие профессионалы рекомендуют её тщательно зафиксировать, чтобы изгиб был аккуратным, а труба располагалась в одной и той же плоскости. Сделать это можно, например, в тисках.
- При помощи приготовленного сварочного оборудования все пропилы завариваются в соответствии с техникой безопасности.
- Теперь места сварки нужно отшлифовать и тщательно обработать.
Такой технологией можно добиться максимально точных результатов без использования сложно и специализированного оборудования, которым является трубогиб.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу
Особенности гибки профильного сортамента
Кому-то может показаться, что согнуть профильную трубу по радиусу без трубогиба – занятие не сложное: сгибай ее молотком, как хочется, и все дела. Но, практика показывает, что согнуть данный металлопрокат не так легко. Сделать плавную выгнутую форму с сохранением всех характеристик трудно. Легче всего согнуть данное изделие, взяв на помощь специальный бытовой трубогиб.
Дело в том, что на профтрубу, при изменении конфигурации, влияет две силы:
- сжатие, которое оказывает воздействие изнутри;
- растяжение, действующее извне.
Когда неправильно гнут профтрубу, то она меняет свою форму, и теряет соосное расположение некоторых участков. Так же растягивающаяся стенка может просто не выдержать механического воздействия и придти в негодность. Помимо указанных проблем, может возникнуть неправильное сокращение и образование складок на внутренней стенке согнутой заготовки.
Не редко происходят случаи, что согнуть трубу из профиля по радиусу получается легко, но обрабатываемая деталь получается смятой. После этого она уже пригодна только на металлолом.
Совокупность этих факторов влияет на неоправданное увеличения расходов, чего серьезный хозяин никогда не допустит
Следовательно, не смотря на то, что данный трубный сортамент достаточно гибкий, не стоит спешить обрабатывать его, а перед тем, как гнуть профтрубу по радиусу в домашних условиях, важно детально изучить технологию. Об этом речь пойдет дальше
Пренебрегать технологией не стоит. Только вооруженному знаниями мастеру вопрос, как гнуть в домашних условиях профиль, не создаст больших проблем. Все рекомендации, как согнуть профильный металлопрокат правильно, даны профессиональными мастерами, которые изучали данную проблему на практике длительное время.
Виды изделий
Изделия профильного трубопроката представляются рядом металлических труб различной конфигурации в сечении поперечного разреза. Они могут быть самые разные, но отличные от круглой, то есть – нестандартной формы: овоидные и плоскоовальные, прямоугольные, часто имеющие квадратную конфигурацию с закругленными углами, и даже многогранные. Круглые используются узко – в основном для сооружения водопроводной и канализационной сетей.

Профили же квадратной и прямоугольной форм более востребованы на рынке. Благодаря тому, что на плоской стенке проще всего закрепить любой материал, они популярно используются при строительстве производственных и бытовых сооружений. Такой элемент имеет повышенную прочность и является ребром жесткости в постройке. Профиль отлично справляется с моментными нагрузками (нагрузками на изгиб), именно поэтому являются хорошим выбором в качестве использования при возведении металлического каркаса построек различного предназначения.



Изделия выпускаются широким рядом размеров, в зависимости от типа металла: например, медную возможно найти в ряду толстостенных профилей большого значения площади разреза, в отличие от алюминиевых. Мебель же производят из тонкостенных прокатов из «нержавейки». Материалом для изготовления чаще всего становится высоко- или низколегированная сталь. Квадрат-трубы отличаются друг от друга по способу производства: бывают электросварные, холодно- и горячекатаные, бесшовные. Особенностью сварки является наличие среды инертного газа, но существует и иной способ – индукционная сварка.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.









Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
|
Уголки из жести используются для закрытия углов, как внутри дома, так и снаружи,
в хозяйстве, для укрепления полок, углов ящиков и так далее.
Доверьте гнуть трубу настоящим профессионалам!
ООО «Металлоконструкции» (находимся в Москве) — мы гнем трубу любого диаметра, сечения. На нашем предприятии трудятся настоящие знатоки дела, имеющие внушительный опыт в сфере металлообработки. Наша технологическая база позволяет гарантировать скорость выполнения в сочетании с высоким качеством и точностью.
Наши услуги (так же на индивидуальный заказ):
- Гибка стальных;
- Гибка профильной трубы;
- Гибка нержавеющей круглой трубы;
- Металлообработка цветного проката.
В зависимости от материала и радиуса гиба, цельнотянутые трубы гнут холодным или горячим методом, с использованием наполнителя или дорна. Особенность металлообработки нержавеющих сталей заключается в изобилии сплавов с разными характеристиками. Визуально незаметные дефекты: овализация, складки в виде гармошки – оказывают влияние на скорость движения потока, давление, могут ускорить процессы коррозии. Наши специалисты учитывают исходные характеристики и область применения материала, а технологические процессы осуществляются под цифровым контролем.
У нас есть все необходимое для выполнения металлообработки любого уровня сложности и точности. Мы режем и гнем трубу из следующих материалов:
- алюминиевая труба;
- латунь;
- медь;
- сталь и т. д.
Основным критерием при гибке трубы радиусом является относительное удлинение, этот показатель устанавливается стандартами для каждого сорта труб. Кроме этого специалисты анализируют соотношение диаметра и толщины стенки, радиус изгиба волокон в структуре сплава и другие характеристики.
Наши возможности:
- Получение крутоизгнутых изделий с гибом 1,5D и 3D;
- Гнутье труб большого диаметра;
- Работа с заготовками более 6 метров в длину;
- Изготовление сложных геометрических звеньев;
- При необходимости: точность загиба труб до 1 градуса;
- Полное соответствие заданию заказчика;
- Лицензии;
- Высокая квалификация сотрудников.
При выполнении работ возможно сочетание разных методов в рамках одного заказа. По согласованию с заказчиком выполним развальцовочные работы, в результате Вы получите готовые секции с формованной кромкой, которые сразу можно устанавливать на место.
Как согнуть профтрубу с помощью трубогиба
Смысл работы подобных устройств заключается в растяжке холодным методом. В процессе данной процедуры центр трубы смещается в сторону полученного изгиба, что исключает риск появления трещин и других повреждений на поверхности профтрубы. Трубная конструкция сохраняет прочность и другие немаловажные эксплуатационные показатели.
колесо прижимается сверху к трубев обратном направлении.
Среди усовершенствованных моделей профилегибов можно выделить оборудование с электроприводом. На таком устройстве необходимо только нажимать кнопку, которая приводит профилегиб в действие, и удерживать профтрубу в нужном положении. Электрический профилегиб чаще всего применяют для гибки труб с большим радиусом.
Способы согнуть профильную трубу своими руками

Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.

Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
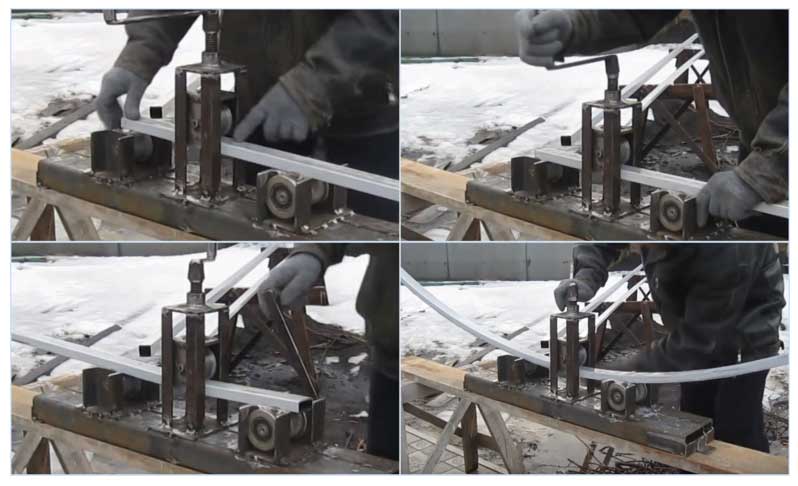
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.

Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.

Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Гибка профиля по радиусу холодным способом
Гибка трубы холодным методом может происходить с наполнителем и без него. Однако если внутренняя часть профиля будет заполнена, то изгиб будет ровнее. В качестве наполнителя обычно используется песок, канифоль или пружина. Метод с пружиной для холодного способа подходит лучше всего.








Холодный метод можно выполнить несколькими вариантами:
- Можно загнуть профиль вручную. Для этого она зажимается тисками вдоль оправки или прогибочной панели. После этого она аккуратно загибается с приложением усилия.
- Проще всего согнуть профиль ручным трубогибом. С этой задачей сможет справиться даже человек, не обладающих большой физической силой.
- Дорогой, но простой способ загиба – прокатка профиля на специальном станке. Его можно купить в готовом виде или собрать своими руками.
Каждый из описанных способов может применяться для прогиба трубы. Однако холодный вариант сильно уступает горячему методу. Так как велик шанс того, что изгиб получится неровным.
Гибка профильной трубы сложнее, чем круглой. Однако используя простые советы, можно справиться с этой работой и загнуть изделие на любое количество градусов.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.





