

Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 14.72%
Кирпичный дом 9.25%
Бревенчатый дом 5.92%
Дом из газобетонных блоков 18.12%
Каркасный дом 35.84%
Дом из пеноблоков 16.15%
Проголосовало: 2941
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:
- Муфтовая сварка.
- Пайка встык.
Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.
Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
Технология следующая:
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.








Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
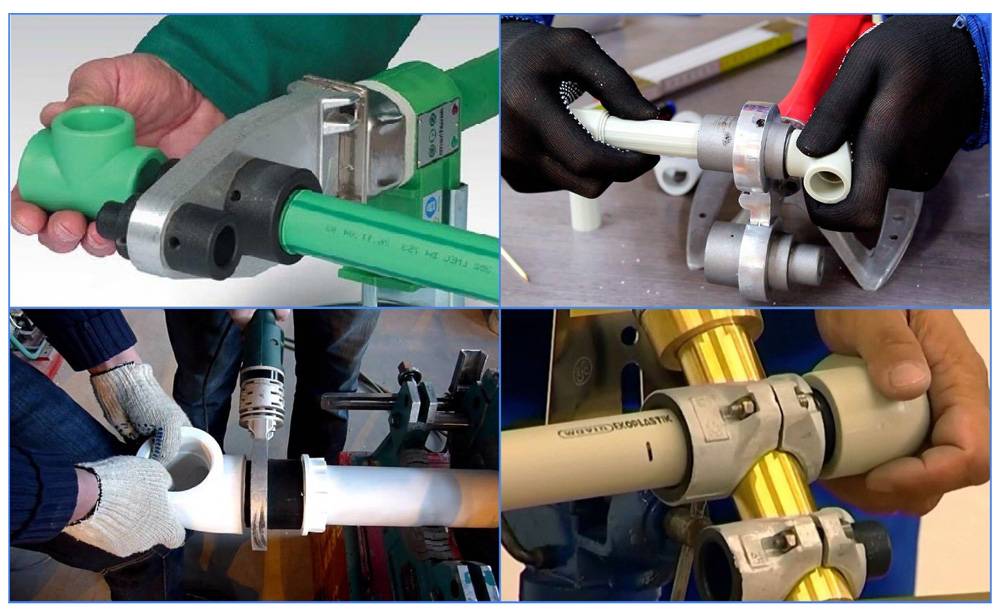
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Какое оборудование потребуется для пайки
Большинство домашних систем водопровода или отопления конструируется из труб наружного диаметра 16-63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих диаметру труб (подробнее: “Как устроен паяльник для труб ПВХ и как его использовать”).
Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.
Если же температура меньше установленной, трубы не достигают требуемой пластичной вязкости и соединение не будет являться однородным, соответственно, и достаточно надёжным: в частности, нельзя будет положиться на гидроизоляционные свойства такого шва.
Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.
Основные правила работы
Трубы из полипропилена соединяются между собой с помощью паяльника и специальных насадок. К ним относится дорн, плавящий раструб изнутри, и гильза для плавки поверхности снаружи.
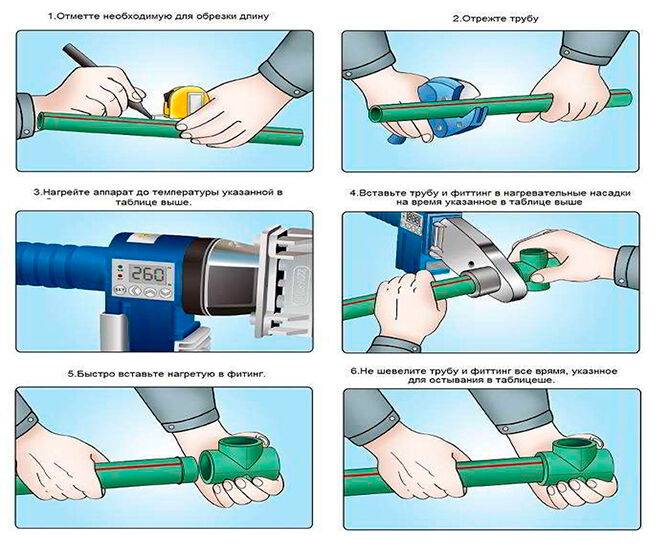
Как правильно пользоваться паяльником:
- Перед тем как начать сварку ПНД или ПВХ изделий, на паяльник следует надеть нужные насадки в зависимости от вида предстоящих работ;
- Спаивание нужно проводить, соблюдая определенную температуру, обычно инструмент греется в течение 13-15 минут, это зависит от температуры окружающей среды (при жаре время пайки уменьшается, а при прохладном воздухе – увеличивается);
- При температуре ниже 0 градусов пайка полипропилена с применением паяльника запрещена;
- Готовность аппарата к сварке оповещается индикатором;
- Паяльник для работы должен быть хорошо разогретым, иначе материал не станет пластичным и не схватится;
- Но при этом нельзя допускать перегрева аппарата, иначе материал может слишком расплавиться и потерять свою форму;
- Во время процедуры пайки паяльник должен быть все время включен;
- После каждой сварки паяльник очищается в еще не остывшем состоянии брезентом или деревянными скребками.
 Выполнять спайку труб нужно в перчатках
Выполнять спайку труб нужно в перчатках
Паять пластиковые или полипропиленовые трубы нужно в помещениях с хорошей вентиляцией. Так как при их разогреве и плавке в воздух выделяются различные токсичные вещества, которые в определенном количестве негативным образом отражаются на здоровье человека.
Особенности и нюансы практического использования пропиленовых труб
Промышленность выпускает трубы для водопровода, газопровода, канализации, отопительных и вентиляционных систем. Стандартная длина для наружных работ – 5 погонных метров. Есть модели для внутренних работ – размером от 0.3 до 2 метров.
Диаметры полипропиленовых труб определяют по таблице в пределах от 40 до 150 и больше миллиметров.
Чаще всего встречаются многослойные полипропиленовые трубы: два наружных слоя – полимер, внутренний – стекловолокно, средние – алюминиевые прослойки.
Механические свойства:
- Предельно выдерживаемая температура – 145°С;
- Плотность полимера – 0,9 грамм/куб см;
- Выдерживает нагрузку на разрыв – 25 ньютон/кв. мм;
- Предел текучести – до 50%;
- Теплоемкость – 2000 Дж кгС.
Плюсы и минусы в эксплуатации:
- В 9 раз легче металла – удобен в транспортировке, погрузке и монтаже;
- Срок службы от 50 лет и выше;
- Высокий уровень шумопоглощения;
- Металлическая часть полностью скрыта полипропиленом, поэтому устойчива к коррозии.
- Слабое противостояние ультрафиолету – наружные магистрали следует укрывать в траншеи или деревянные короба;
- Линейное тепловое расширение требует дополнительного устройства компенсаторов при разводке пластиковых труб.
Классификация:
| Код | Материал | Свойства | Целевое назначение |
| PPH | Гомополимер | Не переносит высоких температур | Для внутренних разводок канализации |
| PPB | Блок сополимер | Термоустойчив | Для теплых полов и водопровода |
| PPR | Рандом сополимер | универсальный | Для отопления и горячего водоснабжения |
Маркировка:
- PN 10 – для установки инженерных систем холодного водоснабжения.
- PN 16 – применяют для транспортных газовых магистралей или жидкостей до 60°С.
- PN 20 – для горячего водоснабжения и отопительных систем до 95°С.
- PN 25 – используются в промышленности для транспортировки пара и горячих смесей, а также в коммунальном хозяйстве, при обустройстве теплого пола и отопления.
На заметку: Расценки на трубы различны в зависимости от предназначения.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
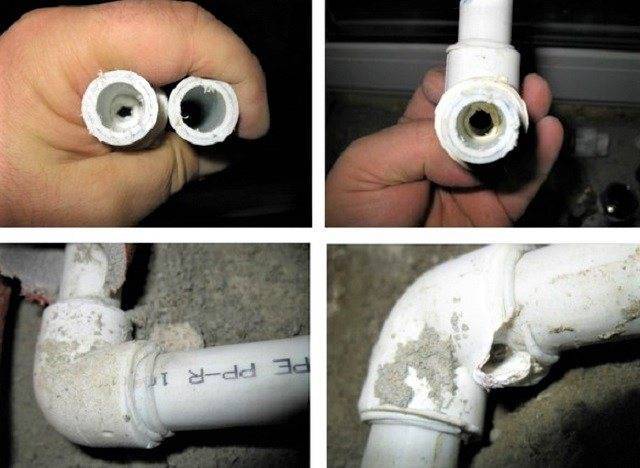
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
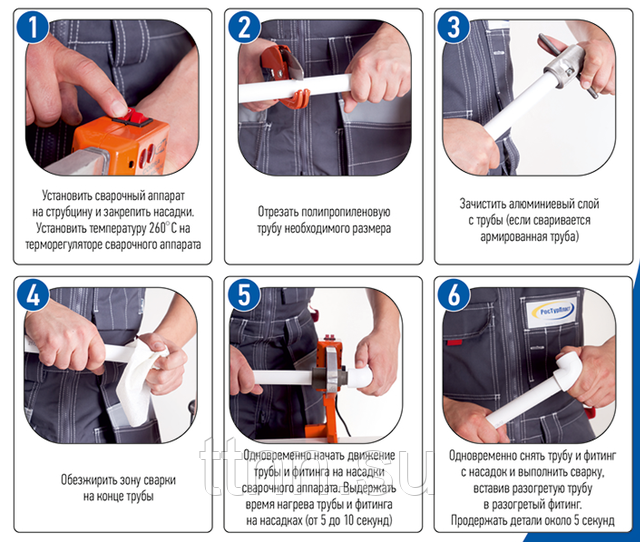
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.






Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Минусы материала
Один из недостатков полипропиленовых коммуникаций повышенная пластичность, делающая его склонным к деформации. В горячем трубопроводе под давлением такие элементы изгибаются и могут “уходить” в сторону.
Решается вопрос просто – достаточно закрепить трубу в нескольких местах у стены. В тех же целях полипропиленовые трубы делают более жёсткими, утолщая стенки, армируя их алюминиевой фольгой или стекловолокном. Таким образом получаются зачистные и незачистные элементы, которые применяют даже в системах обогрева.
Армирование повышает её жёсткость, выносливость к температурным перепадам, высокому давлению в системе, препятствует попаданию кислородных пузырьков в водный напор. Это пагубно сказываются на металлических водонагревательных приборах, ускоряя коррозию.
Требования к монтажу ↑
Самыми базовыми требованиями к монтажу такого рода системы отопления является наличие в ней основных элементов, соответствующего оборудования, комплектующих и крепежей:
котел – может являться элементом нагревания, а может быть сооружен сверху на источнике нагрева – каменной угольной печи;
трубы ПП – их функция транспортировать и обеспечивать эффективную циркуляцию горячей воды с подводкой к радиаторам;
радиаторы – являются непосредственными элементами обогрева помещения;
соединительная арматура – необходима при различных видах соединения полипропиленовых труб (это фитинги, переходники, тройники, крестовины и прочие элементы);
крепежи – такая оснастка нужна в любом монтажном деле, ведь без нее не обходится ни одна установка какой-либо трубопроводной системы (держатели, шурупы, дюбеля, фум-лента для уплотнения соединений и прочие материалы).
Для тех участков соединений трубопровода из полипропилена, где требуется сварка, нужны следующие приборы, материалы и инструменты:
специальный сварочный аппарат;
труборез, нож или кусачки;
шейвер для зачистки обрезанных краев труб;
Кроме тщательной подготовки всех необходимых инструментов, следует также помнить ряд правил, требований и рекомендаций, которые помогут в процессе работы с полипропиленовыми трубами:
- не стоит размещать трубы в местах, где находятся источники тепла превышающие нагрев до 130˚С (печи, обогреватели и прочее), иначе трубы начнут вздуваться в некоторых местах;
- разрезайте трубы на отрезки при помощи исключительно специальных инструментов: нож для резки труб, труборез или кусачки. Если не следовать этой рекомендации труба на ее краю от неправильного механического воздействия может треснуть;
- при разрезах труб из полипропилена придерживайтесь строго прямого угла – 90˚;
- разделение на отрезки ПП труб позволит продлить сроки их эксплуатации, а при необходимости оперативно осуществить ремонт;
- запаситесь большим количеством держателей, устанавливайте их друг от друга на расстоянии 0,5 метра и тогда ваши трубы не будут провисать, когда по ним будет течь горячая вода;
- перед началом работы все участки труб, крепежных соединительных элементов, оборудования нужно проверить на наличие различных загрязнений. Особенно это касается самих труб – внутри них ничего не должно быть;
- самой оптимальной температурой воздуха во время работы с полипропиленовыми трубами является температура не ниже 5 градусов тепла;
Видео о монтаже канализации своими руками, можно найти на странице со статьей: монтаж канализации своими руками.
Какой необходимо подобрать диаметр канализационной трубы для унитаза, смотрите в статье.
- старайтесь защитить полипропиленовые трубы от каких-либо механических воздействий (не роняйте на них ничего тяжелого, не ударяйте ими об твердые предметы и т.д.);
- для соединений не нужно самостоятельно нарезать резьбу на самих трубах – для этих целей существует специальные элементы – фитинги, которые уже имеют резьбу соответствующих размеров;
- используйте для надежности креплений и соединений фум-ленту;
- обязательно зачищайте края труб после их резки;
- после спайки дайте спокойно полежать деталям около 2-5 минут, чтобы материал полностью затвердел;
- следуйте всем инструкциями во время работы со сварочным аппаратом и выдерживайте необходимую температуру для спайки полипропиленовых деталей – не больше не меньше 260˚С;
- сварка ПП труб обязательно должна производиться в хорошо вентилируемом помещении, которое находиться отдельно от спален, кухонь, где в данное время живут люди. Иначе, не смотря на то, что дым быстро выветривается, можно получить отравление организма от вдыхаемого горячего полипропилена;
- после установки отопительной системы из полипропиленовых труб обязательно проведите тестовый запуск. В течение нескольких первых дней температуру воды нагревают постепенно, также не спеша увеличивают и нагрузку давления скоростей подачи в систему горячей воды. Лучше не торопиться, чем потом все переделывать.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.



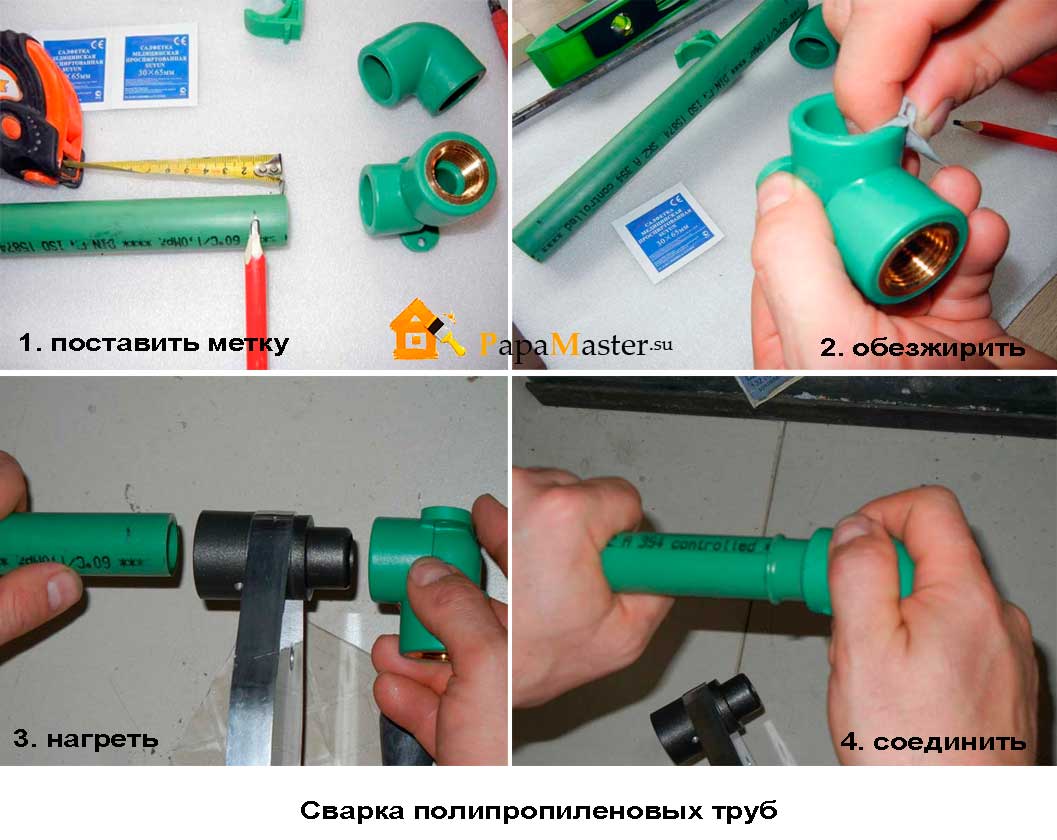





Фото — фитинги и прочие соединители для полипропилена
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Фото — правильное соединение
Видео: как паять своими руками полипропиленовые трубы
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена
Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Важная информация о полипропилене
Конечно, для того чтобы понять, как правильно спаять пластиковую трубу, достаточно подробной инструкции или видео урока
Однако иметь начальные знания о полипропилене и особенностях монтажа труб из него также важно
Итак, что нужно усвоить, прежде чем приступить к сварке пластиковых труб:
- Полипропилен плавится и теряет форму при температуре около 140 градусов по Цельсию. Однако многие изготовители указывают другую информацию для подстраховки – 95 градусов. Эта маркировка говорит о достаточной температурной устойчивости для применения в качестве водопровода горячего водоснабжения или в качестве труб отопления
- Полипропилен имеет значительный коэффициент удлинения при нагреве. Именно поэтому горячие полипропиленовые трубы имеют свойство провисать или идти волной при нагреве. Это может привести к серьезным повреждениям. Чтобы избежать этого, рекомендуется делать П-образные впайки. В этом случае труба не будет провисать и деформироваться – «ножки» буквы П просто сойдутся немного ближе друг к другу
- Армированные полипропиленовые трубы – также выход из ситуации с деформацией. Они в пять раз меньше удлиняются при нагреве. Но для создания оптимальных условий эксплуатации лучше всего также комбинировать прямые участки с П-образными вставками





