

Общие требования
4.1 Основные положения
4.1.1 При экструзионной сварке соединение свариваемых деталей выполняют путем подачи расплавленного присадочного полимерного материала в зону сварки, где он взаимодействует с поверхностями предварительно нагретого, как правило, горячим воздухом до расплавленного состояния материала этих деталей.
4.1.2 Экструзионная сварка, выполняемая с использованием присадочного полимерного материала, имеющего форму прутка или гранул, может производиться в ручном или полуавтоматическом режиме.
4.1.3 Форма поверхности сварочной насадки должна соответствовать форме сварного шва.
4.1.4 Для нагрева свариваемых деталей и присадочного прутка, кроме горячего воздуха, могут применять нагретые инертные газы.
4.1.5 Количество расплава присадочного полимерного материала, выходящего из сварочного экструдера, определяет максимальный размер сварного шва и линейную скорость сварки при соблюдении требований к предварительному нагреву соединяемых поверхностей.
4.1.6 Необходимое давление при сварке создается за счет свойств расплавленного присадочного полимерного материала, геометрических параметров сварочной насадки и воздействия сварщика на сварочный экструдер.
4.1.7 Экструзионная сварка может выполняться с непрерывной и с периодической подачей расплава.
4.1.8 Результаты сварки оформляют протоколом по форме, в соответствии с Приложением А.
4.2 Экструзионная сварка с непрерывной подачей расплава
4.2.1 При экструзионной сварке с непрерывной подачей расплава предварительный нагрев свариваемых материалов в зоне сварки осуществляют устройством для подачи нагретого газа (воздуха), которое является частью сварочного экструдера.
4.2.2 Расплав присадочного материала должен непрерывно выходить из сварочного экструдера и при помощи сварочной насадки прижиматься к расплавленным поверхностям соединяемых деталей (см. рисунок 1), заполняя весь объем разделки шва.
4.2.3 Скорость заполнения разделки шва расплавом присадочного материала должна совпадать с линейной скоростью сварки.
Рисунок 1 – Схема сварки с непрерывной подачей расплава с использованием оборудования I типа

Рисунок 1 – Схема сварки с непрерывной подачей расплава с использованием оборудования I типа
4.3 Экструзионная сварка с периодической подачей расплава
4.3.1 При сварочном процессе с периодической подачей расплава расплавленный в сварочном экструдере присадочный материал направляется в приемное приспособление, из которого поступает в предварительно расплавленную нагретым газом разделку шва, где под давлением пресс-инструмента формируется поверхность шва (см. рисунок 2).
Рисунок 2 – Схема сварки с периодической подачей расплава на оборудовании II типа
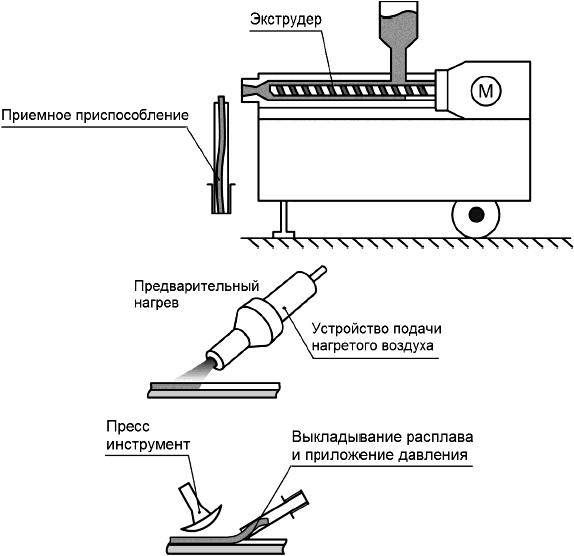
Рисунок 2 – Схема сварки с периодической подачей расплава на оборудовании II типа
4.3.2 Данный процесс сварки следует применять в случае ограниченного рабочего пространства и при невозможности проведения экструзионной сварки с непрерывной подачей расплава.
Монтаж стальных труб
На сегодняшний день, стальные трубы нашли широкое применение в различных коммуникациях жилищно-коммунальной сферы. Сегодня, сальные водопроводы используются как во внутренних технических, так и в подземных водопроводных системах. Главным преимуществом таких труб является – высокая прочность, позволяющая их использовать для перемещения высоконапорных носителей. Средний срок службы стальных трубопроводов систем водоснабжения и отопления составляет 35-40 лет. Монтаж отопления из стальных труб достаточно трудоемкий процесс, который может осуществляться тремя способами:
1. Завинчивание «труба в трубе» (герметичность резьбового соединения обеспечивает специальная уплотнительная прокладка).
2. Соединение при помощи фланцев различной формы (используют тройники, уголки, сгоны, муфты, крестовины и другие фасонные элементы).
Первые два способа используются в основном в труднодоступных местах, где нет возможности использовать сварочный инструмент. Но, к сожалению, прочность таких соединений не отличается высокой герметичностью, поэтому в большинстве случаев, как правило, используется сварка. Для монтажа трубопроводов жилищно-коммунальных инженерных систем применяют в основном дуговую или газовую сварку. Технология сварочного монтажа состоит из следующих этапов:
1. Подготовительный этап. На этом этапе работ осуществляется разметка, резка и очистка концов соединяемых труб. Для резки стальных труб можно использовать газовую или кислородную резку. После резки труб, обязательно производится тщательная зачистка их кромок. Для зачистки кромок используют стальную щетку, напильники или наждачный круг. Зачистку рекомендуется производить на расстоянии не менее 25 мм от места проведения сварки.
2. Исправление изогнутых деталей. Если в процессе резки произошла деформация деталей – производят их правку. Правку осуществляют на ровных плитах при помощи кувалды или приводного пресса.
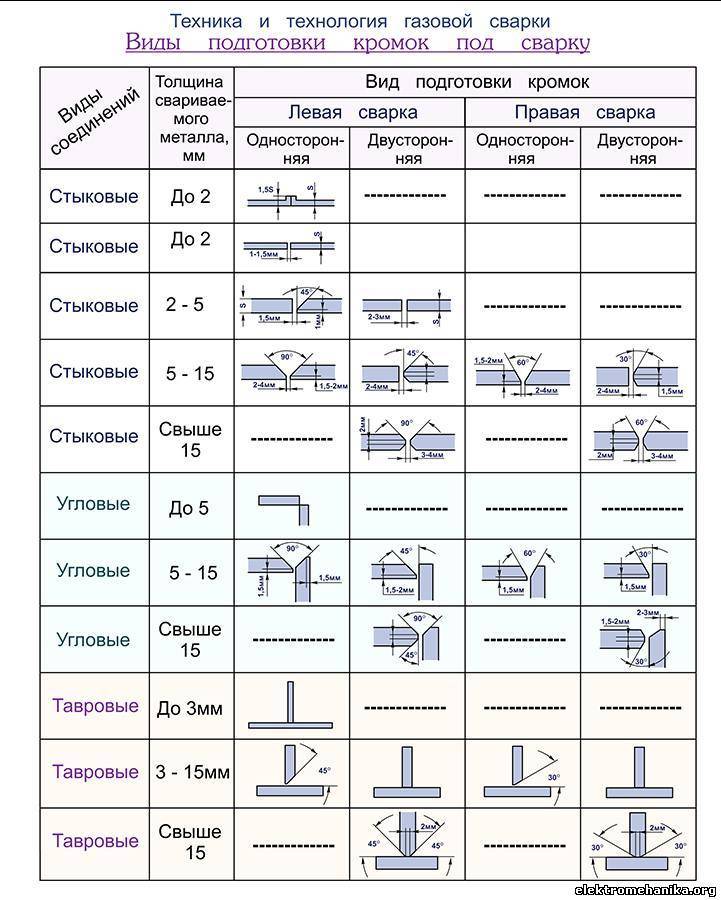
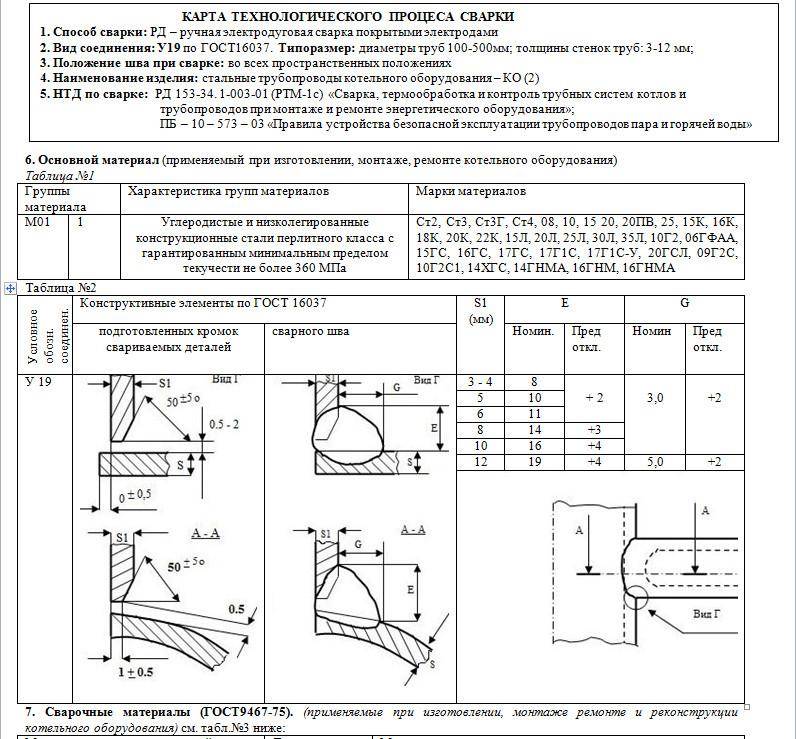
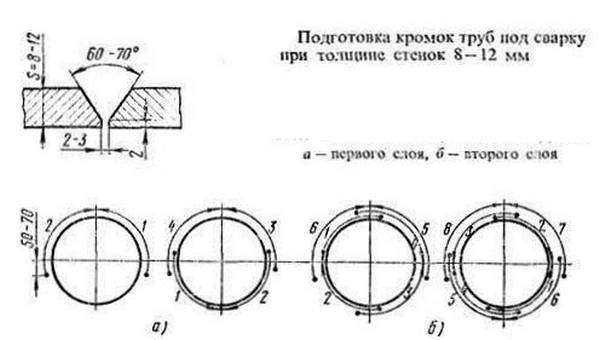
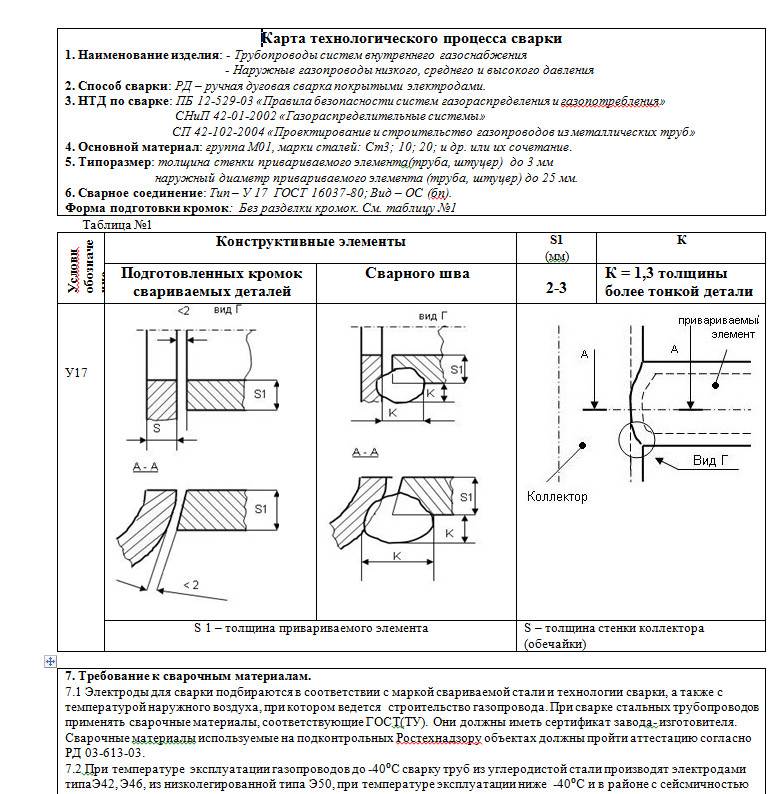
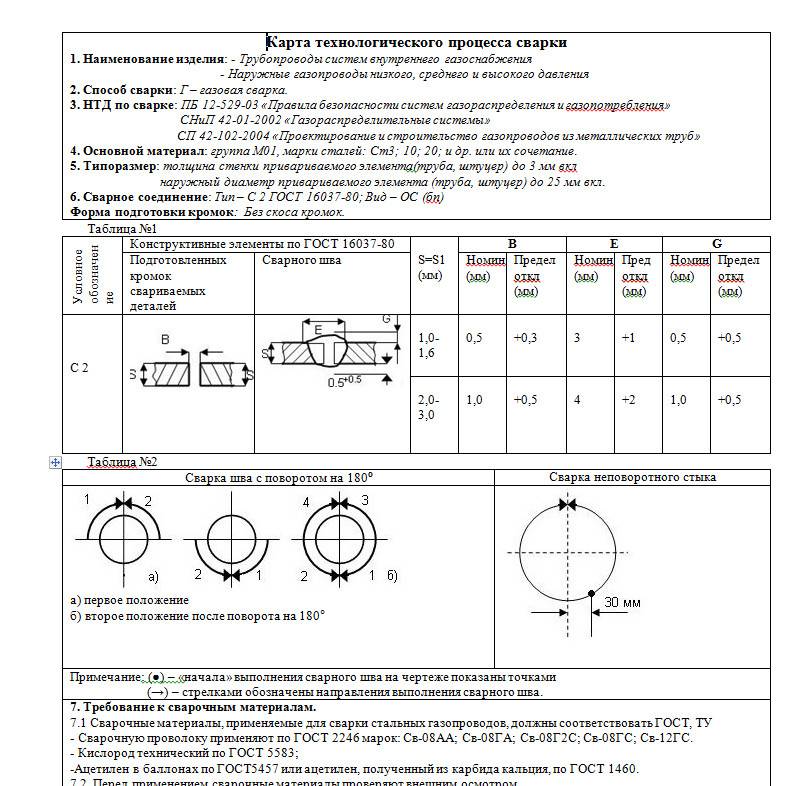
3. Подготовка кромок к сварке. Задача этого этапа работ – придать кромкам соединяемых труб такую геометрическую форму, которая обеспечит наивысшее качество сварного соединения. При толщине стенки трубы свыше 3мм, угол скоса для дуговой сварки должен составлять 30°-35°. При толщине стены трубы свыше 4 мм угол скоса для газовой сварки должен составлять 40-45°. Притупление кромок для дуговой сварки должно быть в приделах 1-3 мм, а для газовой – 0,5-1мм. При стыковке труб смещение кромок не должно превышать 3мм.
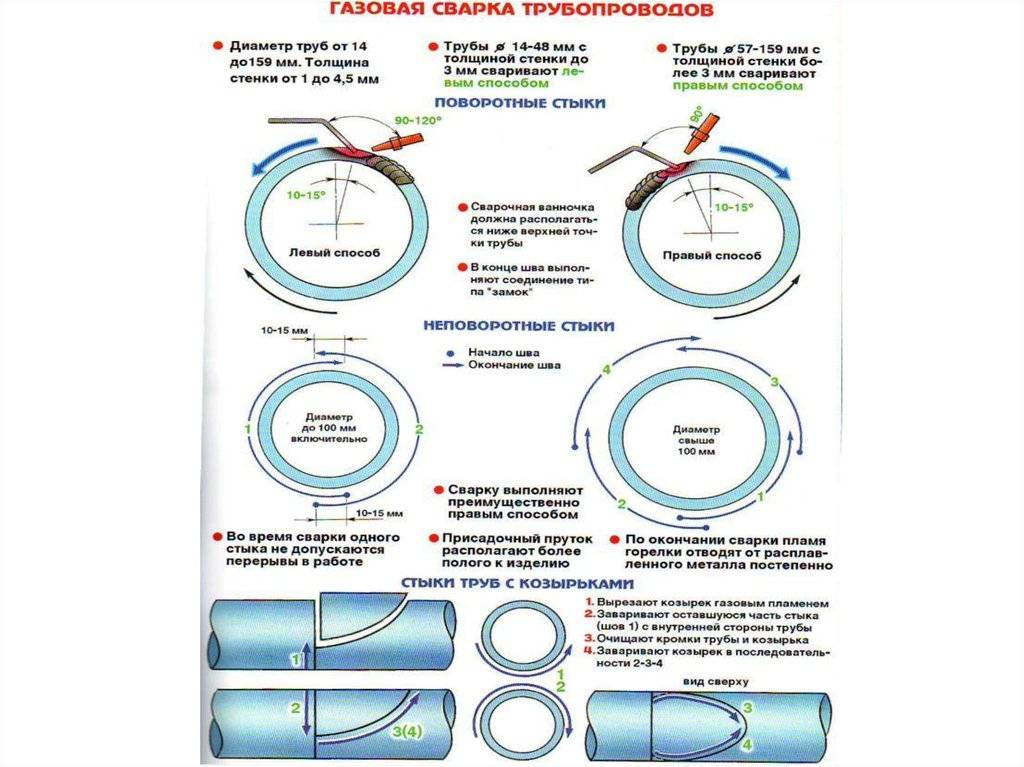
4. Сварка (дуговая или газовая). При дуговой сварке сварщик равномерно опускает плавящийся электрод на место соединения и производит колебание электрода для образования сварного шва. Газовая сварка осуществляется пламенем путем расплавления кромок соединяемых труб. Для того, чтобы расплавленный металл заполнил зазор между торцами соединяемых труб в этом же пламени плавят и присадочную половину. Для газовой сварки, как правило, используют кислород и ацетилен.
5. Отделка. После сварки, соединенные трубы нуждаются в окраске.
Наши специалисты произведут сварочные и монтажные работы любой сложности быстро и качественно.
Как стыковать трубы
Для сборки труб лучше всего использовать центраторы или специальные монтажные приспособления (к примеру уголки со шпильками которые привариваются к трубе).
Лучше всего использовать те центраторы, которые не привариваются к самой трубе.
В тех случаях, когда применяются электросварные трубы, нужно смещать продольные стыки на 100 мм или более. Если труба диаметром меньше 100 мм, то продольные стыки смещаем на длину равную трем толщинам этой трубы.
Установив трубы в центратор, соединение собирают на прихватки. Количество и размер прихваток зависит напрямую от диаметров соединяемых труб.
Когда трубопровод диаметром меньше 50 мм, то прихваток делают 2, размещая их на диаметрально противоположных сторонах. Если диаметр трубопровода в пределах 50-100 мм включительно, в этом случае делаются две или три прихватки, если попадает в диапазон 100 до 400 мм, то делаются уже 4 прихватки, а если больше 400 мм, то прихватки расставляются через расстояние указанное в таблице ниже.
Прихватки желательно выполнять электродами диаметром 2 – 2,6 мм (в крайнем случае 3 мм).
После того как прихватки выполнены их поверхность зачищают от шлака и брызг металла. Если на них видны недопустимые дефекты, то прихватку необходимо удалить и сделать заново.
Если необходимо выполнять сварку на подкладном кольце, то сборка будет выполняться следующим образом:
- Кольцо установите внутрь трубы.
- Прихватите его минимум в 2х точках снаружи и приварите к трубе.
- Зачистите выполненный шов.
- Надвиньте 2ую трубу на кольцо, зазор нужно выдерживать в районе 4-5 мм между швом и кромкой 2ой трубы.
- Приварите кольцо ко 2ой трубе.
- Зачистите предыдущий шов и производим заполнение разделки.
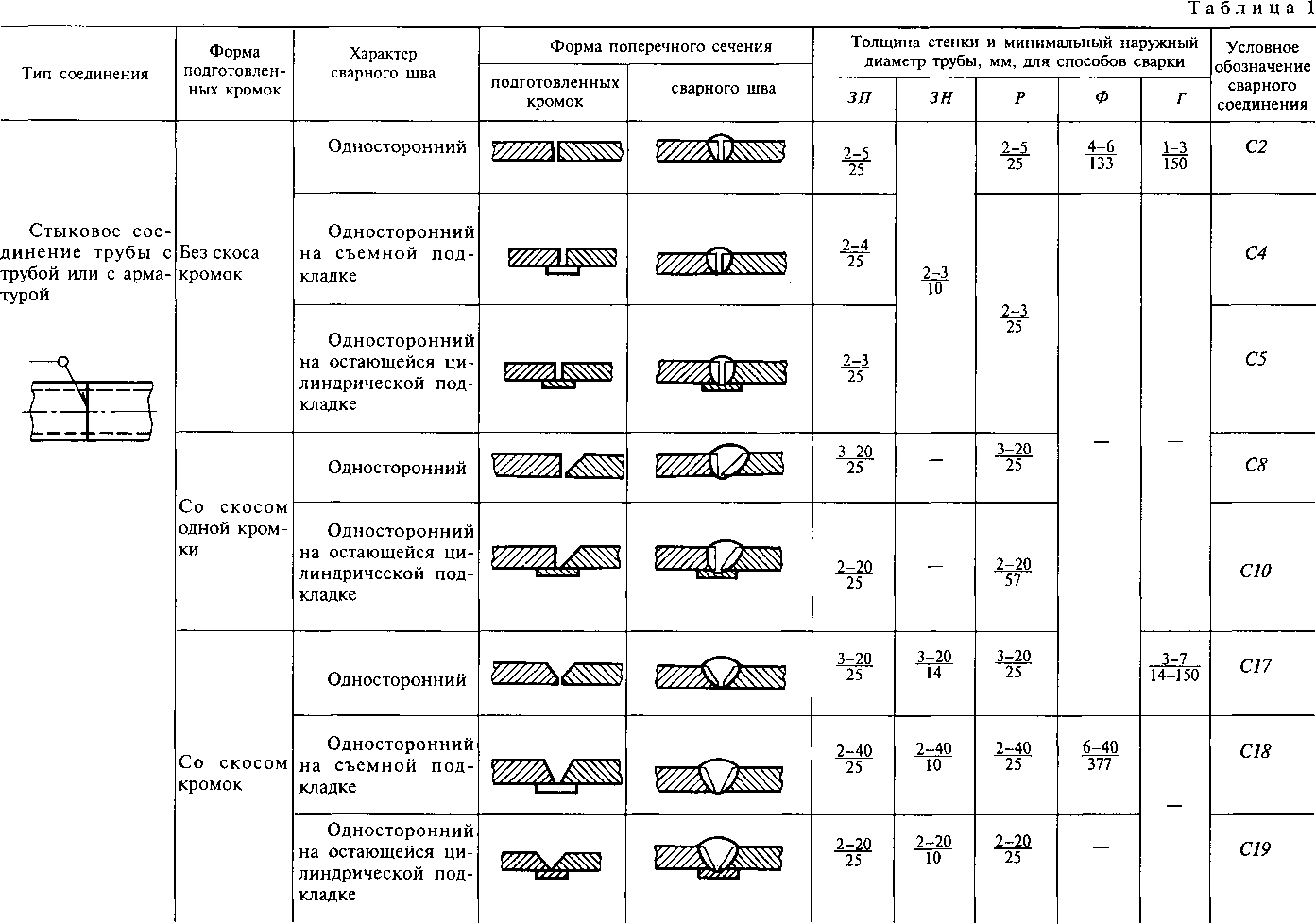
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
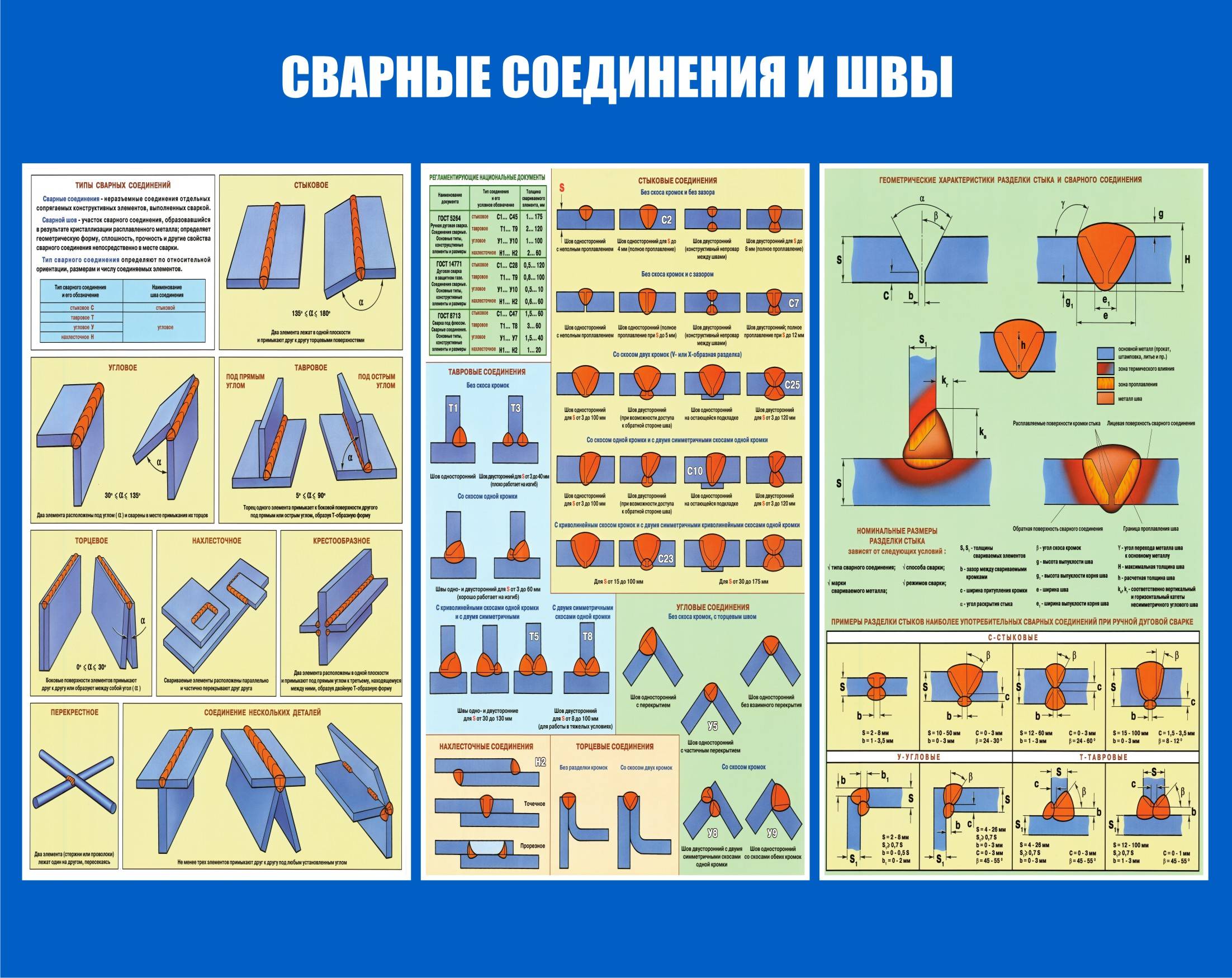
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
| Типы соединения | Способ сварки | Обозначение |
| Крестообразное | Контактная точечная | Кт |
| Дуговая (ручная) | Рп | |
| Механизированная прихватками | Мп | |
| Стыковое | Контактная стыковая | Ко |
| Ванная под флюсом механизированная | Мф | |
| Ванная с одним электродом в инвентарной форме | Рв | |
| Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке | Мп | |
| Ванно-шовная на стальной скобе | Рс | |
| Дуговая (ручная) с многослойными швами на стальной скобе | Рм | |
| Дуговая (ручная/механизированная) со швами со стержневыми накладками | Рн | |
| Нахлесточное | Дуговая ручная или механизированная | Рш |
| Контактная по 1 рельефу на пластине | Кр | |
| Контактная по 2 рельефам на пластине | Кр | |
| Тавровое | Дуговая (механизированная) под флюсом без присадки | Мф |
| Дуговая (ручная) под флюсом без присадки | Рф | |
| Дуговая (механизированная) со швами в среде СО2 | Мз | |
| Дуговая (ручная) с валиковыми швами | Рз |
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.


При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Технология выполнения ручной дуговой сварки
Как правило, большая часть работ при строительстве трубопроводов, проводится с использованием ручного метода дуговой сварки. Применяя этот способ, можно соединить отдельные детали в секции, выполнять переходы через преграды, производить сварку захлестов, сварку различных деталей и пр.
Технология выполнения сварочных работ этим методом зависит, прежде всего, от материала данного вида труб.
В зависимости от того, какой марки применялась при изготовлении труб, а также от условий, в которых будет использоваться трубопровод, выбираются приспособления для сварки труб и вид сварочных материалов.
После этого устанавливается технология сварочных работ, которая зависит от толщины стенки свариваемых деталей и от их диаметра.
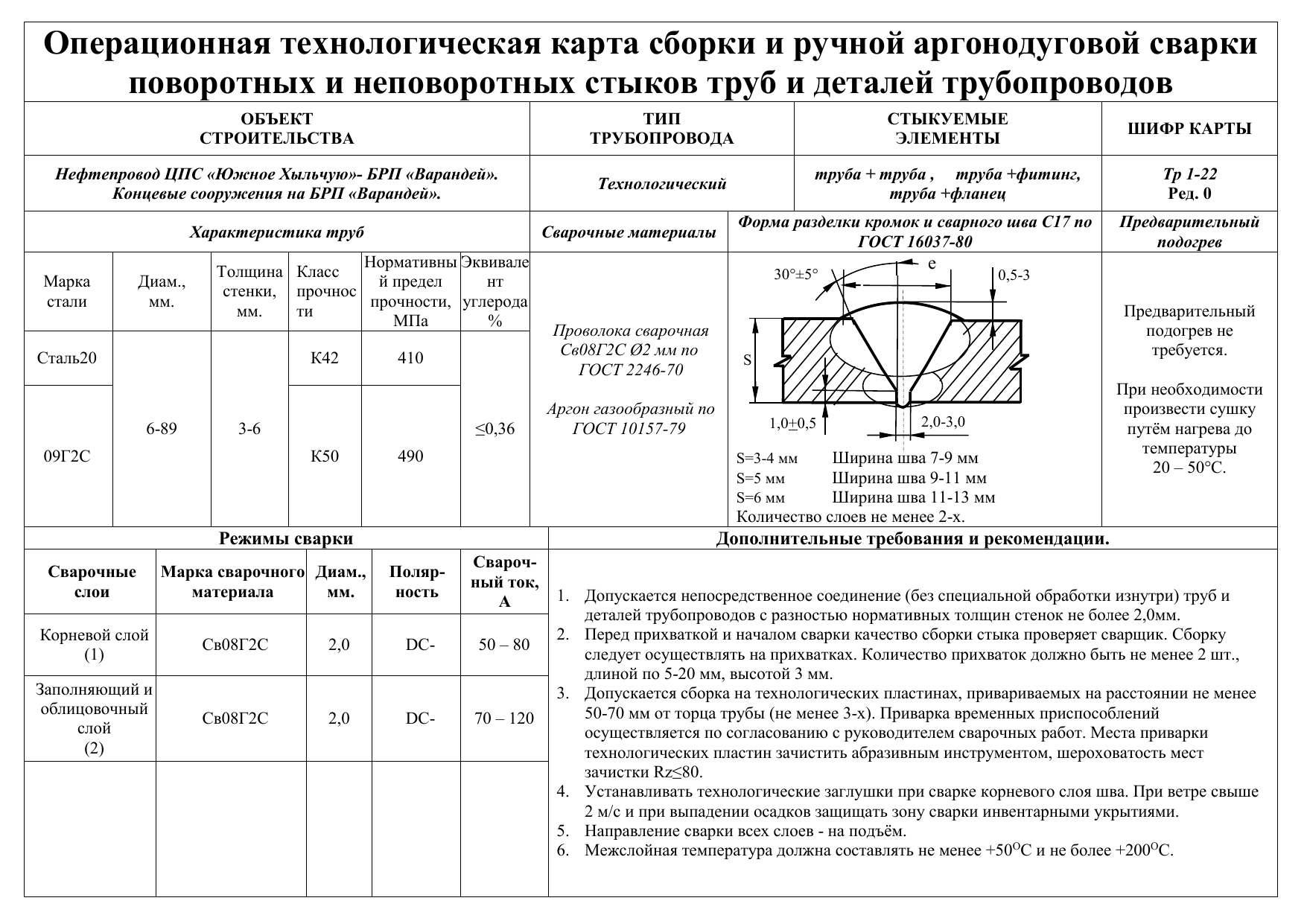
Основным правилом, при выполнении сварочных работ методом дуговой сварки, является требование к минимально возможному количеству слоев в шве. Так, если нужно сварить трубы с толщиной стенки не более 6 мм, то необходимо выполнять двухслойный шов. При большей толщине трубы допускается выполнение трехслойных швов.
Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, в результате которого должен образоваться равномерный по высоте валик.
Наружная поверхность этого шва должна иметь мелкочешуйчатую структуру и отличаться плавностью сопряжения с боковой поверхностью разделки.
Заполняющие слои сварного шва должны надежно проплавлять кромки деталей и сплавляться между собой. После выполнения каждого слоя необходимо проведения тщательной зачистки шва от образованного шлака.
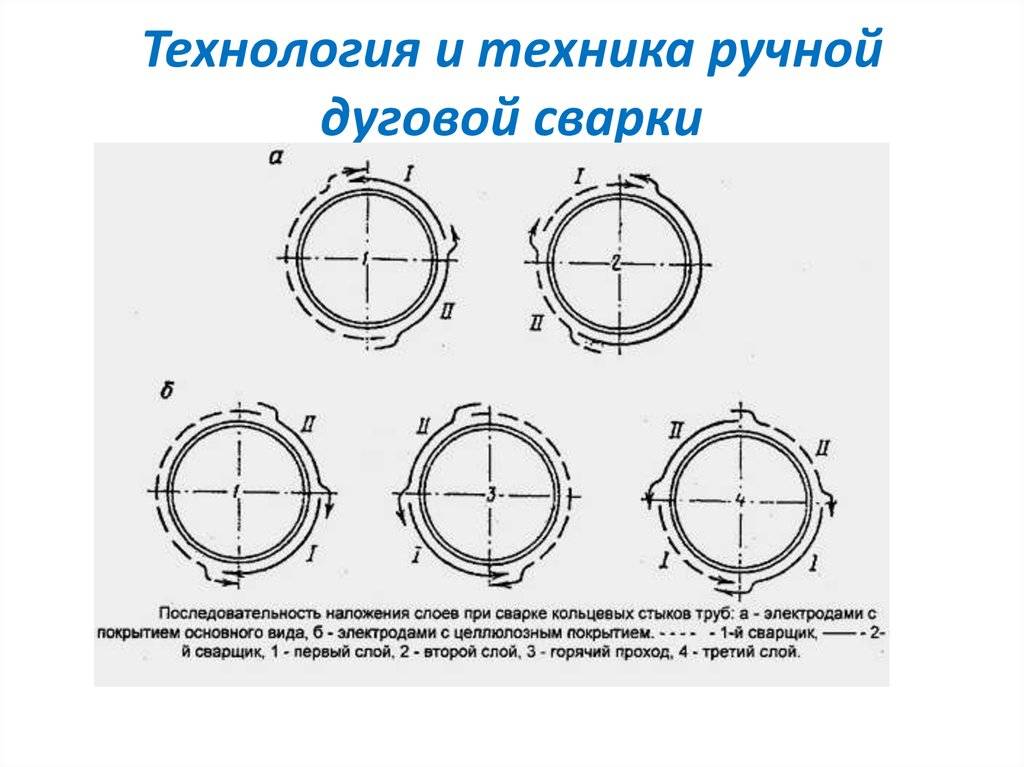
В зависимости от типа используемых электродов, можно выделить три наиболее часто применяемые схемы сварки.
Это:
- Сварка, выполненная с использованием электродов, имеющих основное покрытие;
- Сварка, выполненная с использованием электродов, относящихся к типу газозащитных;
- Сваривание корневого шва с использованием электродов газозащитного типа, дополненное выполнением заполняющих и облицовочных слоев с применением электродов, имеющих основное покрытие.
Таким образом, ответ на вопрос, как правильно сваривать трубы, используя ручную дуговую сварку, зависит от выбранной технологии.
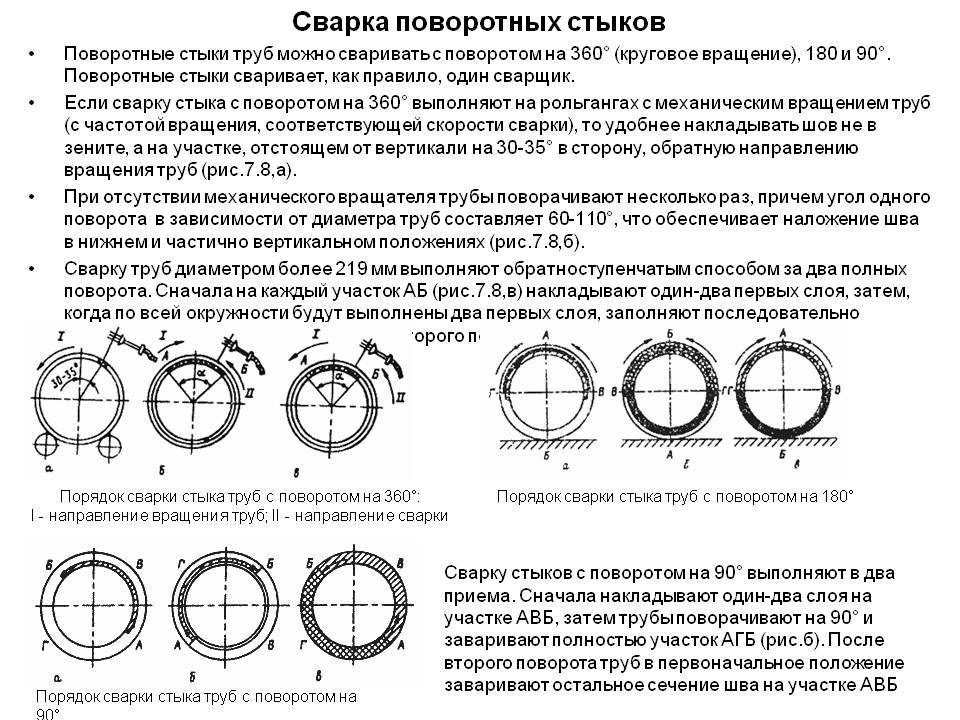
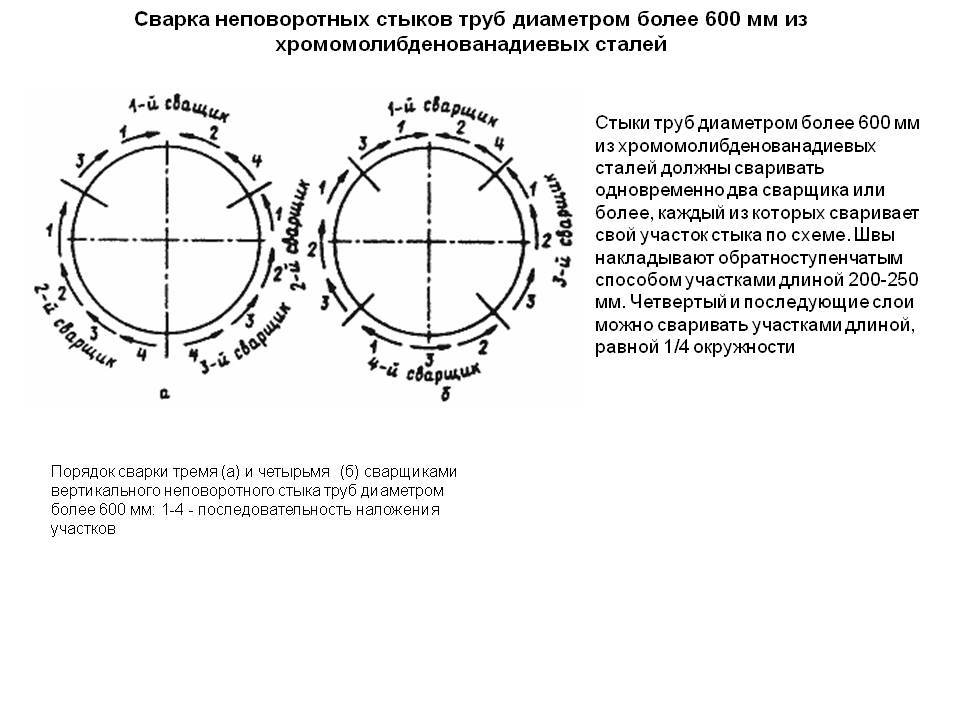
Так, при использовании электродов основного типа, как правило, швы выполняются по направлению снизу вверх с применением поперечных колебаний, размах которых зависит от ширины стыка. При выполнении работ на трубах большого диаметра одновременно работают до четырех сварщиков.
Сварка производится от надира по направлению вверх, при этом, в верхней части стыка необходимо обеспечить смещение замка примерно на50 мм от точки, расположенной в нижней части.
Если работает два человека, то работа первого ведется направлению (ориентируясь на циферблат часов) 6-9-12, а второго – 6-3-12. При работе вчетвером первая пара осуществляет сварку по направлению 6-9 и 6-3, а вторая, соответственно, 9-12 и 3-12.
При применении электродов, относящихся к газозащитному типу, коренной шов выполняется по направлению сверху вниз, при этом колебательные движения исключаются. Сварка труб электросваркой производится при постоянном токе, с опорой конца электрода на кромки труб.
Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Видео:
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Особенности проведения сварочных работ
Непосредственная технологическая карта сварка оцинкованных труб предусматривает определённые параметры проведения работ и рабочего процесса, который должен соответствовать регламентным положениям. Процесс варки должен предусматривать определённые характеристики, целью которых является предупреждение повреждения поверхности оцинкованного покрытия в процессе технологической сварки. Таким образом, электросварка оцинкованных труб предусматривает нанесение специального флюса на поверхность оцинкованного покрытия. Это позволит предупредить выгоранию цинка в момент проведения сварочных работ.

Сварка оцинкованных труб
Согласно методике сварки оцинкованных труб СП предусмотрены следующие этапы:
- В месте проведения сварочных работ, наносится флюсовое соединение, которое имеет жидко-вязкое технологическое состояние.
- В процессе варки, флюсовое соединение переходит в иную структуру, при этом происходит плавление, а флюс при этом не выделяет продукты горения, а также не испаряется, но сварка оцинкованных труб наносит вред здоровью, без использования специальных защитных приспособлений для оператора сварочного оборудования.
- По окончании технологической сварки, получается идеально ровный и крепкий шов в месте соединения. Поверхность полностью защищена от появления коррозионных процессов в дальнейшем.
Правила и нормы
Нужно понимать, что для такого сложного технологического процесса необходимые точные нормы сварки стыков трубопроводов, которые определяются по СНиП 2.04.08-87. Основные правила и требования:
- Монтаж подразумевает смещение крайних кромок трубопроводов. Для расчета этого показателя используется формула 0,15S + 0,5 мм. Где S – это толщина стенок трубы;
- Электродуговая сварка флюсом и электродами регламентируется ГОСТ 16037-80, если швы в неудовлетворительном состоянии – работа переделывается;
- Разрешается соединять кромки труб только с фасками до 5 мм;
- Ремонт и сборку в минусовую температуру проводить нельзя. Но при острой необходимости требуется подогрев монтажных материалов;
- Ручная сварка на толщине стенок от 6 мм производится двойным швом. Строительство на меньших размерах допустимо в один слой;
- Нормы времени, по которым проводится сварка металлических и пластиковых трубопроводов, определяется согласно ГОСТ к определенному материалу. Также большую роль играет мощность инвертора, которым проводится обработка.
Если требуется рассчитать показатель расхода электродов или других материалов, которые потребуются при соединении, то рекомендуем ознакомиться с данными ЕНиР ВСН 006-89. Для практического руководства, как производится сварка трубопроводов различного типа, необходимо ознакомиться со специальными брошюрами (Мустафин и прочие).
При этом также при желании можно посетить курсы сварочного дела (НАКС). В разных городах расценки на обучение разнятся. В среднем цена за обучение не менее 50 долларов за семестр.
ТОП-3 методики
Распространенная при прокладке различных трубопроводов метода состыковки зависит от размеров и подвижности деталей. Различают 3 методики ручной электродуговой сварки труб большого диаметра:
- электродами с покрытием;
- электродами в среде защитного газа;
- аргонно-дуговая.
Качество и состав соединяемого материала определяют режимы работы и значение тока:
- переменный;
- постоянный обратной полярности;
- постоянный прямой полярности.
Переменный ток применяют при сварке алюминия. Импульсная подача не позволяет дуге и металлу сильно разогреться и образовать прожоги.
Обратная полярность, когда на деталь подключают минус, дает больший нагрев и мощность. Металл трубы на стыке и электрод прогреваются сильнее.
Описание
Технология сварки трубопроводов ручная дуговая сварка обеспечивает наилучшее, прочное соединение. Для защиты шва от окисления используют флюс – обмазку электрода или среду газа.
При прохождении тока через стальной лист и электрод на его конце возникает электрическая дуга. Она начинает согревать кромки соединяемых труб и расплавлять их. Создается сварочная ванна из расплавленных металлов соединяемых деталей и электрода.
Рабочий направляет электродом жидкую ванну, смешивая металлы и создавая шов. Окислы и газы поднимаются на поверхность, образуя пленку. Шлак защищает горячий шов от контакта с воздухом и резкого охлаждения.
Инструкция
Зачистить кромки перед началом обработки, значит избежать внутренних дефектов. Следует проверить их угол разделки, выставить и зафиксировать в 3 – 4 местах, в зависимости от диаметра. Прихватки делаются той же маркой электродов, что будет производиться сварка корневого шва.
Следует соблюдать технику безопасности: одеть спецодежду, проверить исправность оборудования. Включив сварочный аппарат, настроить рабочие режимы.
Как варить трубы – Способы сварки
Способов сварки в настоящее время насчитывается более сотни, но на практике используется не более 4 методов. Основные из них мы и рассмотрим.
Ручная дуговая штучными электродами
Один из самых распространенных способов сварки трубы в монтажных условиях. Применяют его из-за простоты оборудования и широкой номенклатуры сварочных материалов.
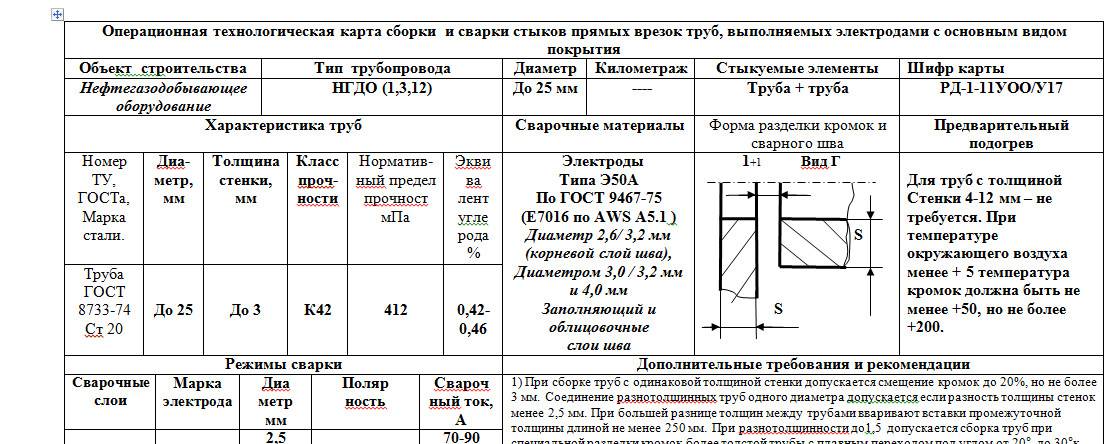
Этим методом варят все виды трубопроводов начиная с диаметра от 16 мм (хотя чаще с 25 мм) и толщины стенки от 2,5 мм (хотя чаще все-таки от 3 мм) и заканчивая несколькими метрами в диаметре и толщиной до 60-100 мм.
Сварку выполняют во всех пространственных положениях: нижнем, вертикальном, горизонтальном и потолочном.
Для выполнения процесса требуется лишь сварочный аппарат (инвертор, выпрямитель, трансформатор и т.д.) и электроды и все. Не нужно тащить больше баллоны с газом или дополнительно использовать флюс для защиты сварочной дуги и ванны.
Сварка в аргоне неплавящимся электродом
Сварка в аргоне (TIG сварка) применяется, когда нужно сваривать трубы из конструкционных или низколегированных сталей (черные стали) с малой толщиной стенки до 3,0 мм (1,8-2,0 мм самые часты толщины при работе с аргонодуговой сваркой).
Также данный способ применяют совместно с ручной дуговой сваркой, когда в среде аргона неплавящимся электродом варят корень шва, а заполняют и облицовывают уже ручной дуговой. Этот метод называется КРАД – комбинированная ручная дуговая сварка. Его применяют, когда к сварному шву предъявляются высокие требования и толщина соединения более 6 мм.
Сварку в среде аргона трубопроводов с толщиной стенки более 3 мм используют для сварки высоколегированных сталей, хромоникелевых и титановых сплавов, то есть там, где нужно обеспечивать высокую степень защиты металла в процессе сварки.
Полуавтоматическая сварка в газовой среде
Применение полуавтоматической сварки для трубопроводов чаще всего происходит на крупных производствах. Это обусловлено тем, что данный способ обеспечивает высокую производительность особенно в тех случаях, когда нужно проварить большие толщины.
С помощью полуавтоматической (mig/mag) сварки можно соединять толщины начиная от 2 мм и вплоть до да 60-100 мм.
Применение данного способа в полевых условиях нечасто, так как для него требуется достаточно громоздкое оборудование, в частности, газовый баллон, а также в процессе не должно быть сквозняков и порывов ветра. Иначе это приводит к выдуванию газовой среды и образованию дефектов.
Полуавтоматическую сварку можно выполнять не только в газовой среде но и с использованием порошковой проволоки. В данном случае повышается мобильность, потому что газовое оборудование более не нужно (если проволока самозащитна, так как есть порошковая проволока, которой тоже нужна газовая защита).
Использование самозащитной порошковой проволоки дороже нежели использование штучных электродов, хотя и процесс идёт быстрее, всё равно присутствует явное удорожание.
Под слоем флюса
Выполнение процесса под слоем флюса применяется тогда, когда необходимо сваривать большие диаметры и большие толщины. Данный процесс позволяет проваривать за один проход толщины до 10-12 мм. Он применяется при крупном строительстве или на производствах.
Способ является высокопроизводительным, но в то же время требуется дорогостоящее оборудование – трубосварочные базы, вращатели и сварочные головки.
Значение свариваемых деталей
Большую роль для получения качественного и прочного соединения играют свариваемые детали. Основное значение здесь имеет неоднородность толщины различных элементов конструкции, подлежащих объединению, шероховатость поверхностей, которые обрабатывают перед сваркой.
Данный государственный стандарт раскрывает следующие аспекты, которые нужно учесть при производстве изделия:
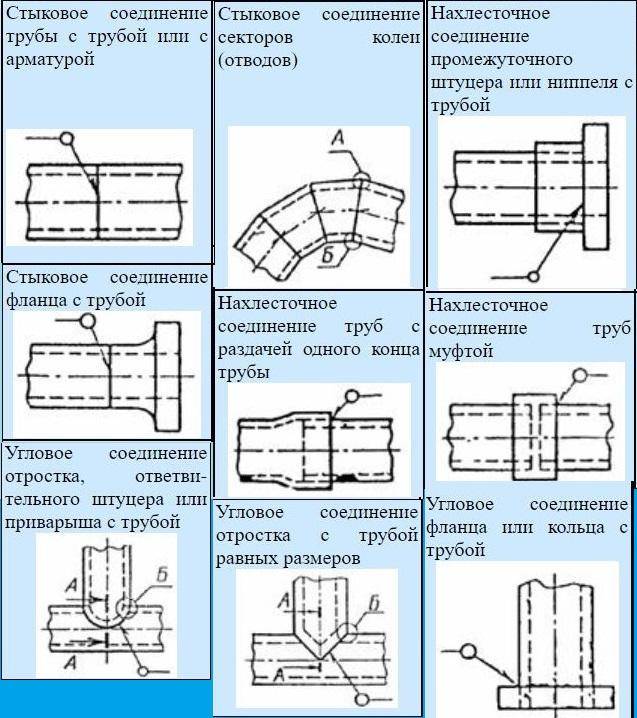
- При изготовлении тройников из стальных труб следует применять швы и типы соединений, заданные для отростков с трубами, а в случае сборки крестовин, переходов с трубами – соответствующие сборки трубы с трубой или же трубы с фланцем.
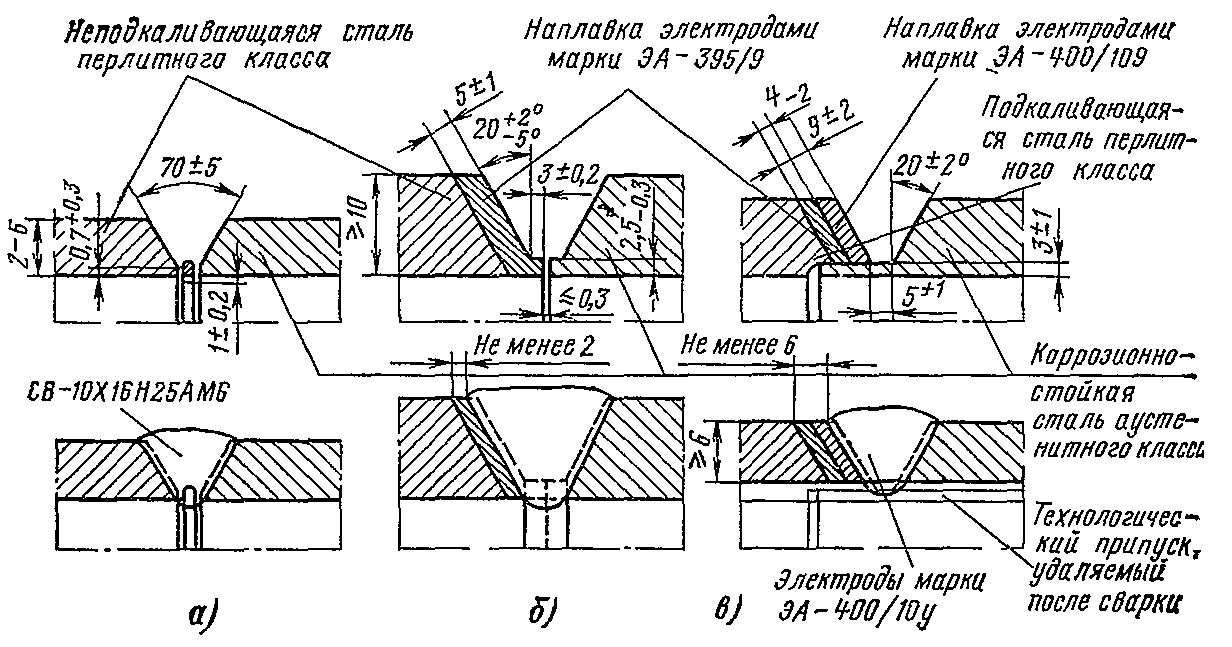
- Если толщина различная, однако не превышает значений разницы (см. табл. 1), допускается сварка таким же способом, как и для элементов одинаковой толщины. Тем не менее размеры шва, типы кромок необходимо выбрать по толщине большей детали. Чтобы переход от одного элемента к другому был плавным, допускается положение поверхности шва под углом.
- В том случае, если разница в толщине стенок соединяемых труб превышает значения, приведенные в таблице 1, то на детали, имеющей большую толщину, необходимо выполнить скос так, чтобы она соответствовала толщине более тонкой детали. Размеры сварного шва необходимо выбирать по детали с меньшей толщиной.
- Шероховатость поверхностей, подлежащих обработке, – Rz до 80 мкм.
- Подкладки, муфты, использующиеся при выполнении сварного шва, должны быть изготовлены из той же стали, что и свариваемые детали. Если же элементы из углеродистого металла, то возможно сделать их из стали 20 или 10.
- При выполнении контроля с помощью радиографии определяется зазор между свариваемой трубой и остающейся подкладкой – он не должен быть больше 0,2 мм. В случае если соединение не подлежит контролю радиографией, зазор не превышает 0,5 мм. До 0,5 мм и до 1 мм соответственно допускаются местные зазоры для обозначенных соединений.
- При сварке труб применяется расплавляемая вставка, зазор между ней и внутренней либо боковой гранью трубы не должен превышать 0,5 мм.
Таблица 1
| Толщина тонкой детали | Разница толщины |
| До 3 | 1 |
| От 3 до 7 | 2 |
| От 7 до 10 | 3 |
| От 10 | 4 |
Тщательная подготовка деталей до сварки и установление их соответствия техническим условиям этого ГОСТ позволит выполнить сварное соединение надлежащего качества.
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.
 Смещение кромок
Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
 Сборка под сварку. Измерение зазора в соединении
Сборка под сварку. Измерение зазора в соединении
Важно! При заниженном зазоре возможен непровар, при завышенном прожог
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
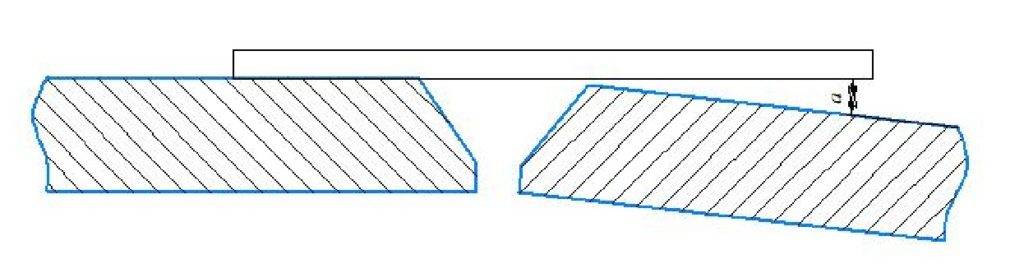 Перелом осей
Перелом осей
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.
 Расположение прихваток при сборке
Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Проверка стыковки труб по ГОСТу
Трубы в трубопроводе должны быть сварены встык, причем если трубы толстостенные, то нужно делать два шва – внутренний и наружный.
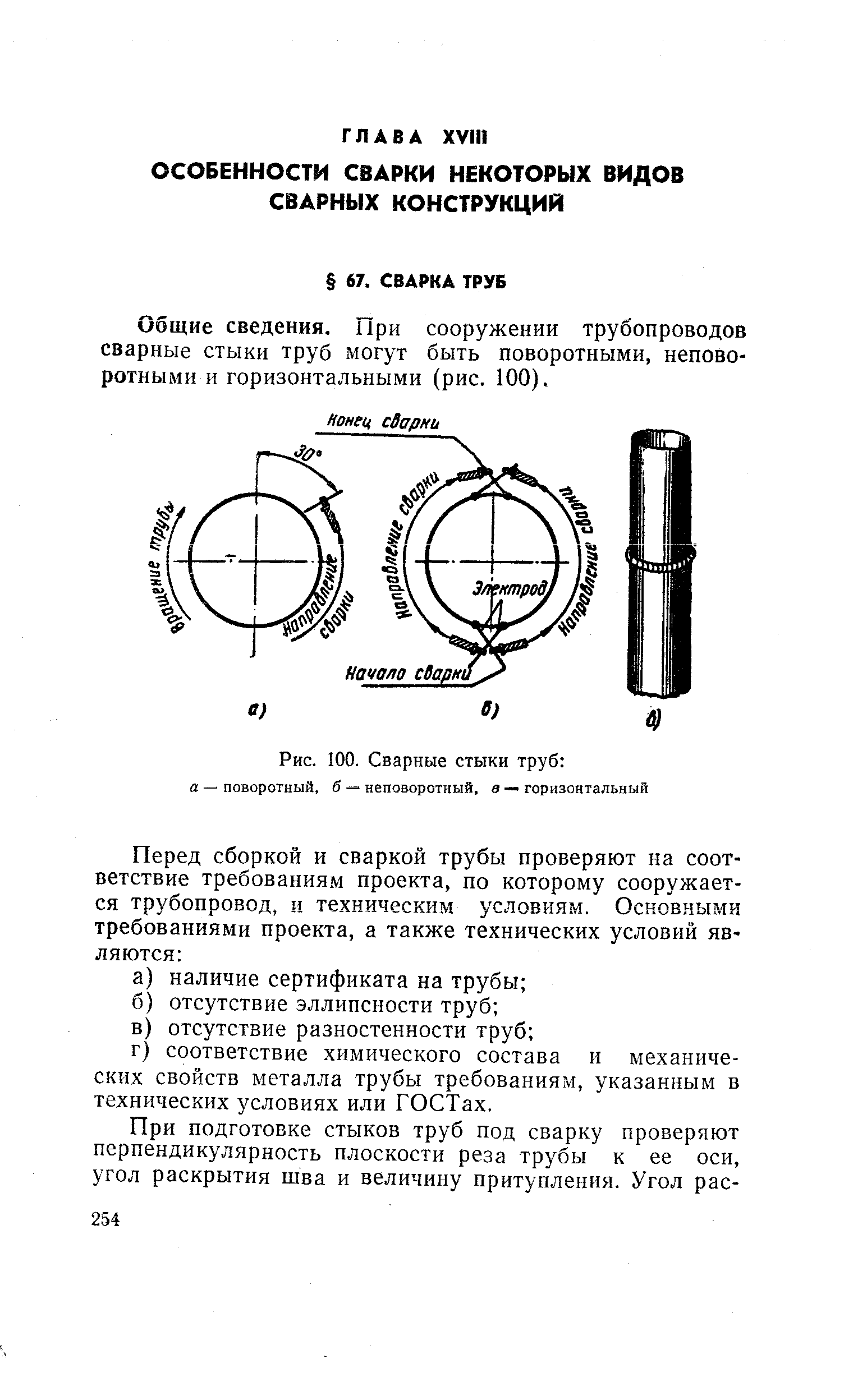
Если нужно выполнять поворотную сварку, а это именно то, что следует делать при соединении стыков труб, то лучше отдать предпочтение нижнему положению. Прежде чем начать работу, необходимо проверить трубы и остальные детали, чтобы их категория и другие параметры соответствовали ГОСТу.
Перед началом сварки трубопровода следует ознакомиться с рекомендациями специалистов и посмотреть обучающее видео
Проверке подлежат:
- Сертификаты и маркировка труб;
- Поверхность металла: она должна быть ровная, без каких-либо дефектов;
- Содержание углерода в металле – этот параметр позволяет подобрать оптимальный вид сварки;
- Параметры размеров деталей: длину, толщину, диаметр, кривизну, овальность.
ГОСТ 16037-80 регулирует параметры кромки труб и деталей. Стыки подготавливаются с помощью механической или термической обработки. Первая проводится труборезом, фаскорезом, торцевателем или шлифмашинкой. Для второй используют газокислородную, воздушно-дуговую или пламенную резку.
СПЕЦИФИКА

У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
Статус стандарта
Рассматриваемый нормативный документ был разработан в 1980 году. Это ясно из кодового обозначения стандарта, которое сформировано с использованием специальной системы, принятой для такого типа документации. В свою очередь, это значит, что анализируемый ГОСТ был составлен еще во времена СССР. Поэтому неудивительно, что он имеет статус межгосударственного: ведь он одновременно применялся во всех республиках, входящих в состав Союза.
Документ относится к группе B05. Согласно постановлению Госкомитета по стандартам СССР от 24 апреля 1980 г. N 1876 он вступил в действие 1 июля 1981 года. При этом в соответствии с протоколом N 5-94, принятым Межгосударственным советом по вопросам стандартизации, сертификации и метрологии, ограничения по сроку его действия были сняты. Теперь он может действовать в течение неограниченного времени – до тех пор, пока не возникнет потребность в серьезном пересмотре содержащихся в нем требований. На текущий момент он имеет статус действующего. В 1990 году для учета обновленных требований к этой категории продуктов в текст стандарта был внесен ряд изменений.
Основные дефекты сварных соединений
Дефекты после сварочных работ возникают при неправильной технологии ведения сварки, ненадлежащей подготовке и проверке материалов и несоответствии стандартам.
ГОСТ 30242-97 классифицирует возможные дефекты при сварке на следующие виды:
- Твердые включения. Могут быть из металла, шлака, оксида или флиса.
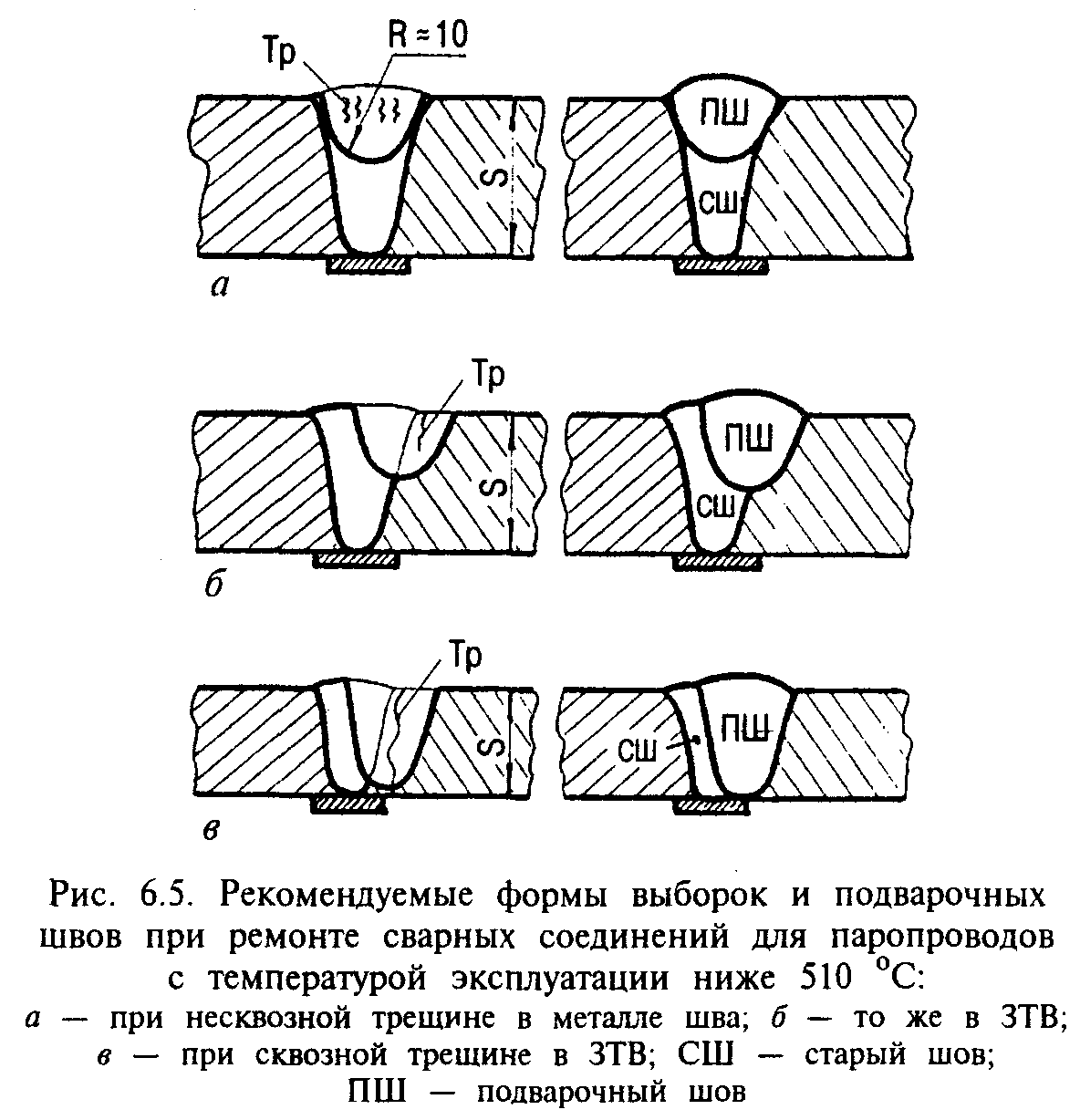
- Трещины. Подразделяются на поперечные, продольные и радиальные. Могут возникать как на сварном шве, так и на самом изделии. Могут быть единичными и множественными. Снизить вероятность возникновения трещин помогает предварительный прогрев заготовок при высоких температурах и медленное остывание металла после сварки.
- Полости. Они расположены на сварном шве цепочкой или скоплением. Обычно их образование вызвано выделением газа или усадкой при затвердевании.
- Неправильная форма шва. На шве возможно образование подрезов, канавок, прожогов, натеков и наплавов.
- Несплавленные и непроваренные участки.
Прочие дефекты – это повреждение металла, брызги и задиры.
Проверка стыковки труб по ГОСТу
Трубы в трубопроводе должны быть сварены встык, причем если трубы толстостенные, то нужно делать два шва – внутренний и наружный.
Если нужно выполнять поворотную сварку, а это именно то, что следует делать при соединении стыков труб, то лучше отдать предпочтение нижнему положению. Прежде чем начать работу, необходимо проверить трубы и остальные детали, чтобы их категория и другие параметры соответствовали ГОСТу.

Перед началом сварки трубопровода следует ознакомиться с рекомендациями специалистов и посмотреть обучающее видео
Проверке подлежат:
- Сертификаты и маркировка труб;
- Поверхность металла: она должна быть ровная, без каких-либо дефектов;
- Содержание углерода в металле – этот параметр позволяет подобрать оптимальный вид сварки;
- Параметры размеров деталей: длину, толщину, диаметр, кривизну, овальность.
ГОСТ 16037-80 регулирует параметры кромки труб и деталей. Стыки подготавливаются с помощью механической или термической обработки. Первая проводится труборезом, фаскорезом, торцевателем или шлифмашинкой. Для второй используют газокислородную, воздушно-дуговую или пламенную резку.





