

Как соединяют медные трубы
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.
Изучая то, как спаять медные трубы, важно помнить, что для надежного сварочного контакта температура плавления припоя должна лишь немногим уступать аналогичном параметру соединяемых трубок. Проводя самостоятельную пайку медного трубопровода, важно соблюдать особенную аккуратность
Лучше всего перед этим хорошо изучить технологию, как сваривать медные трубы.
Технология пайки медных труб
Паять или варить и отопления, кондиционеров и любых других устройств, достаточно несложно. Алгоритм выполнения такой операции выглядит следующим образом.
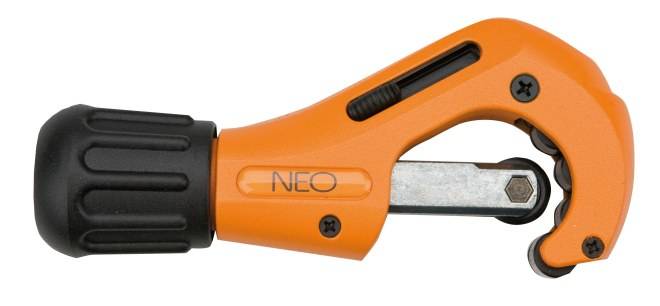
Сначала необходимо отрезать кусок трубы требуемой длины, для чего используется труборез
Очень важно располагать инструмент перпендикулярно к оси трубы, чтобы рез получился максимально ровным.
После того как труба будет отрезана, ее необходимо зачистить. Для очистки поверхности изделия используют металлическую щетку, а ее торец освобождают от заусениц и металлической пыли при помощи ершика
Ни в коем случае нельзя использовать для этих целей наждачную бумагу, так как она оставит на поверхности трубы мелкий песок, который ухудшит сцепление припоя с основным металлом.
Для какой бы цели вы не паяли трубы из меди, для кондиционеров, холодильников или систем отопления, край одной из них необходимо расширить. Увеличить диаметр конца одной из труб следует до такого значения, чтобы другой конец спокойно входил в него, оставляя лишь небольшой зазор.
Расширенный конец трубы также следует зачистить, используя для этого металлическую щетку, но не наждачную бумагу или чистящую пасту.
Перед началом пайки на конец трубы меньшего сечения следует нанести флюс. Очень важно равномерно распределить флюс при его нанесении, в противном случае его избыток попадет внутрь трубы и образует там застывшие капли, которые будут создавать шум при движении по ней жидкости.
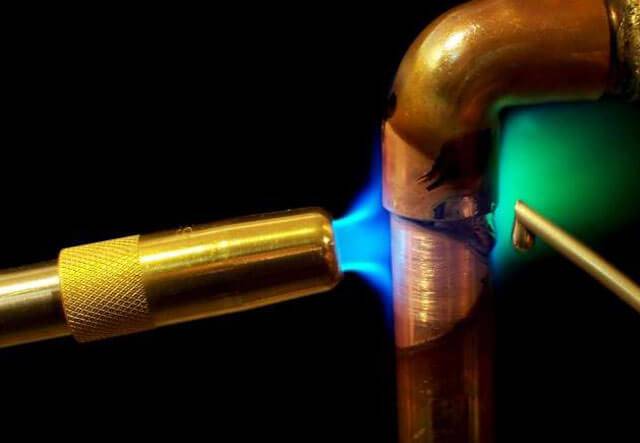
Подготовленные концы труб перед пайкой следует вставить друг в друга, после этого можно приступать к пайке, вытерев избытки флюса влажной тряпкой. Чтобы соединение получилось качественным и надежным, необходимо прогреть соединяемые трубы перед началом использования припоя. Нагрев может считаться достаточным тогда, когда нанесенный на одну из труб флюс станет серебристого цвета.
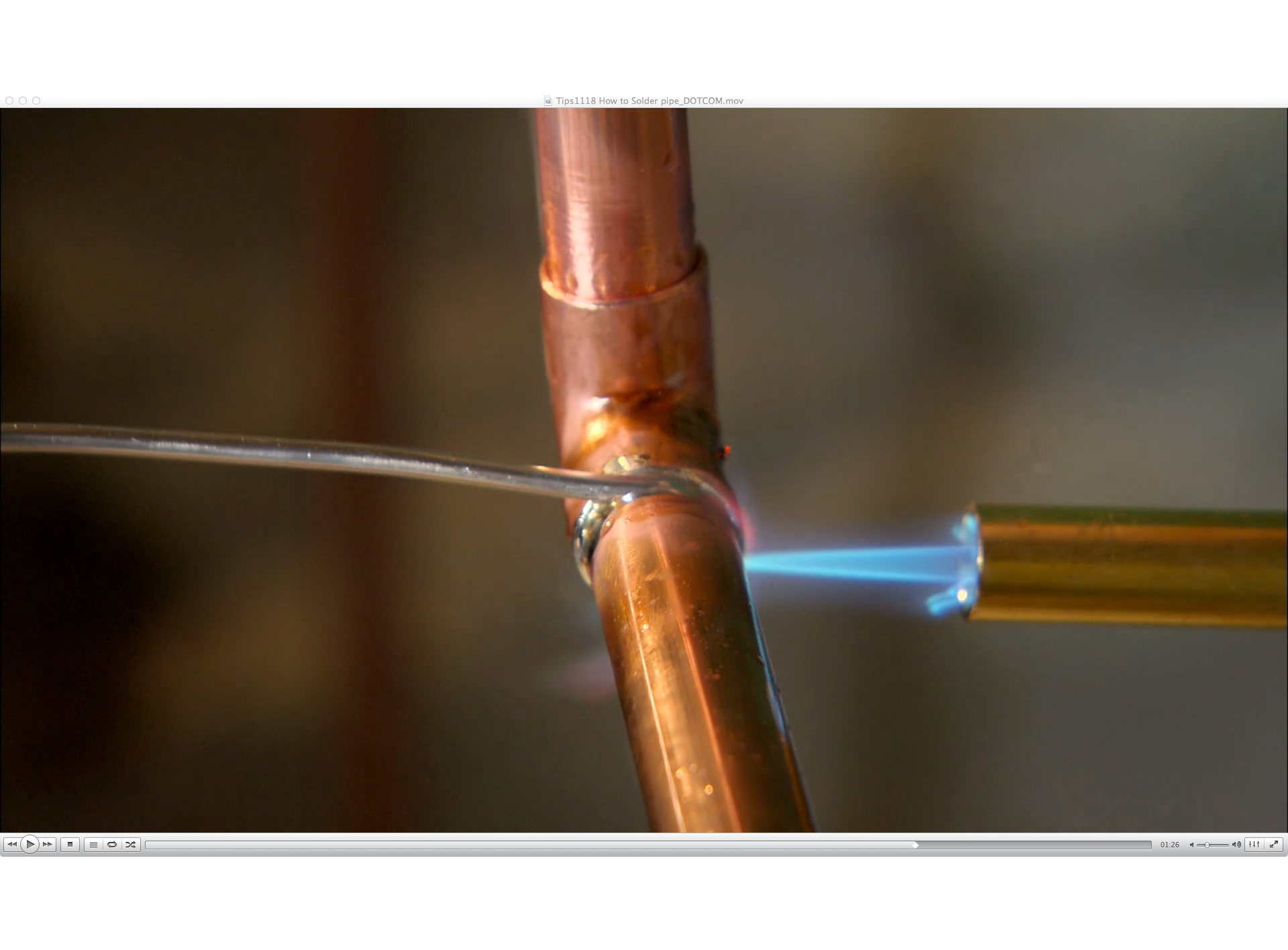
После предварительного разогрева места соединения к нему подносят припой, который от высокой температуры начинает плавиться и заполнять пространство стыка. Способствует процессу и принцип капиллярности, за счет которого расплавленный припой заполняет зазор между трубами. Пайку заканчивают в тот момент, когда он полностью заполняет собой промежуток между соединяемыми трубами. Очень хорошо такой процесс просматривается на видео, которое снимают многие специалисты.
Теперь вы знаете, как паять медные трубы. Более наглядно изучить процесс пайки позволит видео ниже.
Пайка медных труб не представляет большой сложности. Необходимость в этом возникает во время ремонта или монтажа системы
подачи воды или кондиционирования. Пайку труб можно совершить самостоятельно, если имеются необходимые знания в этой области. Для уверенности в качестве процедуры и последующей эксплуатации медных изделий следует обратиться к специалистам.
Виды медных труб
Ассортимент и номенклатура медных труб отечественного производства достаточно обширны. Действуют следующие стандарты:
- ГОСТ 617-2006, распространяющийся на тянутые или прессованные медные (и латунные) трубы круглого поперечного сечения. Сортамент рассчитан на общие условия применения. Выбор производится по внешнему диаметру и толщине стенки. Предусмотрен следующий диапазон значений: по диаметру – от 3 до 360 мм, по толщине – от 0,8 до 10 мм. Изделия выпускаются длиной от 1,0 до 6,0 м.
- ГОСТ 32598-2013, который относится к медным трубам круглого поперечного сечения, используемым в водных и газовых магистралях. Изделия производятся только холодным волочением, и имеют диапазон внешних диаметров 6…267 мм, при толщине стенки от 0,5 до 3,0 мм. Такие трубы производятся в бухтах или мерных отрезках длиной наибольшей длиной соответственно 15 и 5 м.
- ГОСТ Р 52318-2005. Регламентирует технические требования и сортамент медных труб, предназначенных для прокладки газо- и водопроводов. От предыдущего стандарта отличается тем, что рассматривает только бесшовные трубы, которые можно использовать в монтаже систем напольного отопления с использованием воды как теплоносителя. Имеются также незначительные отклонения по химсоставу и качеству производства (в сторону ужесточения допусков и процентного содержания примесей).
- ГОСТ 21646-2003. Содержит технические требования к медным и латунным трубам (как цельным, так и сварным), которые устанавливаются в различном теплообменном оборудовании. Внешние диаметры — 6…30 мм, толщина стенки – от 0,5 до 3,0 мм, длина — 1,5…12,0 м. Такие трубы могут поставляться с одно- или двухугловыми гнутыми участками.
Особенность агрегатов импортного производства (холодильники, кондиционеры) в том, что там устанавливаются трубопроводы, изготовленные из твёрдой или мягкой меди по DIN EN 12735-1 и DIN EN 1057. По своему составу и свойствам они примерно соответствуют ГОСТ 21646-2003 и ГОСТ Р 52318-2005.
Процесс пайки медных труб
В домашних условиях он разделяется на ряд этапов.
Нарезка
Трубу отрезают в размер, используя труборез (лучше!) или ножовку.
Если используется ножовка по металлу, следует удалить все внутренние и наружные заусенцы с помощью напильника или другого инструмента.
Если трубка не круглая, следует обеспечить точность сечения, используя оправку.
Зачистка и подготовка торцов
Поверхности швов должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Очистка производится с помощью проволочной щетки из нержавеющей стали или жесткой наждачной тканью.
Для очистки поверхности от смазки или масла используются подходящие растворители.
Не забудьте удалить мелкие посторонние частицы, например, наждачную пыль, после чего обработанные места необходимо тщательно высушить.
Нанесение флюса
Для равномерного нанесения используют кисть.
Недопустимо попадание флюса внутрь трубы, поэтому количество наносимого вещества должно быть минимально необходимым.
Излишки флюса перед пайкой медных труб надо удалить.
Соединение
Обязательные процедуры включают:
- Подготовку фитинга: он не должен быть со слишком глубокой полостью (излишек лучше отрезать). Рекомендуется, чтобы глубина полости не превышала двух её диаметров;
- Прогрев соединяемых изделий, для чего чаще используют газовую горелку, хотя можно и паяльник, имеющий соответствующую насадку;
- Нанесение флюса. При этом (для круглых труб) соединяемые детали вращают относительно друг друга: флюс распределится равномернее, и спаять трубу будет легче;
- Нанесение в зазор припоя. Разогретый теплом паяльника, он устремится в зазор, и заполнит его (это будет видно по остаткам припоя, вытекающего из полости стыка);
- Охлаждение места сборки с одновременным контролем качества пайки.
Пайка по капиллярной технологии
Особенностью такого вида пайки является то, что подготовленная медная трубка с нанесенным флюсом вставляется в полость фитинг и нагревается до температуры плавления припоя.
Силы адгезии и когезии заставляют припой стекать в капиллярный зазор.
Флюс позволяет припою смачиваться, прилипать и сплавляться с поверхностью меди, а сцепление приводит к тому, что припой затягивается достаточно, чтобы полностью заполнить зазор. Это приводит к прочному водонепроницаемому соединению.









Обработка швов
Некоторые считают эту операцию излишней, но окончательная отделка шва необходима, во-первых, для отделки торца соединённого с трубой фитинга, а во-вторых, для контроля возможных пустот и каверн, которые могли образоваться в соединении, если пайка проводилась при высоких температурах, а контроль за возможным газообразованием отсутствовал.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси
Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.
Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.
Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Это интересно: Как выбрать качественный паяльник для полипропиленовых труб: освещаем подробно
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае









При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Типы присоединений к газовым баллончикам
Соединение резьбой — это наиболее надёжный вариант с максимальной герметичностью. Внутренняя резьба, нарезанная в корпусе горелки, накручивается на внешнюю резьбу, нарезанную на корпусе баллона.
Цанговое соединение — такая конструкция имеет широкий воротник с прорезанным боковым пазом и клапаном, выступающим по центру. Горелку необходимо плотно насадить на картридж так, чтобы совпали посадочные места, прижать и прокрутить.
Этот тип соединения самый популярный, и в отличие баллона-бочки, который не имеет клапана, цанговый баллон можно многократно отсоединять и присоединять. Использовав переходник с резьбой, на цанговый баллон можно насадить горелку с резьбовым соединением.
Особые случаи паечного соединения
Технология неразъемной пайки труб предполагает введение между ними припоя. Припой имеет температуру плавления несколько ниже, нежели медь. Пайка изделий предусматривает капиллярный эффект, при котором происходит смачивание и припой растекается по всей поверхности. Припой производится в виде проволоки.
Некоторую сложность представляет пайка меди со следующими металлами:
- Алюминием;
- Латунью;
- Нержавейкой.
Технология, с помощью которой происходит соединение меди с алюминием, латунью и нержавейкой отличается от других, и предполагает использование специальных припоев и флюсов. Соединение меди с такими металлами нельзя запаять обычным способом ввиду того, что на поверхности изделий моментально образуется оксидная пленка.

Необходимые элементы для пайки
Для того чтобы спаять медь с алюминием, необходимо:
- Удалить окисную пленку;
- Покрыть поверхность изделий канифолью.
Также соединение меди с латунью осуществляют с помощью твердого медно-фосфорного припоя.
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.





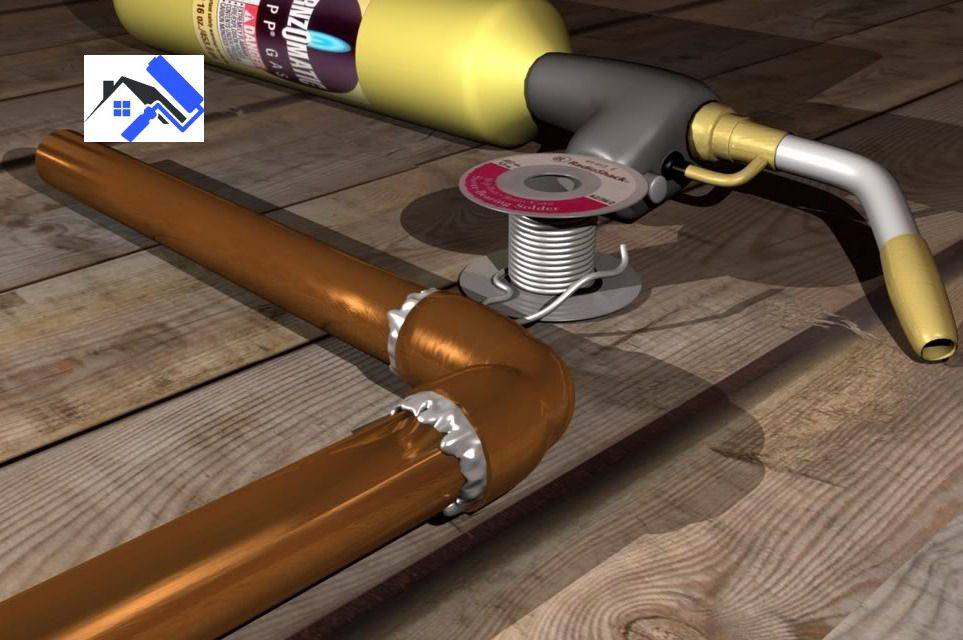



- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
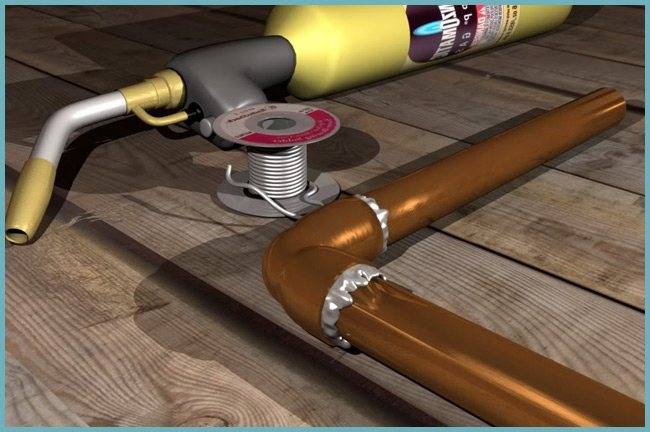
Инструменты, необходимые для пайки медных труб своими руками Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
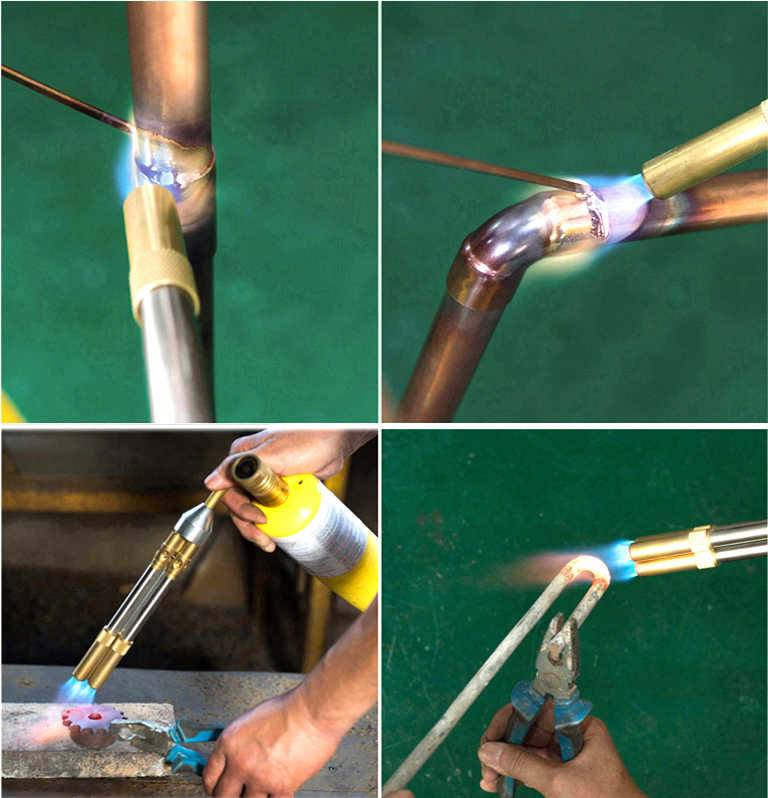
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии. Шов на месте сцепления деталей должен быть ровным и плотным
Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды
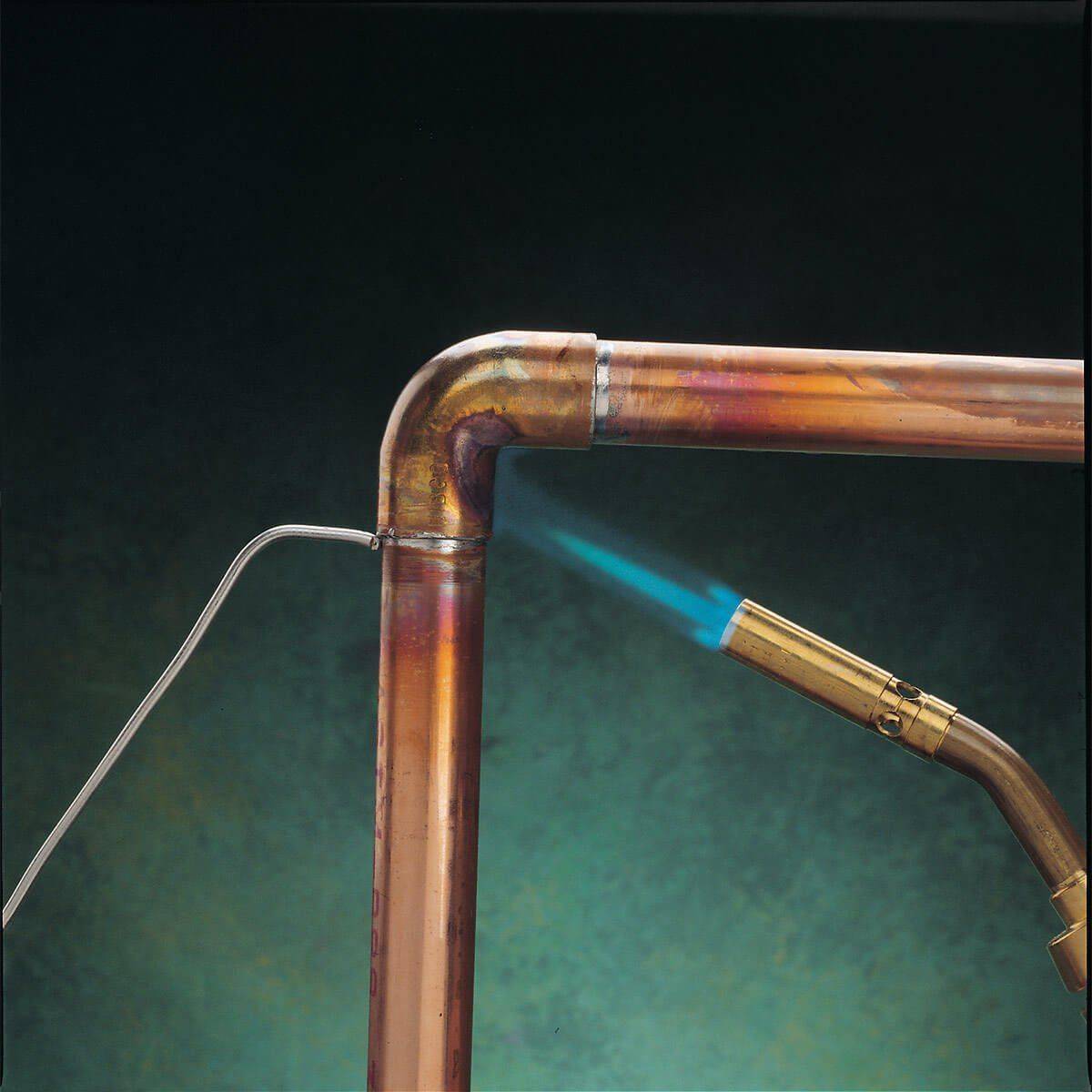
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.

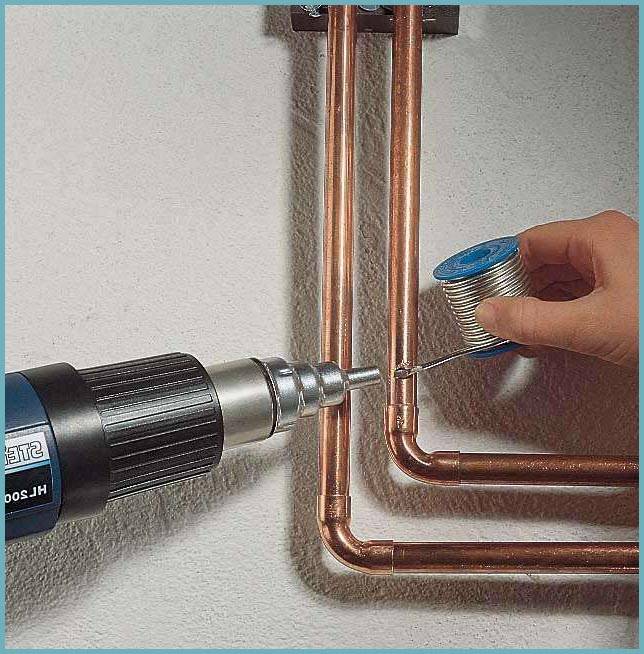
Внешний вид правильно спаянной медной трубы





