

Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: solarschool.dk
ФОТО: solarschool.dk ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Как использовать припой
Чтобы шов после пайки получился прочным и герметичным, необходимо:
- тщательно подготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и иных видов загрязнений металлической щеткой, а заусенцы, образовавшиеся после нарезки труб, удаляются при помощи специального устройства – фаскоснимателя;
Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько миллиметров, чтобы трубы легко стыковались между собой. Если пайка производится при помощи фитингов (специальных элементов, предназначенных для сборки трубопровода различной конфигурации), то увеличивается диаметр фитинга, а не трубы;
Увеличение диаметра трубы
- обработать места пайки труб флюсом;
Обработка трубы флюсом перед пайкой
Поскольку флюс является токсичным соединением, то при работе с ним требуется четко соблюдать правила безопасности: работа должна выполняться в перчатках и в проветриваемом помещении.
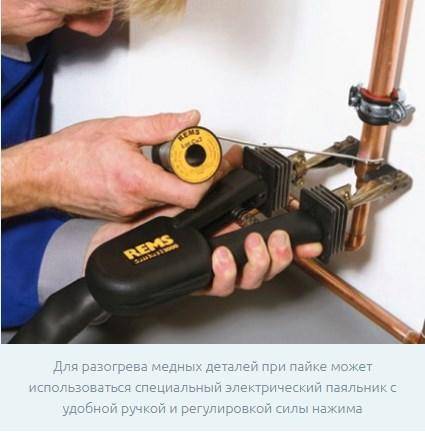
- подготовить газовую горелку (оборудование, предназначенное для пайки труб, изготовленных из меди) и немного нагреть спаиваемые участки;
- аккуратно по всему периметру трубы нанести припой, который в процессе разогрева будет постепенно переходить из твердого состояния в жидкое, тем самым заполняя все пустое пространство;
Пайка при помощи припоя
- дать припою полностью остынуть в неподвижном состоянии. Для полного остывания в зависимости от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди при помощи припоя представлен на видео.
При выборе припоя и флюса необходимо учитывать все основные характеристики веществ, то есть если для пайки используется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Правильно подобранные и соответствующие друг другу материалы способствуют получению не только герметичного шва, но и максимально долговечного соединения.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
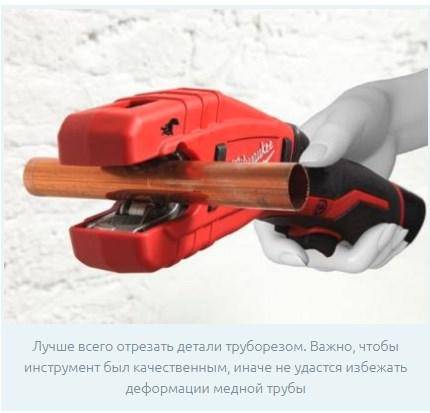
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.









Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке

При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Процесс выполнения работы
Как паять медные трубы? Процесс выполнения сварки следующий:
- по схеме трубопровода определяется длина участка между соединительными узлами. Производится разметка и отрез труб необходимой длины;

Нарезка труб для сборки трубопровода
Для получения ровного среза труборез необходимо удерживать строго перпендикулярно оси трубы.
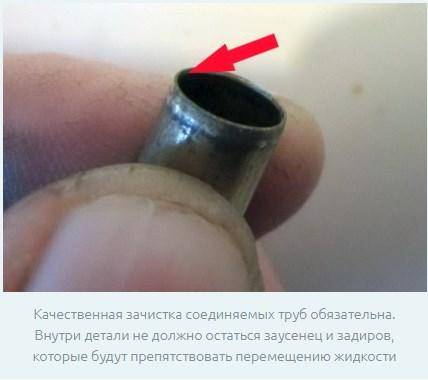
- медные трубы под пайку обрабатываются. С отрезов снимается фаска. Рекомендуется тщательно обработать и внутреннюю, и наружную часть трубы. Концы труб очищаются от окислов, пыли или грязи и заусенцев. Очистка труб производится до появления характерного для меди блеска;

Подготовка труб к пайке
- если соединение производится при помощи фитинга, то аналогичным образом обрабатывается и место соединения дополнительного элемента трубопровода;
- если соединение труб производится без применения фитингов, то конец одной трубы расширяется специальным приспособлением. Для получения прочного соединения достаточно увеличить диаметр трубы на 1 – 1,5 мм;
- наносится паста для пайки (флюс). Специальным составом рекомендуется обработать обе трубы или трубу и соединительный фитинг. Паста соответственно наносится на внешнюю и внутреннюю часть соединяемых элементов трубопровода;

Обработка труб пастой для пайки
Флюс наносится равномерно и в требуемом количестве. Излишнее вещество может способствовать образованию в трубопроводе капель, препятствующих нормальному прохождению жидкости или газа.
- трубы соединяются. Мягкой тряпкой удаляются излишки пасты;
- место будущего шва нагревается при помощи горелки. Для предварительного разогрева меди, в зависимости от мощности используемого оборудования, требуется в среднем 30 секунд – 1 минута;
- по периметру сварного шва наносится припой, который расплавляется паяльником и заполняет пустое пространство между соединяемыми трубами;

Заполнение припоем
процесс пайки можно считать законченным после полного заполнения пространства припоем.
- после полного остывания труб место соединения очищается от излишков дополнительных материалов.
Процесс пайки труб можно подробно разобрать, посмотрев видео.
https://youtube.com/watch?v=N9QwpYEQpUw
Оборудование для сварки
В зависимости от того, о каком виде сварки труб идёт речь, будет зависеть выбор оборудования.
Для газовой сварки понадобятся:
- баллоны со сварочным газом;
- газовая горелка с механизмом подачи сварочной проволоки;
- шланги для подачи сварочного газа;
- кассета со сварочной проволокой;
- сварочный молоток;
- щетка по металлу.
Если говорить о сварке с плавящимися и неплавящимися электродами, то перечень оборудования выглядит следующим образом:
- источник сварочного тока, подобранный в зависимости от условий сварочного процесса и целей эксплуатации изделия;
- сварочные кабели для подачи тока в сварочную зону, а также направления защитного газа (при использовании технологии сварки в защитном газе);
- держатель для электрода;
- приспособление для создания массы;
- баллон с защитным газом (при использовании соответствующей технологии).
Для соединения труб при осуществлении сварки используется центратор.
Дополнительно необходимо защитное оборудование для сварщика, включающее маску с темным стеклом или самозатемняющуюся маску, краги или защитные перчатки, защитную обувь и одежду.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.


Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.


Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.










Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.


В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм. Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках. При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность. В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства


В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Источник
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Некоррозионная группа
Обычная светлоокрашенная канифоль относится к неактивным флюсам, легко удаляется этиловым спиртом любой степени очистки, техническим ацетоном.
Такой флюс пригоден для пайки меди и сплавов на ее основе. Его применяют при пайке проводов, радиодеталей.







В местах углублений, не очень удобных для нанесения чистого канифольного флюса, можно проводить обработку поверхности раствором канифоли в этиловом спирте.
Если предполагается эксплуатация медных изделий при больших нагрузках, нужно обеспечить соединение с повышенными прочностными характеристиками. Для этих целей пайку проводят со смесью канифоли с глицерином, растворенной в спирте.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой





