

Монтаж полипропиленовых труб своими руками

Преимущества монтажа
 Рассчитайте количество труб и фитингов
Рассчитайте количество труб и фитингов
Для выполнения монтажа трубопровода не требуется выполнение сварочных работ. Все соединения выполняются при помощи пайки. Труба стыкуется в фитинге, а затем спаивается специальной муфтой. Преимущество такой пайки состоит в том, что уже через час после пайки всей системы, трубопровод готов к использованию.
Подготовка инструмента
 Шейвер
Шейвер
Кроме наличия всех необходимых деталей и материалов, для выполнения монтажа трубопровода необходимо подготовить весь инструмент.
- Самым главным инструментом для работы является паяльник, с помощью которого будет выполняться пайка муфт. Покупая этот инструмент, не стоит экономить. Это может сказаться на качестве пайки и скорости выполнения работ, да и сам паяльник может очень быстро перестать работать. Качественный паяльник при долгой работе не нанесет вред тефлоновому слою покрытия насадок.
- Для пайки вам потребуются насадки под трубы. В основном, они идут в комплекте с паяльником.
- Основная часть работы будет выполняться стационарно, поэтому под паяльник необходима подставка.
- Чтобы отрезать нужный участок трубы, понадобятся специальные кусачки, можно применить труборез.
- Снятие с трубы слоя алюминия выполняется с помощью шейвера.
- Чтобы впаиваемая труба свободно входила в фитинг, потребуется снять фаску края трубы, используя фаскосниматель.
 Трубы и фитинги
Трубы и фитинги
Предварительно посетите строительный магазин и купите все необходимые инструменты.
На чем можно сэкономить
 Ножницы для полипропиленовых труб
Ножницы для полипропиленовых труб
Произвести пайку полипропиленовой трубы подручными средствами не получится. Но все же, на некоторых инструментах можно сэкономить. Если предстоит выполнение небольшого объема работ, из списка покупок можно вычеркнуть кусачки или труборез. Отрезание трубы можно выполнить болгаркой. Шейвер используется только в том случае, если есть алюминиевый слой. Если этот слой отсутствует, то и инструмент можно не покупать.
План работы
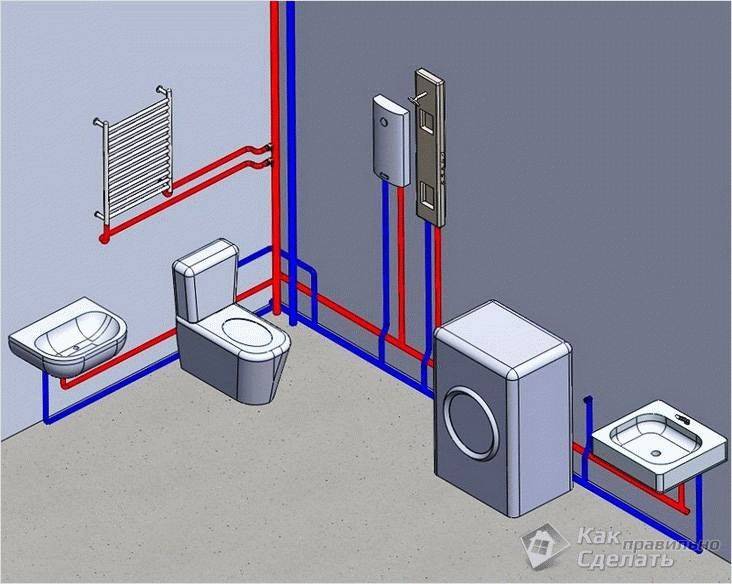 План разводки водоснабжения
План разводки водоснабжения
Решившись на самостоятельный монтаж трубопровода, необходимо составить план выполняемых работ. Требуется все рассчитать так, чтобы пайка муфт в большинстве случаев происходила не на весу, а стационарно. В конце работы останется лишь соединить всю систему и произвести пайку последних точек соединения.
Перед началом работы должна быть тщательно проработанная схема трубопровода. Это сильно облегчит условия работы, и вам не придется покупать лишние материалы. Грамотно выполненный расчет позволит выполнить все неудобные места пайки на столе.
Особенности пайки трубопровода
Для выполнения прочной пайки выполняется прогрев внешнего края трубы и внутренней стороны муфты. Прогревается только тот участок трубы, который полностью войдет в муфту. После соединения прогретых участков, происходит спаивание полипропилена.
В начале пайки необходимо подготовить сам материал. Вымеряется и отрезается необходимая длина трубы. На краю отрезанной трубы, с внешней стороны, снимается фаска глубиной 3 мм, и под наклоном не менее 15 градусов. Края спаиваемых материалов очищаются от загрязнения и обезжириваются специальным раствором. И только теперь можно выполнить пайку изделия.
Пайка трубы
 Пайка с помощью паяльника
Пайка с помощью паяльника
- Перед началом пайки паяльник устанавливается с помощью подставки на столе и подключается к электросети. Пайка происходит при температуре 260°C. Поэтому, если паяльник имеет регулятор температуры, его надо выставить на это значение. К сведению: при других температурах, пайка изделий не выполняется. Следовательно, не стоит переплачивать за покупку паяльника с регулятором температуры.
- Когда паяльник полностью прогрелся, можно начинать процесс сваривания деталей. Фитинг должен прогреваться одновременно с трубой, поэтому с одной стороны специального штыря надевается фитинг; труба, вставленная в гильзу, надевается на вторую сторону нагревателя. После полного прогрева детали быстро снимаются с паяльника и соединяются.
- При пайке необходимо соблюдать время прогрева деталей, иначе деталь быстро деформируется и станет непригодной для соединения. Недостаточно нагретую деталь не получится надежно спаять, в результате чего образуется течь в месте соединения.
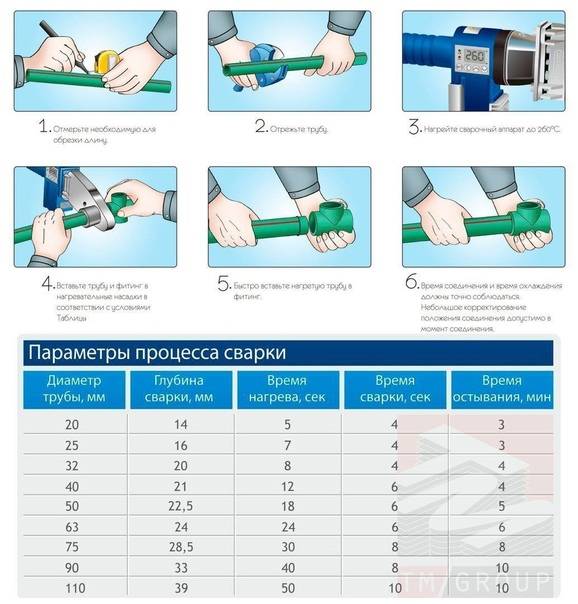
Для определения времени нагрева разработана таблица, которой пользуются специалисты, выполняя монтаж полипропиленовых труб.
Инструмент и оборудование для сварки
Устройство паяльника для сварки труб.
Сегодня имеется широкий выбор специализированных инструментов и приборов для сварки. Во-первых, аппарат для сварки, который имеет корпус с рукояткой, жало с отверстиями для насадок и подставкой. На корпусе есть выключатель, регулятор температуры, индикатор нагрева и термостат. Подставка позволяет устанавливать аппарат на столе или закреплять струбциной к подходящей конструкции.
Во-вторых, это специальные металлические насадки на жало аппарата, для нагрева ими с одной стороны трубы, а с другой — фитинга. Насадки состоят из двух частей и нагреваются от жала до температуры 260°C — это температура плавления полипропилена. Насадки имеют тефлоновое покрытие, которое препятствует прилипанию пластмассы. В-третьих, ножницы для резки труб. Отрезка ими полипропиленовых труб даже одной рукой не требует больших усилий. При этом ножницы обеспечивают прямоугольность и чистоту реза. Не деформируется внутренний проход трубы. Эти и другие инструменты, помещают в чемоданчик: удобный и практичный набор сварщика. Дополнительно приобретается шейвер, чтобы с его помощью снимать наружный слой армированных труб. Такой набор предназначен для небольших объемов работ, например, при монтаже водоснабжения и отопления в частном доме. Диаметр труб, свариваемых на насадках аппарата, от 16 до 40 мм.
Особенности монтажа труб из полипропилена
Устройство водопроводной системы на основе полипропиленовых труб, как правило, сопровождается приобретением специального инструмента и набора элементов – фитингов, обеспечивающих полноценный монтаж. Специальный инструмент – паяльник полипропиленовых труб – можно купить или разумнее арендовать.
Устройство водопровода из ПП труб требует соблюдения ряда технических и технологических нюансов:
Из набора необходимых инструментов потребуется резак по трубам (специальные ножницы). Впрочем, обрезку полипропиленовых рукавов вполне допустимо выполнять ножовкой по металлу. Для измерений понадобится строительная рулетка, а также маркер (карандаш) или нечто подобное.
Не станет лишней в монтажном деле угловая линейка или транспортир. Для полного комплекта нужны также гаечные ключи либо разводной ключ.

Один из главных инструментов, необходимых для производства работ по монтажу полипропиленовых труб. Труборез полипропилена позволяет быстро и точно выполнять резку. Однако этот инструмент можно заменить обычной ножовкой по металлу
Каких-то особых технологических действий от сантехника процесс сборки полипропиленовых труб не требует. Но, какой-никакой опыт работы с пайкой полипропилена всё равно необходим. Полное отсутствие навыков грозит обернуться неприятными последствиями эксплуатации водопровода в будущем.
А последовательность работы, примерно, следующая:
- Отрезается по размеру труба линии водопровода.
- Место реза и соединения зачищается от заусенцев.
- Подбирается и подгоняется нужный фитинг-элемент.
- Паяльник полипропилена оснащается соответствующими насадками.
- Включают нагрев на паяльной станции – предел нагрева 260ºС).
- Стыкуемые элементы (фитинг и конец трубы) вводят в контакт с насадками.
- Нагревают их несколько секунд (4-10), в зависимости от толщины стенки.
- Снимают с насадок и вручную быстро соединяют, вставив конец трубы в тело фитинга до упора.
Особенность последнего действия заключается в том, что его нужно выполнять достаточно быстро с чёткой фиксацией трубы и фитинга в одном положении. После соединения элементов следует выждать не менее 30 секунд. Этого времени достаточно для отвердения нагретых участков и плотного соединения их друг с другом.
Грамотно выполняемым считается монтаж любого типа водопровода из полипропиленовых труб, когда протяжка линий осуществляется от сантехнических приборов к основному источнику воды. Монтаж труб следует по возможности вести прямолинейно, параллельно полу или стенам здания.
Если магистрали ГВС и ХВС располагаются в непосредственной близости одна от другой, рекомендуется линию ХВС монтировать выше линии ГВС.
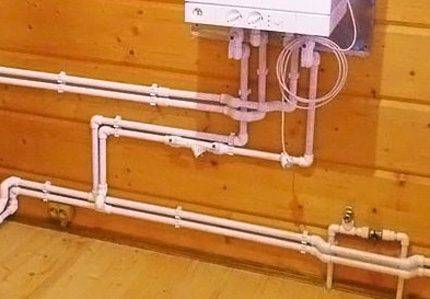
Пример удачного монтажа водопровода на основе полипропиленовых рукавов. Подобные решения характерны для частных дачных строений. В условиях городских квартир нередко стараются делать скрытые системы (спрятанные в стенах)
Полипропиленовые трубы, если их сравнивать с металлической трубой, обладают значительно меньшей жёсткостью
Поэтому, выполняя монтаж полипропилена, следует уделять внимание надёжному креплению трубопроводов к основанию. Крепёжные опорные кронштейны нужно размещать через каждые 1,5-2 м линии трубопровода. Магистрали водопровода желательно строить с учётом минимальных нагрузок на трубопроводы
Не рекомендуется изгибать тело полипропиленовой трубы, нагревая место сгиба, чтобы выполнить таким способом обход препятствия. Для решения подобных задач следует использовать специальные фитинги – угловые или обходные
Магистрали водопровода желательно строить с учётом минимальных нагрузок на трубопроводы. Не рекомендуется изгибать тело полипропиленовой трубы, нагревая место сгиба, чтобы выполнить таким способом обход препятствия. Для решения подобных задач следует использовать специальные фитинги – угловые или обходные.









Раструбное соединение частей полипропиленового трубопровода производят методом сварки:
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу
В обоих случаях следует проявить осторожность, т. к
есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.
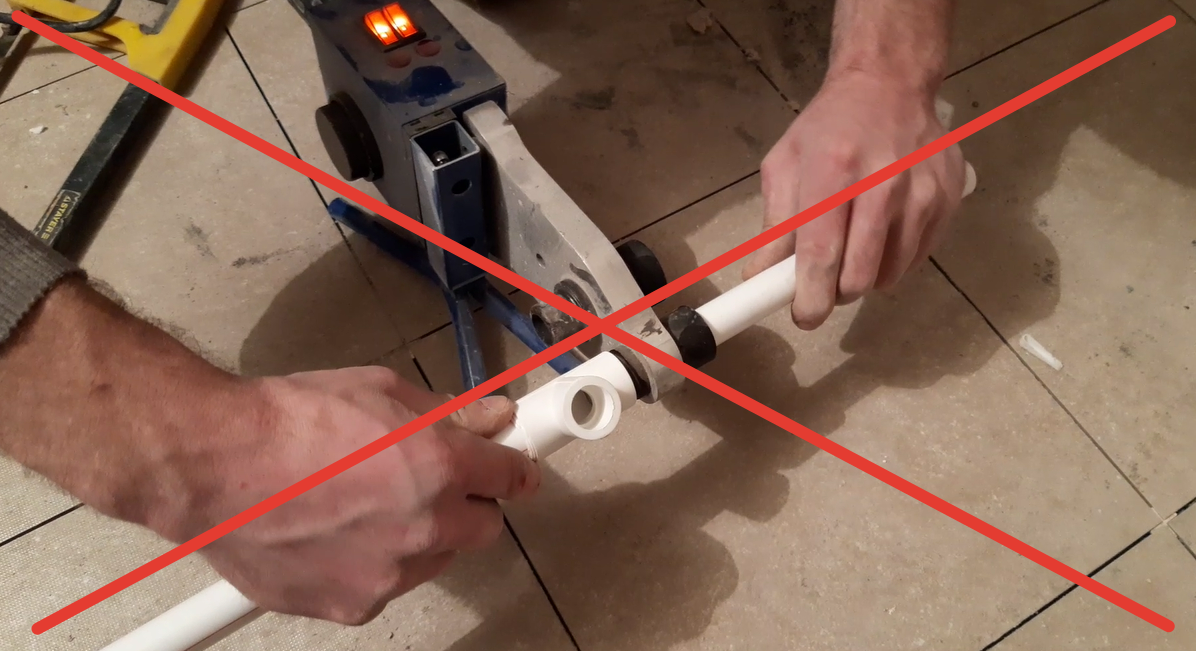
 Некачественная пайка полипропиленовых труб
Некачественная пайка полипропиленовых труб
При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Разметка глубины посадкиИсточник files.builderclub.com
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.








О секретах подгонки труб в этом видео:
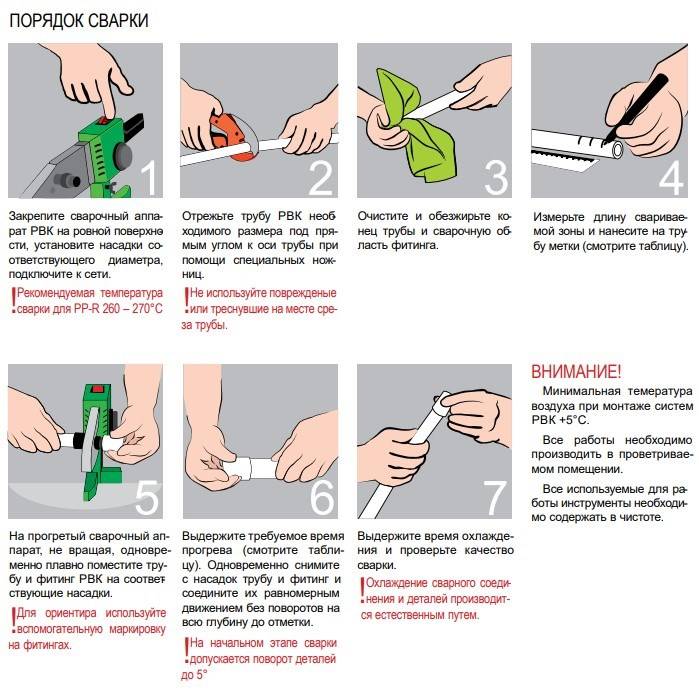
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
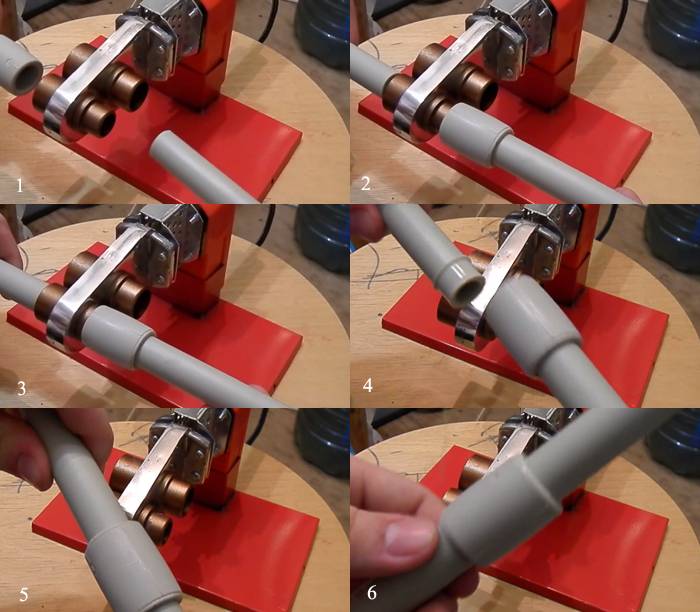
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Основные этапы работы
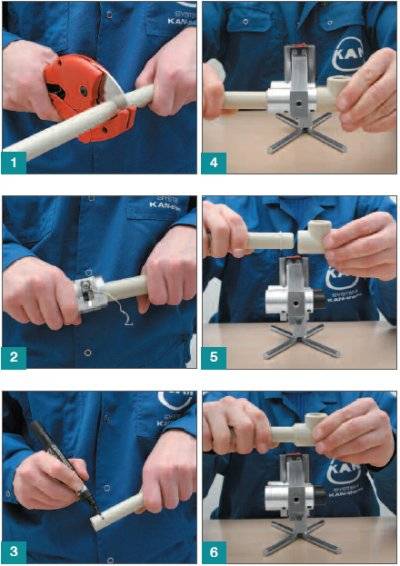
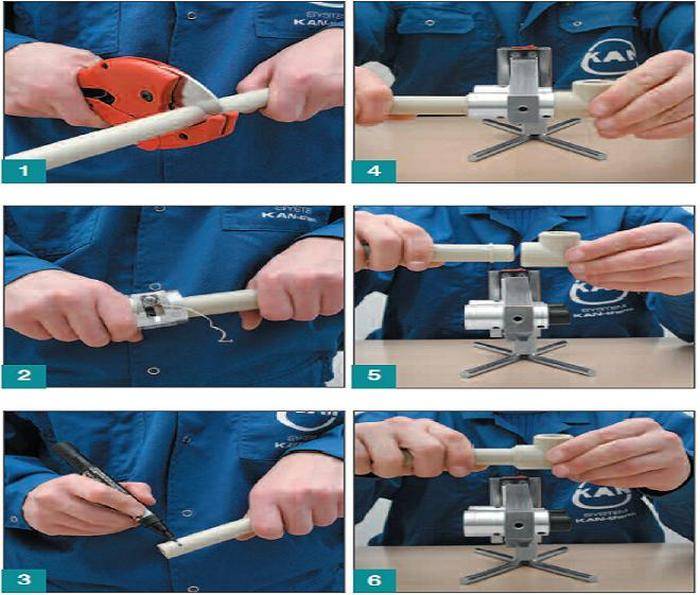
1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
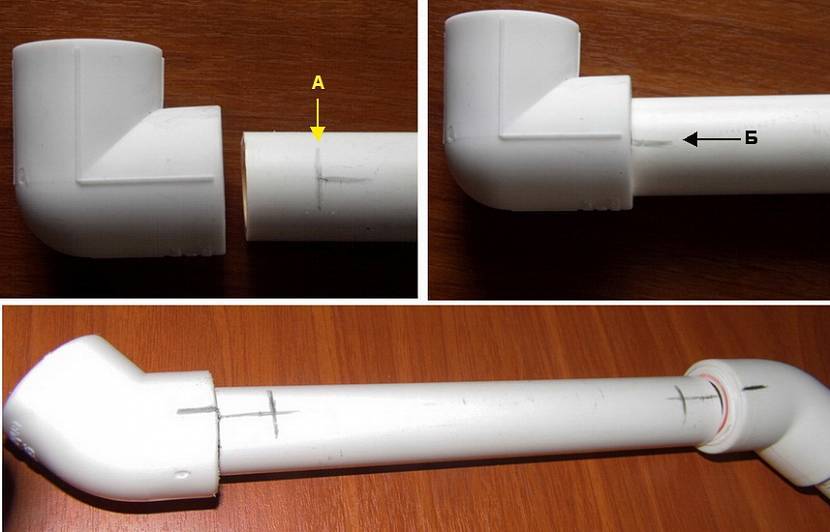
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.
4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.
10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).
11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;
При покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
Вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
Основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
Полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
Детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
Охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
Не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
При правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
Проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Последовательность сварки труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует.
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке ПП труб своими руками.







Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология.
.
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную прочность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это приготовить требуемый инструмент и выполнять сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.





