

Советы
Начиная сварочные работы водопровода своими руками, нужно прислушаться к советам и рекомендациям специалистов. Они помогут машинальные движения при сварке превратить в обдуманный процесс.

Если сварочные работы проводятся первый раз, то необходимо перед началом монтажа пластиковых труб немного потренироваться. После резки труб останутся ненужные куски, которые вполне подойдут для тренировки. Делать все нужно так, как при полноценном процессе.

Покупать материалы необходимо с небольшим запасом, так как их можно повредить еще до начала работ. Даже опытные специалисты не застрахованы от каких-либо форс-мажоров, что говорить о новичке. Поэтому пусть лучше какой-нибудь элемент останется после окончания работ.
Соединяя конструкции с небольшим диаметром, нужно следить, чтобы вследствие перегрева материала в середине не образовались наплывы. В этом случае проход может закупориться, и в системе произойдет прорыв воды. Поэтому перед запуском необходимо продуть водопроводные трубы воздухом.

Кроме этого, существует еще много случаев, когда несоблюдение правил может привести к подобным протеканиям или закупоркам в системе. Например, неправильное введение трубы в фитинг, то есть не до упора. В таком случае между стенками труб образуется зазор, и обычные нагрузки окажутся слишком большими, что может привести к протечке.
Также можно протестировать качество, надавив на трубу или на место соединения. Конструкция должна выдержать такой тест. Если не выдержит, то и в процессе эксплуатации она окажется недолговечной. Поэтому приобретать полипропиленовые трубы нужно только у поставщиков, имеющих хорошую репутацию – в этом случае можно не беспокоиться о том, что конструкция в итоге прогнется или сломается под напором.


Собрав всю систему, начинать ее эксплуатацию нужно не раньше, чем пройдет хотя бы один час. Такого промежутка времени будет достаточно для затвердения швов. Не стоит удалять оплывы, когда идет процесс сварочных работ – это приведет к еще большей деформации труб, при этом такой процесс уже будет необратимым. Полипропилен после его разогрева остывает довольно быстро, поэтому медлительность в сварочном деле неприемлема.
Необходимо следить за тем, чтобы вода не попала в трубу, так как, нагреваясь, она превратится в пар, а соединение при этом потеряет прочность
Разогретые пластиковые трубы имеют очень высокую температуру, поэтому обязательно нужно принимать меры предосторожности. Чтобы защитить свое тело, надевают робу и толстые перчатки – это убережет кожу от ожогов. Все действия должны быть аккуратными и выверенными
Все действия должны быть аккуратными и выверенными.


Начиная сварочные работы, все стыкующие элементы нужно обязательно зачистить и обезжирить, иначе качественная сварка не получится. Делать это нужно непосредственно перед началом работ.
Производители полипропиленовых труб говорят, что спаять изделия, имеющие разные торговые марки невозможно, ведь и трубы, и фитинги отличаются друг от друга, поэтому совмещение материалов с разными техническими характеристиками может привести не только к трудностям монтажных работ, но и стать причиной брака конструкции.

В процессе разводки используются и трубы, и муфты, а также поворотники. Поэтому стоит знать, что трубы нагреваются с внешней стороны, а все остальные элементы – изнутри. Не стоит забывать это правило, иначе соединения будут недолговечными.
Изучив все тонкости процесса сварки пластиковых труб, можно с легкостью определить для себя, какой вариант процесса выбрать при укладе нового водопровода или отопительной системы. Сварить такие трубы будет по силе каждому, если дома имеется помощник. Для работы не нужна никакая сложная машина, ведь достаточно только рук и сварочного аппарата.
О том, как паять полипропиленовые трубы самостоятельно, смотрите в следующем видео.
Выполняем предварительный подогрев

Рекомендации и видео предусматривает выполнение предварительного подогрева. Следует учесть, что согласно гост данное действие обязательное. Характеристика и компоненты соединения сварки отталкиваются от скорости охлаждения стали в температурном диапазоне от 500 до 800 градусов. Если это происходит быстро, то могут образовываться закалочные структурные элементы, которые имеют пластичность и прочность.
Если правильно выполнить нагрев площади, то можно снизить риск получения структур закалки, что способствует активности эвакуации из зоны и шва водородной диффузии. Такое соединение повысить уровень стойкости сварки, и убережет от возможных повреждений целостности поверхности. Для того, чтоб подобрать температуру, соответствующую ГОСТ, нужно не упускать из вида несколько факторов. Таких как:
- Химические составляющие металла;
- Величина толщины стенок труб;
- Тип покрытия электрода;
- Температурный режим местности.
Просмотрев большое количество литературы и видео, мы выяснили, что для предварительного нагревания нам пригодиться всего один инструмент – это устройство электрического или газового типа. Стоит отметить, что процесс должен производиться по всей площади изделия. Ширина периметра нагрева от швов является больше 7,5 см.
Электроды для водопровода
Для сварки водопровода рекомендуем следующие марки: МН-5, МНЖ5 (для медных труб), НЖ-13 (для труб из нержавеющей стали) и МНЧ-2 (для сварки чугунных труб). Если предстоит домашняя сварка инвертором, а трубы изготовлены из черного металла, то можно использовать марку МР-3с. Они могут качественно сварить на низком токе даже трубу с диаметром 32 на 2.8 мм.
Если нужно сделать вертикальный шов, то используйте электроды МНЧ-2. Для сварки холодным и горячим способом подойдут ЦЧ-4, но учтите, что его можно использовать только в нижнем положении
Кстати, при выборе электродов обращайте внимание на наличие покрытия. Обязательно покупайте стержни с обмазкой, поскольку она защитит сварочную зону от негативного влияния кислорода
Мы рекомендуем электроды для сварки трубопроводов с толстым покрытием.

Если вам предстоит какой-то определенный вид работ, то проконсультируйтесь с продавцом в магазине. Внимательно прочтите информацию на упаковках. Для большинства работ подойдут трубные электроды таких производителей, как УОНИ, ОЗС, АНО, KOBELKO, ESAB. Среди отечественных производителей также рекомендуем электроды Уральского и Каменского завода.










Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.

Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
Подвод воды
Прежде чем приступить непосредственно к электросварке вы должны подготовить схему будущего водоснабжения, с расположением всей коммуникации. Подобная планировка позволит сделать разводку оптимальной и хорошо подготовиться для качественного соединения труб при помощи сварочного аппарата.
Что обязательно надо соблюсти.
- Стояк горячей воды идет справа, холодной – слева (при вертикальном расположении). В горизонтальном положении трубы идут параллельно – труба горячей воды идет над холодной.
- Обязательно должен быть небольшой уклон, который в случае необходимости позволит удалить воду из труб. Уклон направляется к стояку или водозаборной точке.
- Должно соблюдаться расстояние между стояками, и трубами и стеной.

Защита при сварочных работах
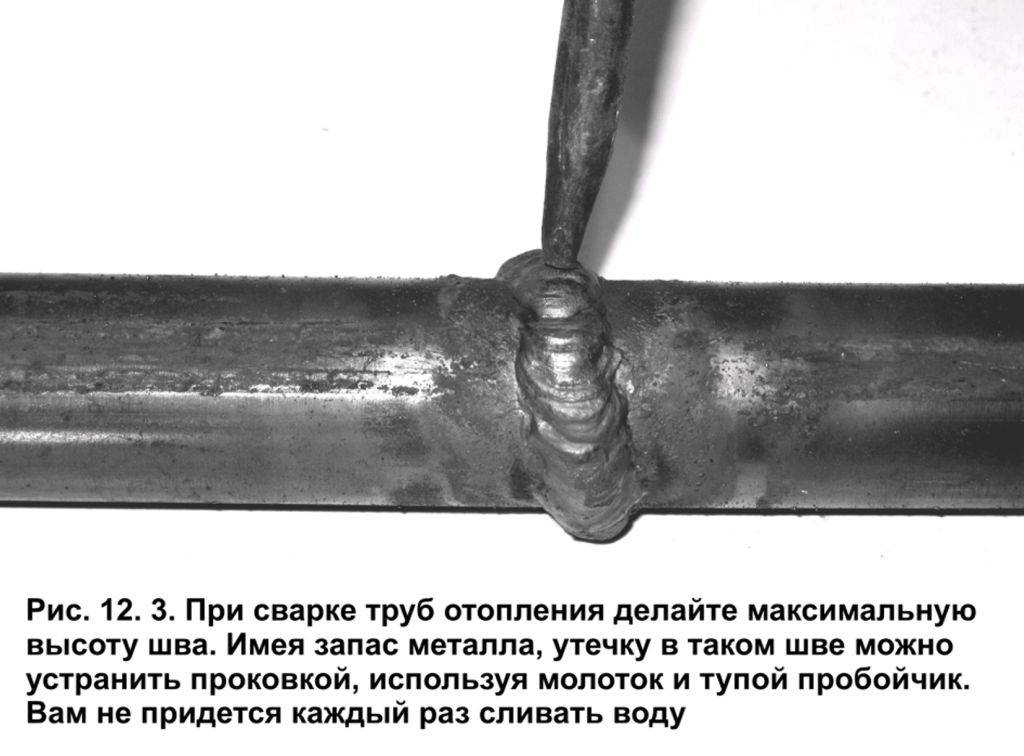
Какими должны быть швы?
Швы после сварки не должны иметь отклонений по высоте и ширине.
Чтобы исключить дефекты швов, нужно понять, как именно они выглядят, а также какие основные ошибки могут совершить начинающие мастера.
Внешние дефекты – это отклонения по ширине и высоте. Происходят из-за неравномерного перемещения электрода. Такие швы имеют неудовлетворительный внешний вид и способны вызвать деформации. Неправильный нагрев может привести к трещинам, от этого поменяется структура металла. Наплывы образуются из-за слишком быстрого плавления электрода. Наплывы необходимо вырезать.
Внутренние дефекты – это поры, которые могут появиться из-за неправильной регулировки пламени горелки или влажности покрытия, а также из-за ржавчины на свариваемых поверхностях. Поры делают шов незащищенным. И в него может проникнуть жидкость или газы. Разглядеть их можно при помощи лупы.
Плохой провар корня шва снизит его прочность. Шов становится ненадежным, резко снижается его сопротивляемость к вредным внешним воздействиям. Причинами этого, как правило, является недостаточная мощность тока, слишком быстрое и резкое перемещение электрода или плохая зачистка кромок. Дефект участка исправляют повторной сваркой. При перегреве металл становится крупнозернистым. Это снижает сцепление и прочность. Такая неприятность устраняется термической обработкой. Пережженные участки шва полностью удаляются и свариваются заново.
Разновидности сварных швов и соединений
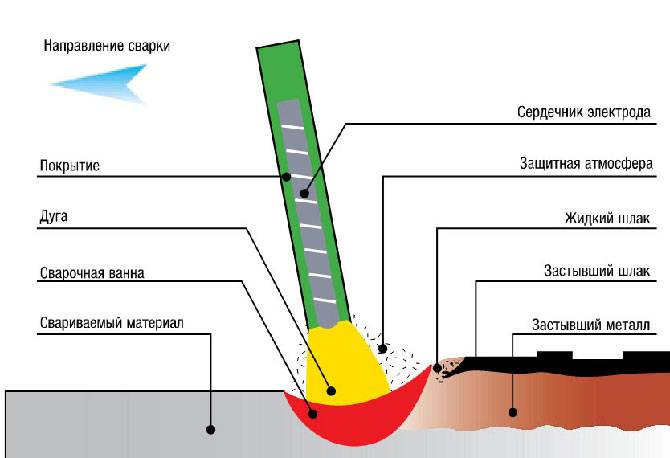
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.
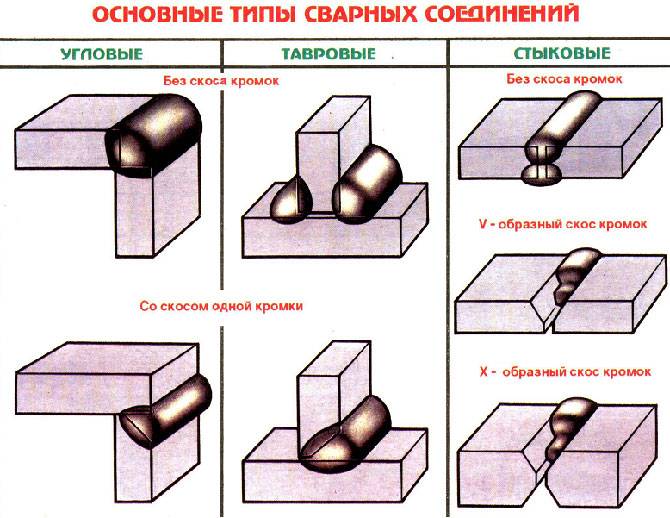
Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов. Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.








Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока
Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.

Сварочные электроды – основной расходный элемент при выполнении сваривания.
Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.
Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.

Электроды с расплавляемой серединой.
По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной. Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной. Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.

Электроды с вольфрамовой серединой используются для выполнения специальных сварочных работ.
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.
| Оболочка | Марка | Описание |
| Целлюлозная | С | С их помощью выполняется электросварка труб большого диаметра. В большинстве случаев используются для прокладки магистральных трубо- и газопроводов. |
| Рутилово-кислотная | RA | Хорошо подходят для сварки труб отопления и водоснабжения. Благодаря особой структуре оболочки на сварочном шве образуется лишь небольшой слой шлаков, которые легко удаляются легким постукиванием по детали. |
| Рутиловая | RR | Эти электроды легко поджигаются при работе, образуют хорошо удаляемый шлак и позволяют создавать привлекательно выглядящие, аккуратные швы. Чаще их используют для создания угловых соединений и наваривания второго и третьего слоя. |
| Рутилово-целлюлозная | RC | Подходят для сваривания деталей в любых плоскостях. Они чаще всего используются для образования вертикального шва при сваривании сверху вниз. |
| Основная | B | Универсальные электроды для сваривания труб, позволяющие создавать соединения с отличной вязкостью и минимальной возможностью растрескивания. Ими можно сваривать трубы с толстыми стенками, а также сваривать детали, которые предполагается использовать при отрицательной температуре воздуха. |
Электроды с основным покрытием идеально подходят для ручной сварки водопроводных стальных труб.
Перед тем как варить трубу электросваркой, не поленитесь поспрашивать у знакомых-сварщиков или сантехников, электродами какой марки они предпочитают выполнять сваривание металлических труб. Мне здесь конкретный советь дать трудно, поскольку в каждом городе существуют свои производители электродов для сваривания.
Перед покупкой электродов уточните у специалистов, какую марку и в каком магазине лучше приобретать.
Кроме того, узнайте, где именно они покупают электроды, чтобы избежать подделок и не приобрести некачественную продукцию. Потому что от качества именно этих расходных материалов во многом зависит качество и герметичность будущих швов.









Но сразу хочу предупредить. Мне еще никогда не встречались хорошие и, одновременно, дешевые электроды. Цена на качественны расходники будет достаточно высокой. Но оно того стоит.
Разновидности электродов
Электросварочный электрод является металлическим стержнем определенного диаметра, который обладает специальным покрытием для проведения сварных работ. Толщина данного расходника бывает различной – этот показатель следует выбирать в зависимости от того, металл какой толщины планируется соединять. Обмазка электрода предназначена для дополнительной защиты стальных элементов и сварной ванны от непосредственного воздействия внешней среды. Более того, она помогает сделать горение дуги значительно лучше.

Перед непосредственной покупкой электродов желательно проконсультироваться у сварщиков или у соседей, которые периодически занимаются проведением сварных работ в домашних условиях, какими именно расходными материалами они пользуются. Сварка металлических труб отопления поддельными или низкокачественными электродами приведет к возникновению низкокачественного соединения, которое с течением времени начнет протекать. Нужно сказать, что надежные электроды дешево стоить не могут.
При изготовлении домашнего трубопровода с помощью электросварки желательно использовать электроды, диаметр которых составляет от 2 до 5 мм. Покрытие тоже играет немаловажную роль. Оно бывает разных видов:
- основное – является универсальным, способствует получению высококачественного соединения даже при использовании холодной сварки. В течение последующей эксплуатации швы практически никогда не растрескиваются, обладают великолепными показателями вязкости;
- выполненное на основе целлюлозы и рутила. Предназначено для формирования сложных соединений, в частности вертикального шва, идущего строго сверху вниз;
- рутиловое покрытие будет смотреться наиболее привлекательно. С поверхности соединения можно с легкостью удалить шлак, очень легко зажигается дуга. Подобные электроды, как правило, используются в процессе создания прихваток или для формирования угловых швов;
- покрытие на основе рутила и кислоты позволяет получить не только качественный шов, но и шлак, обладающий собственной структурой. После завершения сварки труб отопления электросваркой его будет очень легко удалить;
- целлюлозное покрытие идеально подходит для конструкций, отличающихся большим диаметром. Благодаря такому покрытию можно быстро и надежно сформировать не только вертикальный, но и кольцевой шов.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: “Какая сварка водопроводных труб лучше – виды и особенности сварки”).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.





